
B. C.
Arbeitete rund 20 Jahre in der Galvanotechnik und spezialisierte sich u. a. auf die Themen galv. Verzinkung, Zinklegierungen, Kupfer, Nickel, chem. Nickel, Chrom, Zinn, Silber, Galvanisierung von Zinkdruckguss, Aluminium, Buntmetalle sowie fast alle bekannten Verfahrenstechniken, inkl. Tamponbeschichtung und Bandgalvanik. Zu seinen „Randthemen“ zählen Abwassertechnik, QM und IT. Hierbei vor allem, aber nicht ausschließlich, Webentwicklung, Programmierung und Grafikdesign.
Aufgrund seiner praktischen Erfahrungen als Ausbilder und Dozent betreut er neben der Rubrik „Aus der Praxis - für die Praxis“ noch das GTFY-Heft und die Onlinekurse auf der gleichnamigen Seite.
Kontakt: https://www.agencybc.de/
Haftfestigkeitsprobleme bei polierten Oberflächen

Frage: Seit Jahren erhalten wir mechanisch polierte Buntmetalle, die wir in einer Gestellanlage vernickeln und verchromen. Die hochglänzende Nickelschicht beträgt circa 20 µm, während die Chromschicht eine für diesen Zweck übliche Dicke aufweist. Der Prozess wurde über die Jahre perfektioniert. Abgesehen davon, dass wir vor rund zwei Jahren auf einen Chrom(III)-Elektrolyten umgestellt haben, gab es keine nennenswerten Änderungen.
Vor etwa einem Jahr begann eine Serie von Reklamationen, die uns bis heute beschäftigt. Es handelt sich dabei um massive Haftfestigkeitsprobleme. Insbesondere im gut sichtbaren Bereich der Teile blättert die Nickelschicht großflächig ab. Sowohl unser Kunde als auch unser Chemikalienlieferant behaupten, nichts geändert zu haben, und auch wir können keine Veränderungen unserer Parameter feststellen. Die Vorbehandlung wurde mehrfach komplett erneuert, der Nickelelektrolyt wurde analysiert, gereinigt und zwischenzeitlich sogar neu angesetzt. Eine Verbesserung stellte sich jedoch nicht ein. Welche Möglichkeiten sehen Sie, um die Ursache zu finden und zu beheben?
KI statt Fachpersonal?

Frage: Zu Beginn des Jahres fanden in unserer Geschäftsleitung mehrere Sitzungen statt, die sich mit Maßnahmen zur langfristigen Kostensenkung in Anbetracht steigender Ausgaben befassten. Neben den Energiekosten stellen insbesondere die Personalkosten ein wachsendes Problem dar. Ganz darauf verzichten können wir nicht, jedoch streben wir an, bei den kostenintensivsten Mitarbeitern – dem Fachpersonal – Einsparungen zu realisieren. Die Überlegung besteht darin, das Fachwissen durch den Einsatz von Künstlicher Intelligenz, Datenbanken und Fachfirmen zu ersetzen, um weitgehend auf hochqualifiziertes Personal zu verzichten. Künftig soll nur noch ein Meister oder Techniker eingesetzt werden, anstelle der bisherigen Praxis mit mehreren Meistern, Technikern und Oberflächenbeschichtern. Dies hätte den zusätzlichen Vorteil, dass wir auf Aus- und Weiterbildungsmaßnahmen sowie die zeitaufwändige Suche nach Fachleuten weitgehend verzichten könnten. In einer Ära von ChatGPT und anderen KI-Technologien sollte die Umsetzung eines solchen Vorhabens heute weniger problematisch sein. Wie würden Sie vorschlagen, ein solches Vorhaben anzugehen?
Beschichtungsprobleme bei gelötetem Messing

Frage: Wir haben einen Kunden gewonnen, der aus Messingdrahtgitter kleine Körbe herstellt. Anfangs wurde eine kleine Serie bemustert. Leider haben wir es versäumt, detaillierte Bilder oder eine Erstmusterprüfbericht zu erstellen. Der Kunde war mit der Bemusterung sehr zufrieden und schickte weitere Aufträge, die keine Probleme vermuten ließen und auch keinen Grund zur Reklamation aufwiesen. Dies hat sich nun geändert. Der Grund waren graue Lötstellen, die, wie wir vermuten, nicht mit Nickel bekeimt wurden. Mit Weichlot haben wir sehr selten zu tun. Die Teile werden alkalisch und elektrolytisch entfettet, in einer Mischsäurelösung aktiviert und anschließend hochglanzvernickelt. Die reklamierten Teile wurden elektrolytisch entnickelt, gestrahlt und erneut vernickelt – ohne Erfolg. Wir haben ebenfalls ein Hullzellenblech mit verschiedenen Loten (bleihaltig, nicht bleihaltig) versehen und in der Hullzelle versucht zu vernickeln. Die hohen Stromdichtebereiche wurden mehr oder minder bekeimt, während die niedrigen Stromdichtebereiche nichts angenommen haben. Beide Lote ließen sich nicht ordentlich galvanisieren. Die Probleme treten bei den Kundenteilen hauptsächlich im niedrigen Stromdichtebereich auf. Haben Sie Ratschläge, wie sich gelötetes Messing einwandfrei und prozesssicher galvanisieren lässt?
Risse nach dem Schweißen

Frage: Seit einigen Monaten plagen wir uns mit einer Reklamationsserie herum, für die wir keine Erklärung finden. Für einen guten Kunden verarbeiten wir ganz verschiedene Teile aus ebenso diversen Metallen und Legierungen. Eine Artikelserie besteht aus Edelstahl, wobei wir hier ebenfalls unterschiedliche Legierungen erhalten. Diese werden lediglich chemisch vorbehandelt, um eine reine Oberfläche zu erzielen. Andere Teile aus gewöhnlichem Baustahl werden von uns dick verzinkt. Die zwei Metalle werden vom Kunden verschweißt. Das Problem ist nun, dass früher oder später Risse im Edelstahl auftreten. Der Auftraggeber behauptet, es würde entweder an der Verzinkung oder der chemischen Vorbehandlung liegen. Wir hingegen vertreten derweil die Auffassung, dass es sich um Materialfehler handeln muss, da wir solche Fehler nicht kennen und umfangreiche Untersuchungen unserer Prozesse keine Resultate brachten. Da der Kunde mittlerweile damit droht, alles, was wir für ihn beschichten, anderen Galvaniken zu geben, wir aber keinerlei Anhaltspunkte haben, worum es sich handeln könnte, benötigen wir dringend Hilfe.
Kontinuierliche Wartung von Nickelelektrolyten
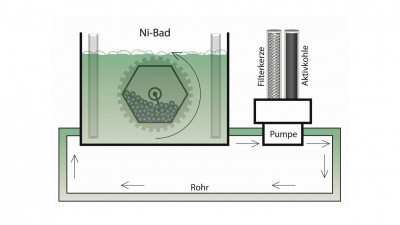
Unser Nickelelektrolyt umfasst ein Volumen von 8000 Litern. Um eine möglichst hohe, gleichbleibende Qualität aufrecht zu erhalten, würden wir gerne das Bad laufend mit Aktivkohle reinigen. Diesbezüglich kam es bei uns zu lautstarken Diskussionen. Ein Teil der Galvaniker schwört auf entsprechende Filterkerzen, andere wiederum lehnen dies strickt ab und fordern eine kontinuierliche Selektivreinigung, gepaart mit einer diskontinuierlichen Aktivkohlereinigung, die ein- bis zweimal im Jahr durchgeführt werden soll. Wer hat nun Recht?
Löcher in Kupferschichten nach dem Elektropolieren

Bei uns werden Stahlteile erst einmal verkupfert und dann elektropoliert. Zunächst wird eine dünnere Schicht in einem cyanidischen Kupferbad aufgetragen, anschließend folgt eine dickere, saure Verkupferung. Nach dem Elektropolieren stellen wir Löcher fest, die vorher nicht aufgefallen sind. Diese Löcher – oder auch Poren – haben eine Tiefe von circa 5 µm. Diese Löcher kommen vor allem in Form von Nestern vor, die wir uns nicht erklären können. Wir versuchen den gesamten Prozess mit einem sehr hohen Standardisierungsgrad durchzuführen, um Handlingsfehler zu minimieren, jedoch wissen wir jetzt nicht mehr weiter.
Umfangreiche Mitarbeiterqualifikation

Wie die meisten Galvaniken und vergleichbare Betriebe, haben wir in den letzten Jahren vermehrt das Problem, Auszubildende zu finden. Das Gleiche gilt für angelernte Mitarbeiter in der Produktion sowie Facharbeiter. Zeitweise konnten wir den Trend durch höhere Löhne kompensieren, doch wir kommen nun an unsere Grenzen. Zudem besteht mit jedem neuen Betriebsangehörigen und einem entsprechenden Gehalt die Gefahr, dass wir das Lohngefüge ruinieren und uns langfristig weitere Probleme einhandeln. Nun möchten wir unsere Personalpolitik überdenken und bspw. die Mitarbeiter durch bessere Qualifikation motivieren. Haben Sie für uns einen Leitfaden, auf dem wir aufbauen könnten?
Störstoffe in HCl-Beize für Aluminium

Aluminium soll in Salzsäure gebeizt werden. Zweck ist eine feine, technische Struktur mit einer Toleranz von wenigen Mikrometern, die in einem späteren (nicht galvanischen) Beschichtungsprozess benötigt wird. Die HCl-Beize ist für Aluminium eher untypisch und deshalb haben wir bisher in der Literatur nichts dazu gefunden. Uns interessiert besonders welche Beizinhibitoren / Störstoffe bekannt sind. Zu den üblichen NaOH-Beizen sind ja beispielsweise die min. und max. Konzentrationen von Al bekannt. Gibt es so was auch für HCl-Beizen? Wie empfindlich könnte denn die mit HCl gebeizte Al-Oberfläche sein? Wenn nach der Beize gespült und getrocknet wird und dann ohne weitere Beschichtung die Teile gelagert werden, kommt es zu Wechselwirkungen mit der Luft? Bildet sich eine Oxidschicht?
Schwarzfärben bleifreier Messingoberflächen

Wir färben seit Jahren in einer sog. „Blaubeize“ Messingteile schwarz. Nun hat unsere Konstruktion ohne Rückfrage bei der Galvanik das bleihaltige Messing auf ein bleifreies umgestellt. Dies führte dazu, dass die Färbung unzureichend wird. Statt Schwarz erhalten wir nun ein Mattgold. Die von uns eingesetzte Beize basiert auf Kupfercarbonat und Ammoniak. Da sich das Verfahren bisher bewährte, würden wir nur ungern umstellen. Gibt es hierzu einen Zusatz, durch den wir bei einem bleifreien Messing eine Schwarzfärbung erhalten?
Das Mysterium der Beilby-Schicht
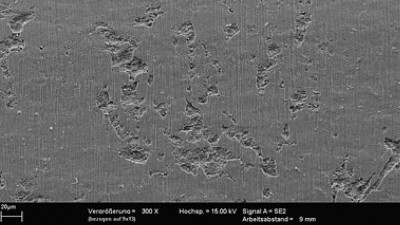
Immer mal wieder haben wir es mit Reklamationen ganz unterschiedlicher Materialien/Werkstoffe zu tun. Manche wurden vorher poliert, andere lediglich gegossen oder gewalzt. Die Gemeinsamkeit der reklamierten Teile besteht darin, dass im Laufe der Reklamationsbearbeitung der Begriff „Beilby-Schicht“ fällt. Immer, wenn wir der Meinung sind, das Problem verstanden zu haben, kommt eine neue Reklamation, die wir uns nicht erklären können, jedoch auf dasselbe hinauszulaufen scheint. Wir würden dieses Problem gerne dauerhaft in den Griff bekommen, finden aber in der Literatur nur unzureichende Angaben. Meistens läuft es darauf hinaus, dass – unserer Meinung nach – ganz verschiedene Dinge beschrieben werden und dahinter in Klammern „Beilby-Schicht“ steht.





