Fortsetzung der Ergebnisse und Diskussion
... Im nächsten Schritt wurden einige Prozessparameter, welche höhere C-Gehalte erwarten lassen, für die Entwicklung des Plasma-Quenchings genutzt. In der Literatur ist dafür die Nutzung von He-Druckstößen beschrieben, während der hier gewählte Ansatz keine Änderung von Gasflüssen sondern die zyklische Erhöhung des herrschenden Gesamtgasdrucks durch verringerte Saugleistung der Hochvakuum-Pumpe durch das partielle Schließen des VAT-Vakuum-Schiebers nutzt. Insgesamt wurden auf den erzielten ~4 µm Schichtdicke jeweils 32 derartige Druckstöße angewendet (d. h. Bilagen-Dicke ~120 nm). Die erzielten Enddrücke können Tabelle 2 entnommen werden, welche zusätzlich die erzielten chemischen Zusammensetzungen und Rauheiten angibt.
 und verschiedenen im Plasma-Quenching-Zyklus (Zeit: 1 min) verwendeten VATSchieberstellungen bzw. sich dadurch einstellenden Kammerdrücke. Gesamt-Zyklus-Anzahl: 32") Tab. 2: Chemische Zusammensetzung und Rauheiten von Beschichtungen, hergestellt unter Nutzung von 45 sccm Ar + 5 sccm C2H2 (Ausgangsdruck beim Sputtern: 3.7x10-3 mbar bei 100 % Öffnung des VAT-Schiebers, Zykluszeit für Sputtern: 5min) und verschiedenen im Plasma-Quenching-Zyklus (Zeit: 1 min) verwendeten VATSchieberstellungen bzw. sich dadurch einstellenden Kammerdrücke. Gesamt-Zyklus-Anzahl: 32
Tab. 2: Chemische Zusammensetzung und Rauheiten von Beschichtungen, hergestellt unter Nutzung von 45 sccm Ar + 5 sccm C2H2 (Ausgangsdruck beim Sputtern: 3.7x10-3 mbar bei 100 % Öffnung des VAT-Schiebers, Zykluszeit für Sputtern: 5min) und verschiedenen im Plasma-Quenching-Zyklus (Zeit: 1 min) verwendeten VATSchieberstellungen bzw. sich dadurch einstellenden Kammerdrücke. Gesamt-Zyklus-Anzahl: 32
 und REM-Bilder (mittlere Reihe) der in Abhängigkeit der Plasma-Quenching-Parameter sich einstellenden OberflächenTopographie. Untere Reihe: REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender Mikrotopographie") Abb. 5: Lichtmikroskopische (obere Reihe) und REM-Bilder (mittlere Reihe) der in Abhängigkeit der Plasma-Quenching-Parameter sich einstellenden OberflächenTopographie. Untere Reihe: REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender MikrotopographieJe weiter der VAT-Schieber geschlossen ist, umso höhere Drücke können durch diesen Widerstand im Gasfluss hin zu Hochvakuumpumpe erreicht werden. Ein Schließen vom vollständig geöffneten Zustand (Druck ~3.1x10-3 mbar) hin zum nur 20 % geöffneten VAT-Schieber erhöht den Druck um einen Faktor 4. Die chemische Analyse zeigt dabei, dass beim Sputtern vom MoS2-Target der C-Gehalt leicht zurückgeht, aber sich die Mo- und S-Gehalte kaum ändern. Damit wird die Dissoziation von C2H2 bei höheren Drücken schwieriger, wie auch die Ergebnisse mit noch geringerem C-Gehalt bei 40 und 20% VAT-Öffnung widerspiegeln. Zudem ist auch im Vergleich zu den Beschichtungen ohne Plasma-Quenching (siehe vorhin) der ~5-fache Fluss an C2H2 notwendig, um bei vergleichbaren Sputterbedingungen ähnlichen Kohlenstoff-Gehalt in der Schicht (~40 %) zu erzielen. Auch die längere Sputterzeit (etwa 22 % länger für die Variante 20 % offen) und damit geringere Abscheideraten (im Bereich von etwa 12 nm/min) belegen dies. Zudem zeigen sich aber bei den durch das VAT-Ventil niedrigeren Pumpleistungen während der Quenching-Phase Anstiege in den Verunreinigungen. Hauptsächlich kann dabei Sauerstoff detektiert werden, wobei der H-Gehalt wegen messtechnischer Einschränkung nicht berücksichtigt werden kann. Der O-Gehalt wird höchstwahrscheinlich nicht durch Undichtigkeiten der Anlage, sondern durch die Aufspaltung von H2O-Molekülen verursacht, welche an allen Innenoberflächen des Rezipienten durch Absorption z. B. beim Chargieren angelagert werden. Die niedrige Beschichtungstemperatur von max. 65–70 °C auf den Substraten bzw. << 40 °C der Kammer verhindert dabei ein effizientes Verdampfen bei der Evakuierung und begünstigt den Einbau von OH-Gruppen in die Schichtstruktur. Das Mo:S-Verhältnis ändert sich im Vergleich zu obigen Ergebnissen nur wenig.
Abb. 5: Lichtmikroskopische (obere Reihe) und REM-Bilder (mittlere Reihe) der in Abhängigkeit der Plasma-Quenching-Parameter sich einstellenden OberflächenTopographie. Untere Reihe: REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender MikrotopographieJe weiter der VAT-Schieber geschlossen ist, umso höhere Drücke können durch diesen Widerstand im Gasfluss hin zu Hochvakuumpumpe erreicht werden. Ein Schließen vom vollständig geöffneten Zustand (Druck ~3.1x10-3 mbar) hin zum nur 20 % geöffneten VAT-Schieber erhöht den Druck um einen Faktor 4. Die chemische Analyse zeigt dabei, dass beim Sputtern vom MoS2-Target der C-Gehalt leicht zurückgeht, aber sich die Mo- und S-Gehalte kaum ändern. Damit wird die Dissoziation von C2H2 bei höheren Drücken schwieriger, wie auch die Ergebnisse mit noch geringerem C-Gehalt bei 40 und 20% VAT-Öffnung widerspiegeln. Zudem ist auch im Vergleich zu den Beschichtungen ohne Plasma-Quenching (siehe vorhin) der ~5-fache Fluss an C2H2 notwendig, um bei vergleichbaren Sputterbedingungen ähnlichen Kohlenstoff-Gehalt in der Schicht (~40 %) zu erzielen. Auch die längere Sputterzeit (etwa 22 % länger für die Variante 20 % offen) und damit geringere Abscheideraten (im Bereich von etwa 12 nm/min) belegen dies. Zudem zeigen sich aber bei den durch das VAT-Ventil niedrigeren Pumpleistungen während der Quenching-Phase Anstiege in den Verunreinigungen. Hauptsächlich kann dabei Sauerstoff detektiert werden, wobei der H-Gehalt wegen messtechnischer Einschränkung nicht berücksichtigt werden kann. Der O-Gehalt wird höchstwahrscheinlich nicht durch Undichtigkeiten der Anlage, sondern durch die Aufspaltung von H2O-Molekülen verursacht, welche an allen Innenoberflächen des Rezipienten durch Absorption z. B. beim Chargieren angelagert werden. Die niedrige Beschichtungstemperatur von max. 65–70 °C auf den Substraten bzw. << 40 °C der Kammer verhindert dabei ein effizientes Verdampfen bei der Evakuierung und begünstigt den Einbau von OH-Gruppen in die Schichtstruktur. Das Mo:S-Verhältnis ändert sich im Vergleich zu obigen Ergebnissen nur wenig.
Die Rauheit hingegen steigt stark an. Ausgangsniveau auf austenitischem Edeldstahl ist dessen eigene Rauheit Ra von < 0.01 µm, welche sich durch die Schichtabscheidung zumindest verdoppelt bzw. z.T. verdreifacht – vor allem im Bereich mittlerer Öffnungsstellung des VAT-Schiebers. Weitere Erhöhung des Kammerdrucks (Schieberstellung 20 % offen) führt zwar zu höherem Druck, aber hat kaum Auswirkungen auf die Rauheit. Ra und Rq sind dabei arithmetischer und quadratischer Mittelwert, wobei letzterer speziell Rauheitsspitzen signifikant stärker in den hinsichtlich Messverfahren genormten (EN 4287) Rauheitswerten integriert. Rp als Abstand von der geometrischen Mittenrauigkeit zur Profilspitzenhöhe innerhalb der Messstrecke berücksichtigt speziell einzelne Spitzen.
Rp-Werte sind in der Interpretation von lichtmikroskopischen bzw. REM-Bildern sehr aussagekräftig, wie es Abbildung 5 zu entnehmen ist. Während ohne Plasma-Quenching kaum Defekte auf der Schicht zu finden sind (außer dem Flitter, welcher für die REM-Fokussierung notwendig war), steigt bei Reduktion auf nur 60 % Öffnung des VAT-Vakuumventils die Dichte an Partikeln vor allem mit <1 µm Durchmesser an. Weitere Erhöhung der Partikeldichte tritt bei 40 % Öffnung auf, während bei 20 % Öffnung in lichtmikroskopischen und REM-Bildern die Dichte wieder zurückgeht. Die sich ausbildende Wachstumsstruktur der MoS2-C-Beschichtungen zeigt bei 60 und 40 % Öffnung eine Lagenstruktur in der Bruchfläche, welche bei 20 % Öffnung nicht erkennbar ist. Alle Schichten wirken sehr amorph. Auch kann die in die Bildtiefe unschärfer werdende Oberfläche der Bilder dafür verwendet werden, um die dreidimensionale Form und Art der Anbindung der sich ausbildenden Partikel auf der wachsenden Schichtoberfläche zu beurteilen. Diese ist entweder rund und größer oder klein und eher kantig. Vielfach reichen diese auch in die wachsende Schicht hinein. Runde Partikel weisen auf Droplets hin, die vom MoS2-Target kommen (z.T. oberflächliche Aufschmelzungen des Targets bei zu hohem Energieeintrag, wie das z. B. am Beginn der Druckerhöhung auftreten kann). Dies bestätigt die EDX-Flächenanalyse in Abbildung 5: Die heller erscheinenden Mikropartikel weisen deutlich geringere Blautöne als die Umgebung auf, wobei diese Blautöne dem analysierten Kohlenstoff zugeordnet wurden (Abb. 6). Kleine Teilchen mit teils kantiger Struktur sind erfahrungsbasiert überwiegend im Plasma gebildete Kohlenstoff-Submikro- bzw. Nanopartikel, die vor allem Kohlenstoffflächige Strukturen ausbilden (bedingt durch die hexagonale, flächige Graphit-Struktur).
 Abb. 6: REM-Detaildarstellung der Schichtoberfläche von einem Plasma-Quenching-Parametersatz mit 60 % VAT-Öffnung und EDX-Flächenanalyse mit farblicher Zuordnung der Konzentrationen von C, S und Mo
Abb. 6: REM-Detaildarstellung der Schichtoberfläche von einem Plasma-Quenching-Parametersatz mit 60 % VAT-Öffnung und EDX-Flächenanalyse mit farblicher Zuordnung der Konzentrationen von C, S und Mo
 zwischen 5 min Sputterzyklen") Tab. 3: Chemische Zusammensetzung, Abscheideraten und Rauheiten von Beschichtungen, hergestellt unter Nutzung verschiedener C2H2-Anteile im Sputter-Gasfluss bei 40 %-Öffnung des VATSchiebers für 1 min (Kammerdruck ~5.6x10-3 mbar) zwischen 5 min Sputterzyklen
Tab. 3: Chemische Zusammensetzung, Abscheideraten und Rauheiten von Beschichtungen, hergestellt unter Nutzung verschiedener C2H2-Anteile im Sputter-Gasfluss bei 40 %-Öffnung des VATSchiebers für 1 min (Kammerdruck ~5.6x10-3 mbar) zwischen 5 min Sputterzyklen
Da die Beschichtungsraten für die zukünftige industrielle Nutzung zu niedrig sind und gleichzeitig die für die Beschichtung von PA12 zulässigen Substrattemperaturen deutlich unterschritten werden, wurde im nächsten Schritt die Sputterleistung verdoppelt (2000 W auf den MoS2-Targets). Zusätzlich wurden die hinsichtlich Partikelbildung optimale 40 %-Öffnung des VAT-Schiebers angewendet und der Einfluss höherer C2H2-Konzentrationen (C2H2Flüsse von 10, 15 und 20 sccm) in der Sputter-Atmosphäre untersucht (Tab. 3). Dies führte zur Steigerung der Abscheiderate auf 22.5 nm/min. Gegenüber der niedrigeren Sputterleistung und C2H2-Gasflüsse scheidet sich nun bei der hier niedrigsten untersuchten C2H2-Flussvariante (10 sccm) ein deutlich geringerer Anteil an Kohlenstoff ab. Bei 15 sccm ist der C-Gehalt in der Schicht vergleichbar und erst bei 20 sccm C2H2 deutlich höher. Der C-Gehalt korreliert dabei über den gesamten untersuchten C2H2-Flussbereich annähernd linear. Ein Vergleich zur chemischen Zusammensetzung in nicht mit Druckstößen (d. h. ohne Plasma-Quenching) hergestellten Schichten zeigt deutlich geringeren C-Gehalt – bei der doppelten Sputterleistung (als zusätzlicher Unterschied) ist der C-Gehalt nur etwa 50 %, der MoS2-Gehalt dagegen höher.
. REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender Mikrotopographie (untere Reihe)") Abb. 7: REM-Bilder der in Abhängigkeit der Plasma-QuenchingParameter sich einstellenden OberflächenTopographie (obere Reihe). REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender Mikrotopographie (untere Reihe)
Abb. 7: REM-Bilder der in Abhängigkeit der Plasma-QuenchingParameter sich einstellenden OberflächenTopographie (obere Reihe). REM-Bilder von Bruchflächen mit ausgebildeter Mikrostruktur der Schichten sowie an der Oberfläche sich ausbildender Mikrotopographie (untere Reihe)
Die Rauheit Rp sinkt dabei mit zunehmendem Kohlenstoff-Gehalt in den Schichten – ebenso die Partikeldichte. Dies ist sehr gut in den REM-Bildern in Abbildung 7 zu erkennen. Die Partikel an der Oberfläche, aber auch die in der Schicht in den Bruchflächenaufnahmen eingebauten Partikel werden mit zunehmenden C-Gehalt weniger, dafür aber größer. Der überwiegende Anteil der kleinen Partikel ist dabei nicht rund sondern kantig, was auf Kohlenstoff-Partikel hinweist. Die größeren Partikel weisen hingegen wieder höheren MoS2-Gehalt auf.
 je 5 min Sputtern abgeschiedenen Beschichtungen") Abb. 8: Reibungskoeffizient und Eindringtiefe in den in unterschiedlichen C2H2-Atmosphären mit jeweils 1 min Plasma-Quenching (40 % VAT-Öffnung) je 5 min Sputtern abgeschiedenen Beschichtungen
Abb. 8: Reibungskoeffizient und Eindringtiefe in den in unterschiedlichen C2H2-Atmosphären mit jeweils 1 min Plasma-Quenching (40 % VAT-Öffnung) je 5 min Sputtern abgeschiedenen Beschichtungen
 auf PA12 abgeschiedenen Schicht nach 1000 Lineartribologie-Zyklen") Abb. 9: REM-Analysen der bei 10 sccm C2H2 unter Nutzung von Plasma-Quenching (je 1 mi je 5 min Sputtern) auf PA12 abgeschiedenen Schicht nach 1000 Lineartribologie-Zyklen
Abb. 9: REM-Analysen der bei 10 sccm C2H2 unter Nutzung von Plasma-Quenching (je 1 mi je 5 min Sputtern) auf PA12 abgeschiedenen Schicht nach 1000 Lineartribologie-ZyklenDie tribologischen Untersuchungen zeigen mit zunehmenden C2H2-Fluss einen nur sehr leichten Anstieg der Reibzahlen von 0.15 bis 0.18 auf gering nachgiebigem Austenit-Substrat. Das Eindringen der 6 mm Al2O3-Kugel ist dabei nur sehr gering. Von Interesse sind die um > 25 % geringeren Reibwerte als bei den Schichten ohne Plasma-Quenching – auch unter Berücksichtigung gleichen C-Gehalts der Schicht. D.h., die sich vermehrt bildenden Kohlenstoff-Teilchen in der Schicht führen zu deutlich verbessertem Gleiten. Ähnliche niedrige Reibzahlen (0.15 bis 0.17) sind auch für die 10 sccm C2H2-Schicht auf PA12 ersichtlich – auch trotz der hohen SLS-fertigungsbedingten Rauheit mit gut sichtbaren Pulverkörnern (s. Abb. 9 zu den Verschleißuntersuchungen). Der Anstieg über die gesamte Zyklusanzahl ist ebenfalls nur gering und eine Annäherung auf 0.30–0.35 von unbeschichtetem PA12 fehlt. Die Eindringtiefe ist aber tendenziell deutlich größer als beim Austenit. Die Auswertung der Verschleißflächen zeigt deutlich weniger Zerrüttung des PA12 in der Kontaktfläche der PA12-Körner, d. h. die Dichte der dunklen Rissbereiche ist sehr gering. Die Oberfläche der beschichteten PA12-Körner hat dabei annähernd ähnliche Farbe wie die umgebende beschichtete PA12-Oberfläche. Dies deutet auf ähnliche Oberflächenchemie hin, d. h. auf übertragene Transferschichten auf die Reibfläche. Diese reduzieren die Reibung gegenüber dem Kontakt gegen unbeschichtetes PA12 um 35–50 %.
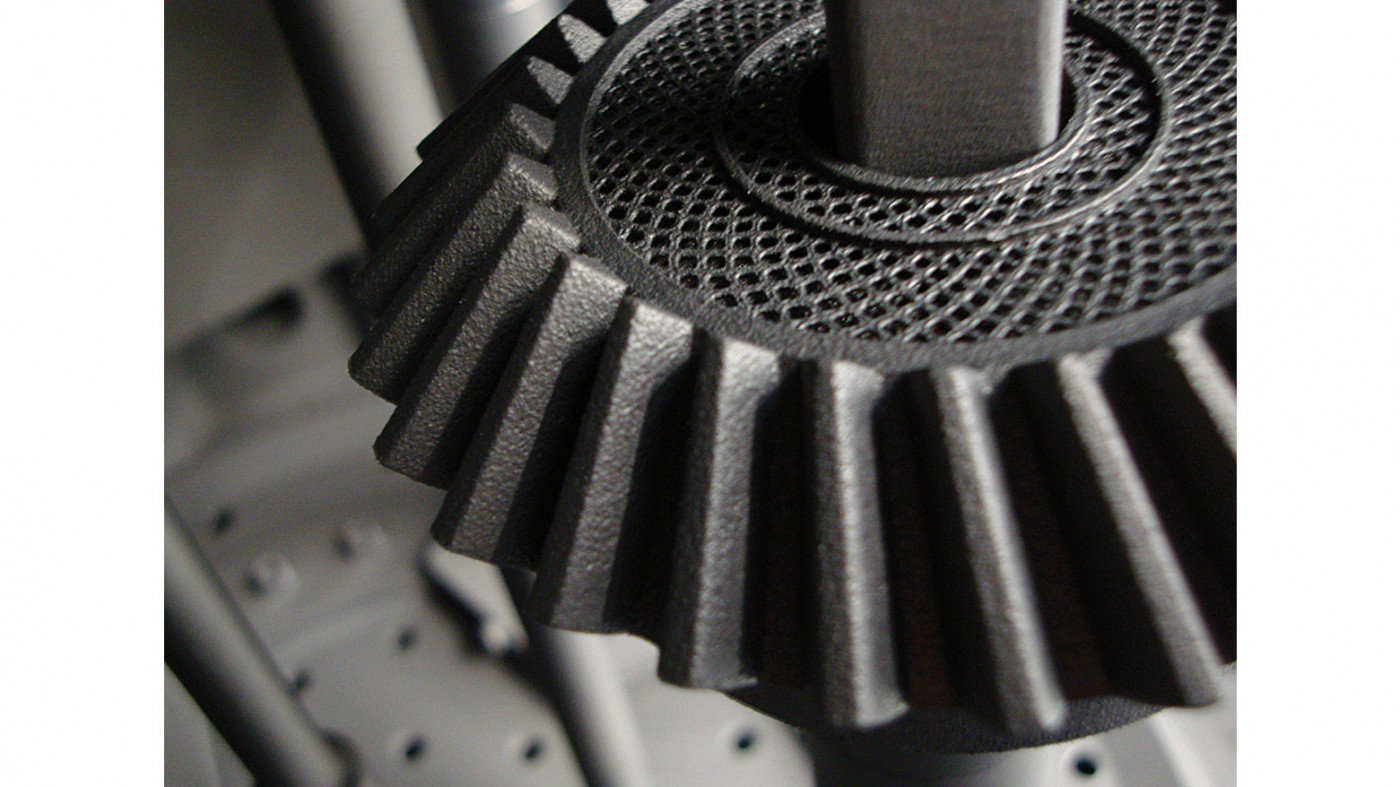
Schlussendlich erfolgte mit der optimalen Beschichtung, d. h. 10 sccm C2H2 bei 2 kW Leistung und 40 % VAT-Öffnung beim Plasma-Quenching, die Beschichtung von schrägverzahnten Zahnrädern mit optimierter Leichtbaugeometrie zwischen Achse und Verzahnung, wie in der Abbildung auf S. 816 dargestellt ist.
Zusammenfassung
Die Ergebnisse zum Vergleich des Sputterns von MoS2 unter homogenen Gasdruck-Bedingungen (C2H2-Fluss) während der gesamten Sputterzeit und unter Verwendung von Drückstößen (Plasma-Quenching) zeigten deutliche Einflüsse auf das Reibverhalten bei gleichem Kohlenstoff-Gehalt in den Schichten. Topographie- und Strukturuntersuchungen deuten dabei bei den unter Industrieähnlichen Beschichtungsbedingungen auf hohe Gehalte sehr feiner Kohlenstoff-Partikel hin. Diese wirken sehr gut schmierend und senken die Reibzahlen um > 25 %. Speziell auf PA12 aus SLS-Herstellung mit sehr rauer Sinter-Oberfläche mit vielen einzelnen Körnern mit Punktkontakt steigt dabei nach der Abtragung der Rauheitsspitzen der Reibwert kaum an – d. h. erreicht unter den vorgestellten Testbedingungen mit deutlicher Überlastung des Polymers speziell im Punktkontakt nicht die für PA12 typischen > 0.30. Plasma-Quenching ist somit speziell für etablierte Sputtertechnologie und -anlagen ein sehr gut nutzbares Konzept, um lediglich durch Veränderung des Vakuumschiebers (bzw. der Pumpensaugleistung) die Reibung und den Verschleiß von sehr niedrigreibenden Schichten zu minimieren. Thermoplastische Kunststoffe wie PA12 mit nur geringer Temperaturbeständigkeit können damit ohne weiteres beschichtet werden.
Danksagung:
Die Arbeiten wurden im Projekt „fun-3d-manu“ der Österreichischen Forschungsförderungsgesellschaft mbH finanziert. Ein Dank geht auch an das Land Steiermark, die EU und ihre EFRE-Regionalförderungsprogramme.
Besonderer Dank gilt den Projektpartnern PCCL, Rapid Product Development GmbH (RPD), Rübig GmbH & Co KG, Sinus Pro sowie Xentis.
Literatur
[1] Bonnin, X; Lombardi, G; Hassouni, K; Michau, A; Bénédic, F; Arnas, C.: Modelling of carbon dust formation by cluster growth in argon plasmas, J Nucl Mater 2007, 363–365, 1190–4
[2] Donnet, C.; Erdemir, A.: Historical developments and new trends in tribological and solid lubricant Coatings, Surf. Coat. Technol., 180–181, (2004), 76–84
[3] Erdemir, A.: Handbook of Modern Tribology, (ed. B. Bhushan), Solid Lubricants and Self-lubricating Films, Boca Raton, FL: CRC Press, (2001), 787–818
[4] Hegemann, D.; Hanselmann, B.; Blanchard, N.; Amberg, M.: Plasma – Substrate Interaction during Plasma Deposition on Polymers, Contributions to Plasma Physics, 54(2014)2, 162–169
[5] Kot, M.: Contact mechanics of coating-substrate systems: Monolayer and multilayer coatings. archives of civil and mechanical engineering, 12(2012)4, 464–470
[6] Lackner, J.M.; Waldhauser, W.; Major, B.; Major, L.; Kot, M.: Plastic deformation in nano- scale multilayer materials – A biomimetic approach based on nacre, Thin Solid Films, 534, 2013, 417–425
[7] Lackner, J.M.; Waldhauser, W.; Ganser, C.; Teichert, C.; Kot, M.; Major, L.: Mechanisms of topography formation of magnetron-sputtered chromium-based coatings on epoxy polymer composites, Surface and Coatings Technology, 241, 2014, 80–85
[8] Levy, G.N.: Total quality management for rapid manufacturing, Proc. Euro-uRapid Frankfurt: A5-1, 2006
[9] Polcar, T.; Gustavsson, F.; Thersleff, T.; Jacobson, S.; Cavaleiro, A.: Complex frictional analysis of self-lubricant W-S-C/Cr coating, Faraday Discussions, 156 (2012), 383–401
[10] Povilus, A.P.; Wurden, C.J.; Vendeiro, Z.; Baquero-Ruiz, M.; Fajans, J.: Vacuum compatibility of 3D-printed materials. Journal of Vacuum Science & Technology A, 32(2014)3, 033001
[11] Robertson, J.: Amorphus and non-crystalline Carbons, in: P. Delhaes (Ed.), Graphite and Precursors, Gordon and breach science publishers, The Netherlands, 2001
[12] Schmid, M.; Simon, C.; Levy, G.N.: Finishing of SLS-parts for rapid manufacturing (RM) – a comprehensive approach. Proceedings SFF,2009, 1–10
[13] Scharf, T.W.; Prasad, S.V.: Solid lubricants: A review, J. Mater. Sci. 48 (2013), 511–531
[14] Stueber, M.; Holleck, H.; Leiste, H.; Seemann, K.; Ulrich, S.; Ziebert, C.; Journal of Alloys and Compounds 483 (2009) 321
[15] Tay, F.E.; Haider, E.A.: Laser sintered rapid tools with improved surface finish and strength using plating technology, Journal of Materials Processing Technology, 121(2002)2, 318–322
[16] Thirumalai, S.; Hausberger, A.; Lackner, J.M.; Waldhauser, W.; Schwarz, T.: Effect of the type of elastomeric substrate on the microstructural, surface and tribological characteristics of diamond-like carbon (DLC) coatings, Surface and Coatings Technology, 302, 2016, 244–254
[17] Thirumalai, S.; Hausberger, A.; Lackner, J.M.; Waldhauser, W.; Schwarz, T.: Anode layer source plasma-assisted hybrid deposition and characterization of diamond-like carbon coatings deposited on flexible substrates. Thin Solid Films, 655, 2018, 54–61
[18] Tomastik, C.; Lackner, J.M.; Pauschitz, A.; Roy, M.: Structural, chemical and nanomechanical investigations of SiC/polymeric aC: H films deposited by reactive RF unbalanced magnetron sputtering, Solid State Sciences, 53, 2016, 1–8
[19] Vriendt, V.D.; Maseri, F.; Nonet, A.; Lucas, S.: Study of nanoparticles formation in a pulsed magnetron discharge in acetylene, Plasma Process. Polym. 6 (2009) S6–S10
[20] Zia, A.W.; Zhou, Z.; Li, L.K.Y.: A preliminary wear studies of isolated carbon particles embedded diamond-like carbon coatings, Tribology International, 114, 2017, 42–47
[21] Zia, A.W.; Zhou, Z.; Li, L.K.Y.: A new approach to create isolated carbon particles by sputtering: A detailed parametric study and a concept of carbon particles embedded carbon coatings, Diamond and Related Materials, 76, 2017, 97–107