
4 Geometrische Analyse ausgewählter Geometrien
 Abb. 9: Prinzipskizze einer Schneidkante mit Angabe des Schneidkantenradius rK und des Keilwinkels βMit dem optischen 3D-Messsystem Alicona Infinite Focus 4G der Firma Alicona wurden Schneidkanten und Keilwinkel (Abb. 9) präzise vermessen.
Abb. 9: Prinzipskizze einer Schneidkante mit Angabe des Schneidkantenradius rK und des Keilwinkels βMit dem optischen 3D-Messsystem Alicona Infinite Focus 4G der Firma Alicona wurden Schneidkanten und Keilwinkel (Abb. 9) präzise vermessen.
Die Ergebnisse sind in den Abbildungen 10 und 11 veranschaulicht. Während sich der Schneidkantenradius im Vergleich zur unbeschichteten Ausgangsprobe ohne Vorhandensein einer Biasspannung in etwa verdreifacht (für Ausgangsradien von 5 µm) bzw. verdoppelt (Ausgangsradius 10 µm), lässt sich der Schneidkantenradius bei Beschichtungen mit Biasspannungen (–500 V und 900 V) deutlich reduzieren. Im Falle von Ausgangsradien von 10 bzw. 15 µm lässt sich eine Halbierung des Ausgangskantenradius erzielen. Bei Ausgangsradien von 5 µm wird der Schneidkantenradius kaum beeinflusst.
Neben dem Schneidkantenradius ist der Keilwinkel der Schneide eine wichtige Ausgangsgröße in der Zerspanungstechnik. Der Auftragung (Abb. 11) ist zu entnehmen, dass sich der Keilwinkel unabhängig von Beschichtungsparametern und Ausgangsschneidkantenradius generell vergrößert. Der Effekt nimmt jedoch mit zunehmender Biasspannung leicht ab. Für die Schneide heißt das somit, dass sich der Keilwinkel durch die Beschichtung vergrößert, jedoch der Schneidkantenradius verringern lässt.
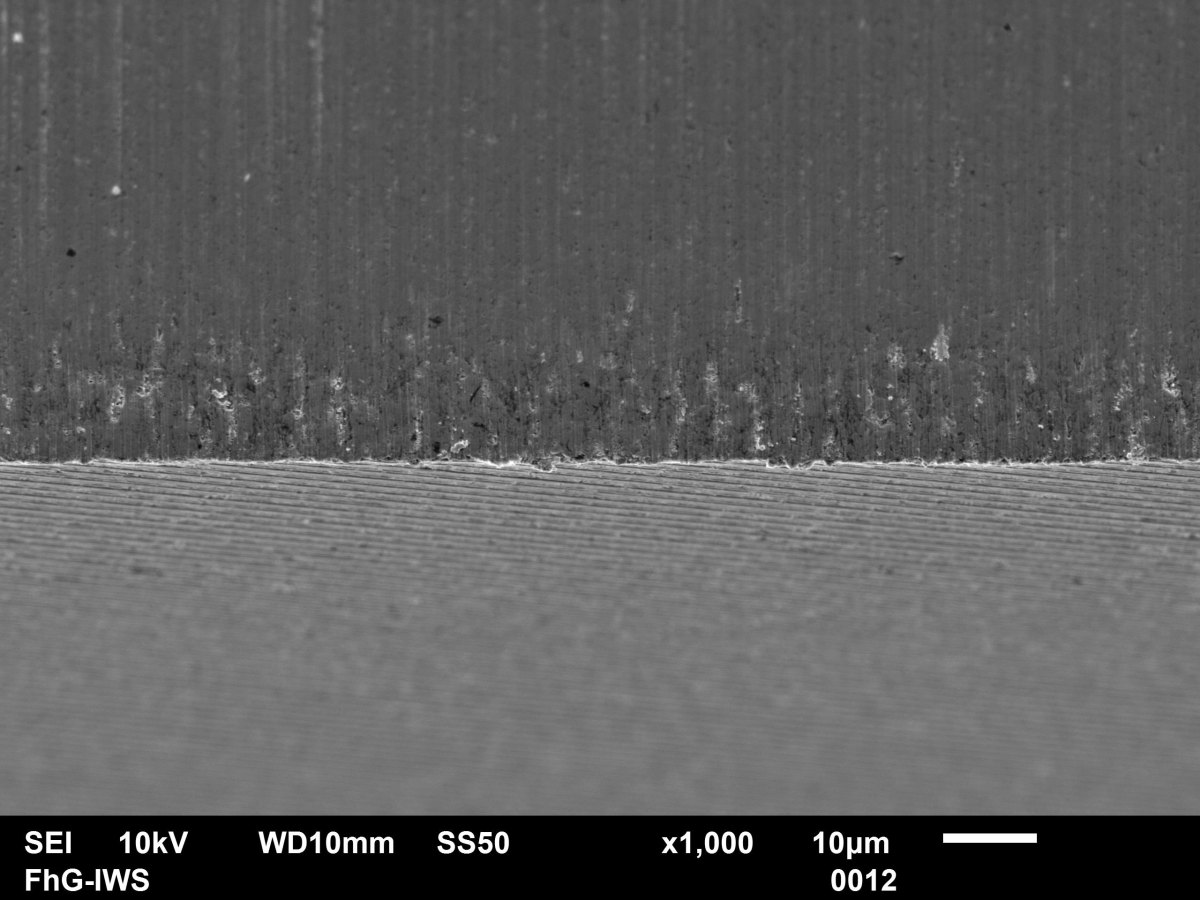
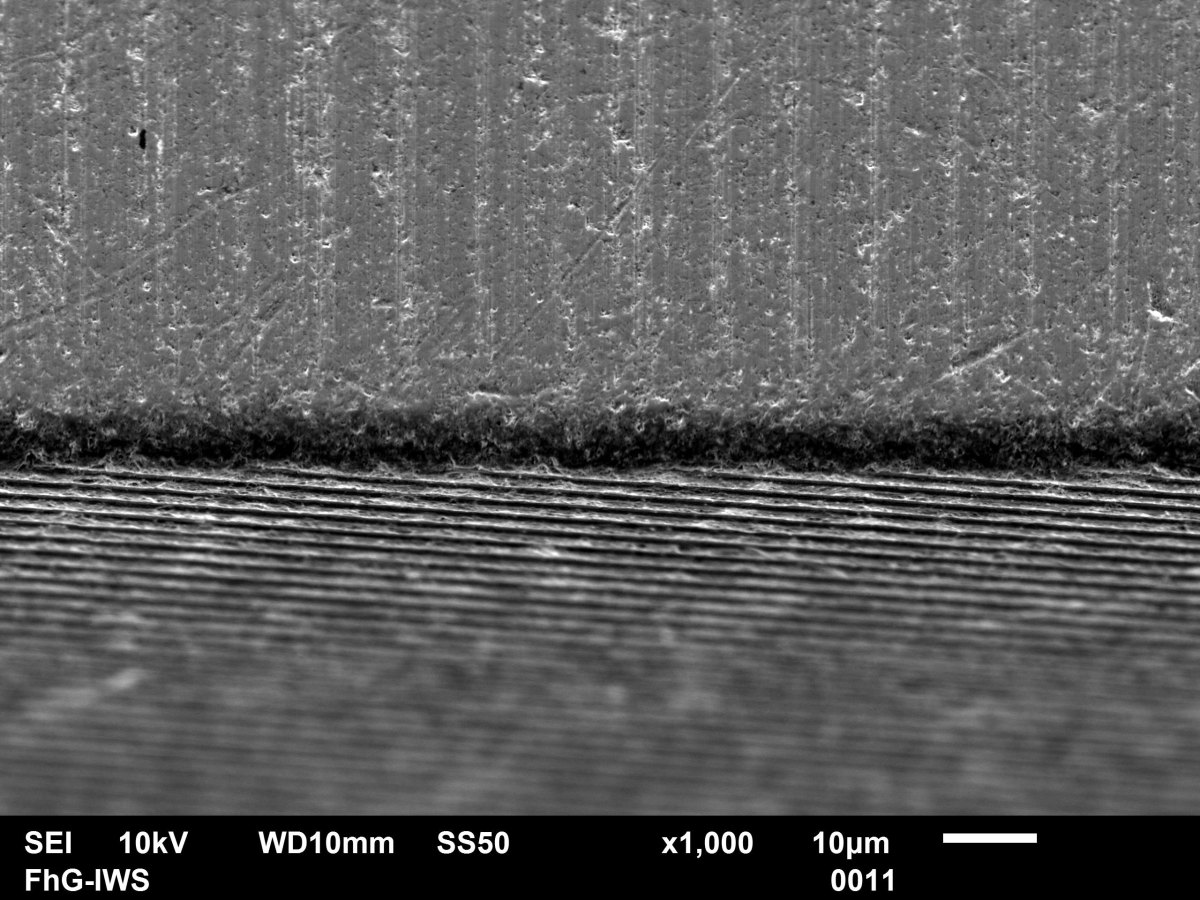
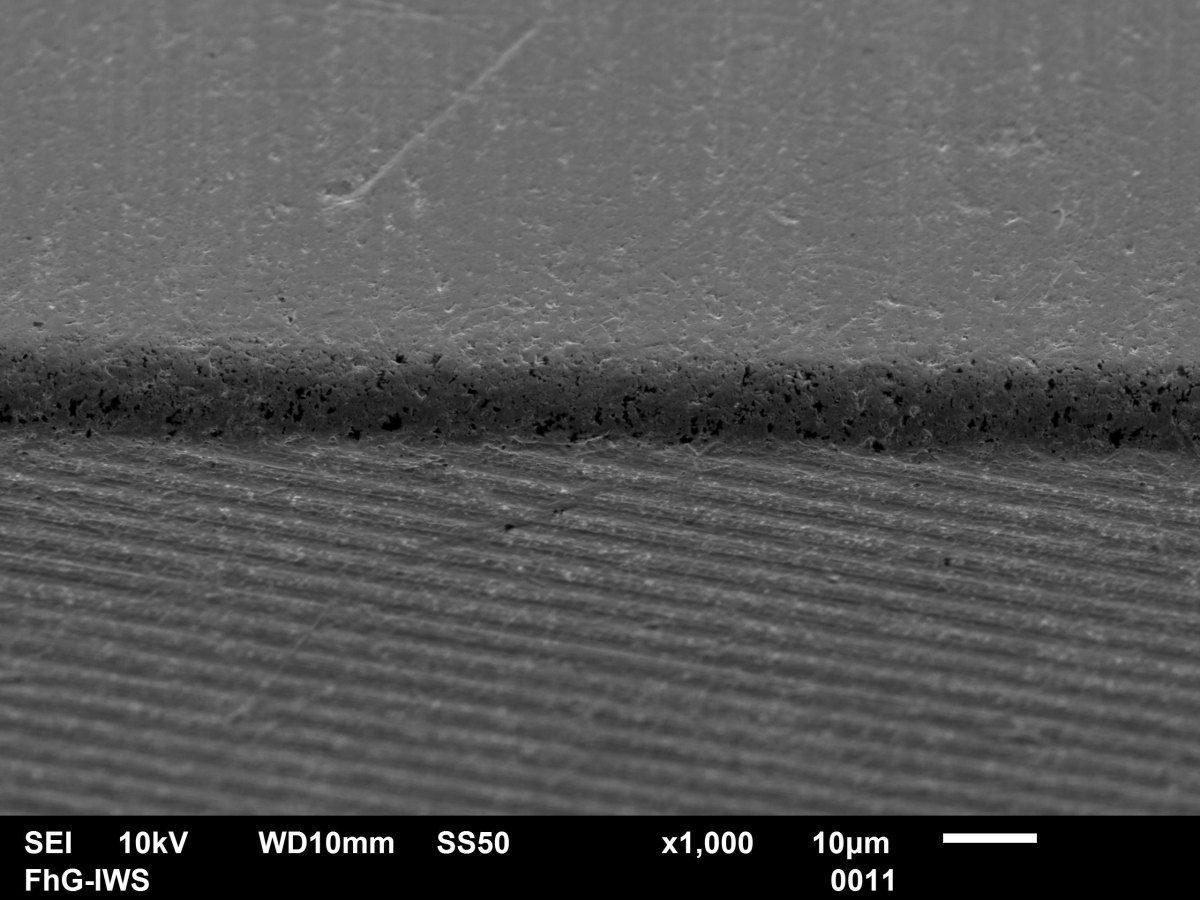
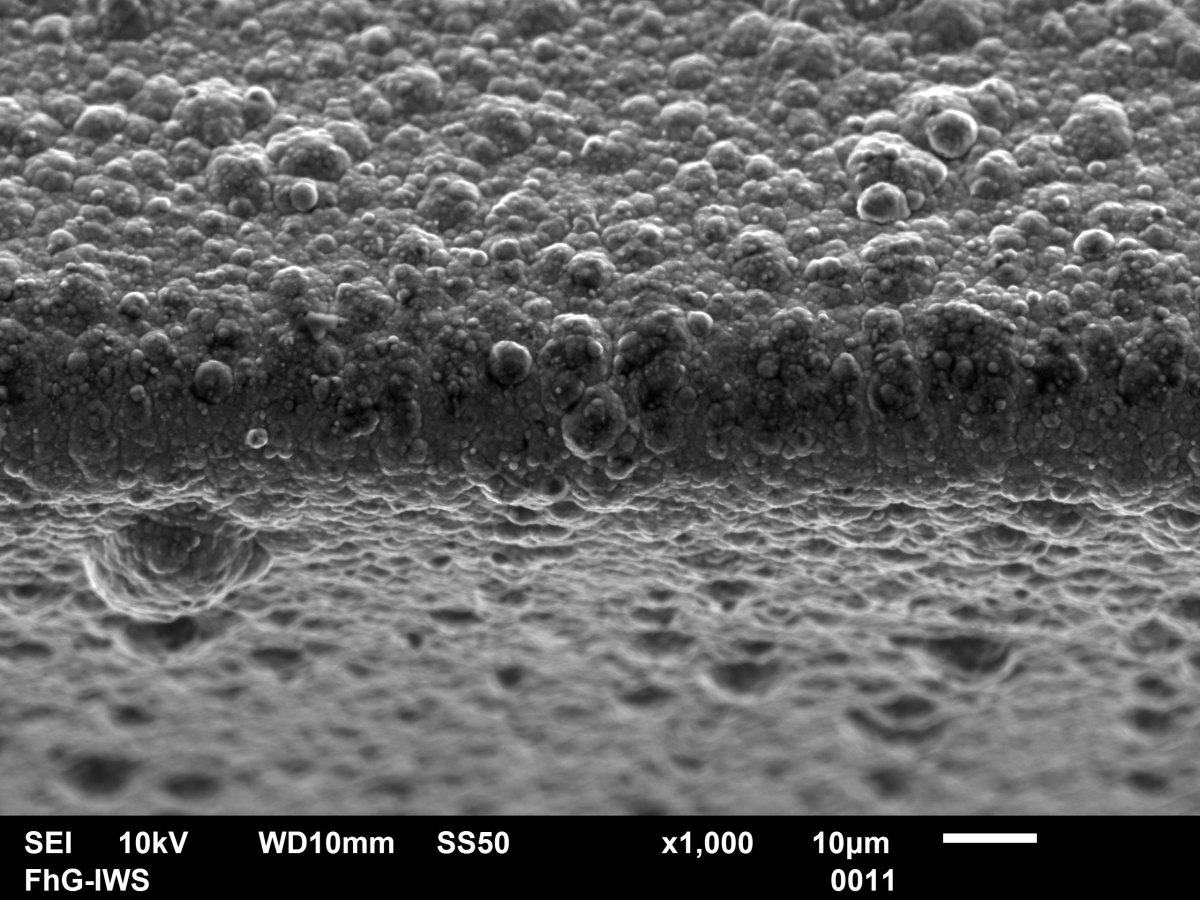
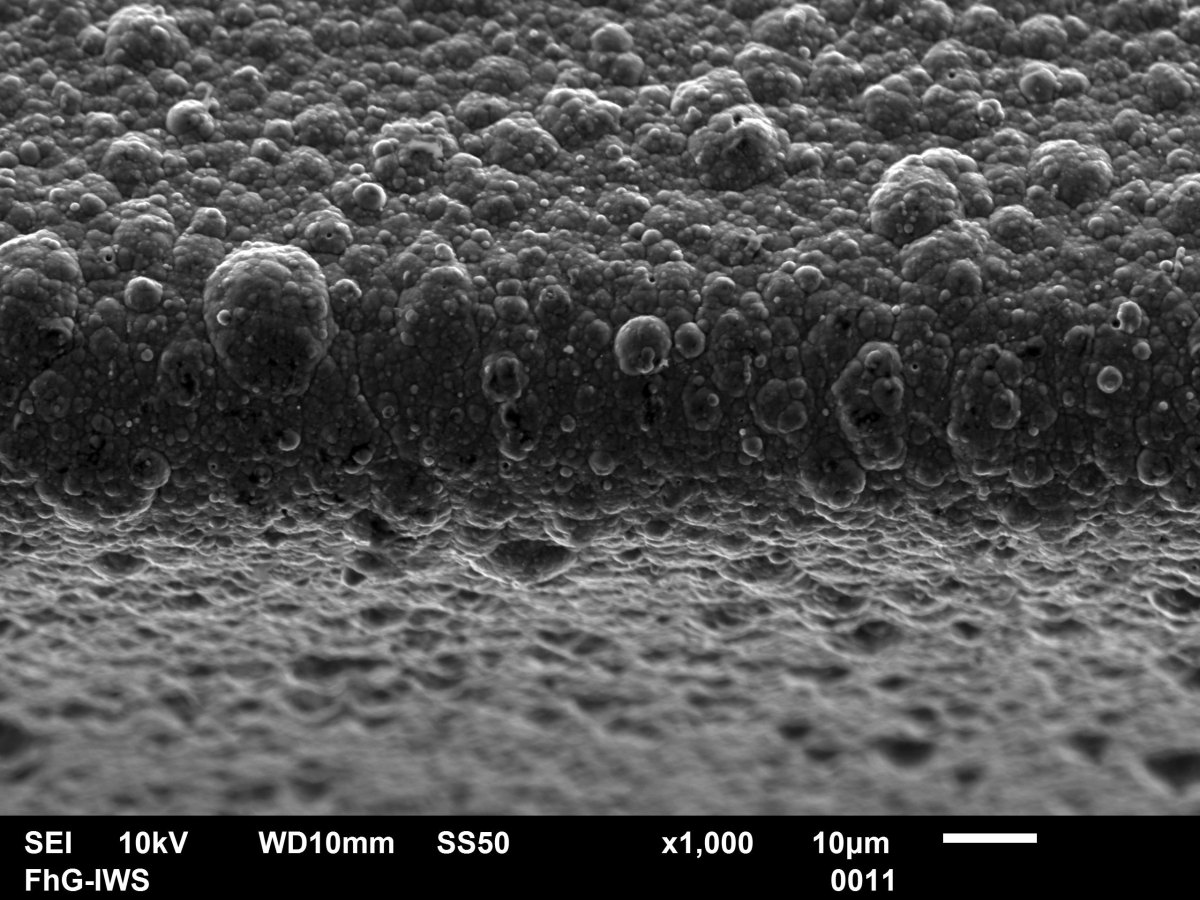
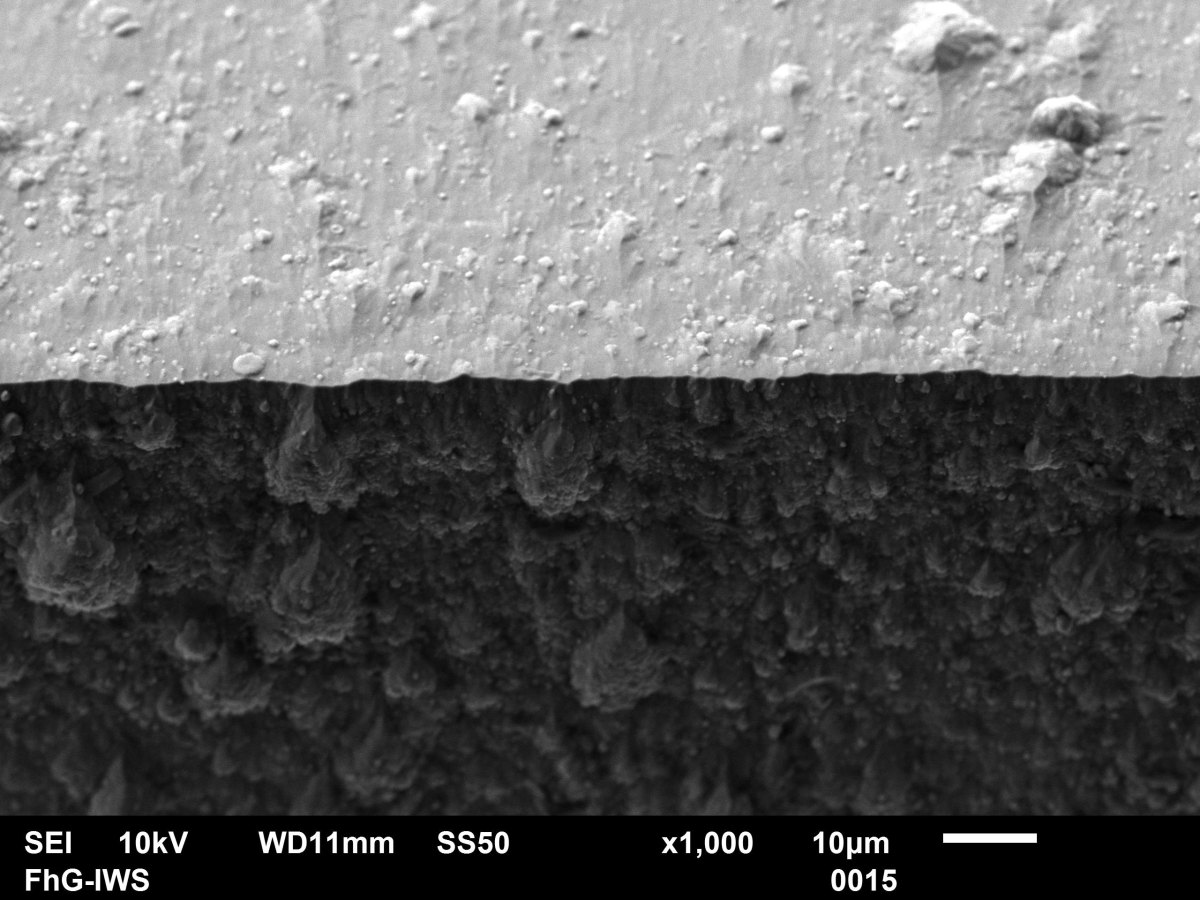
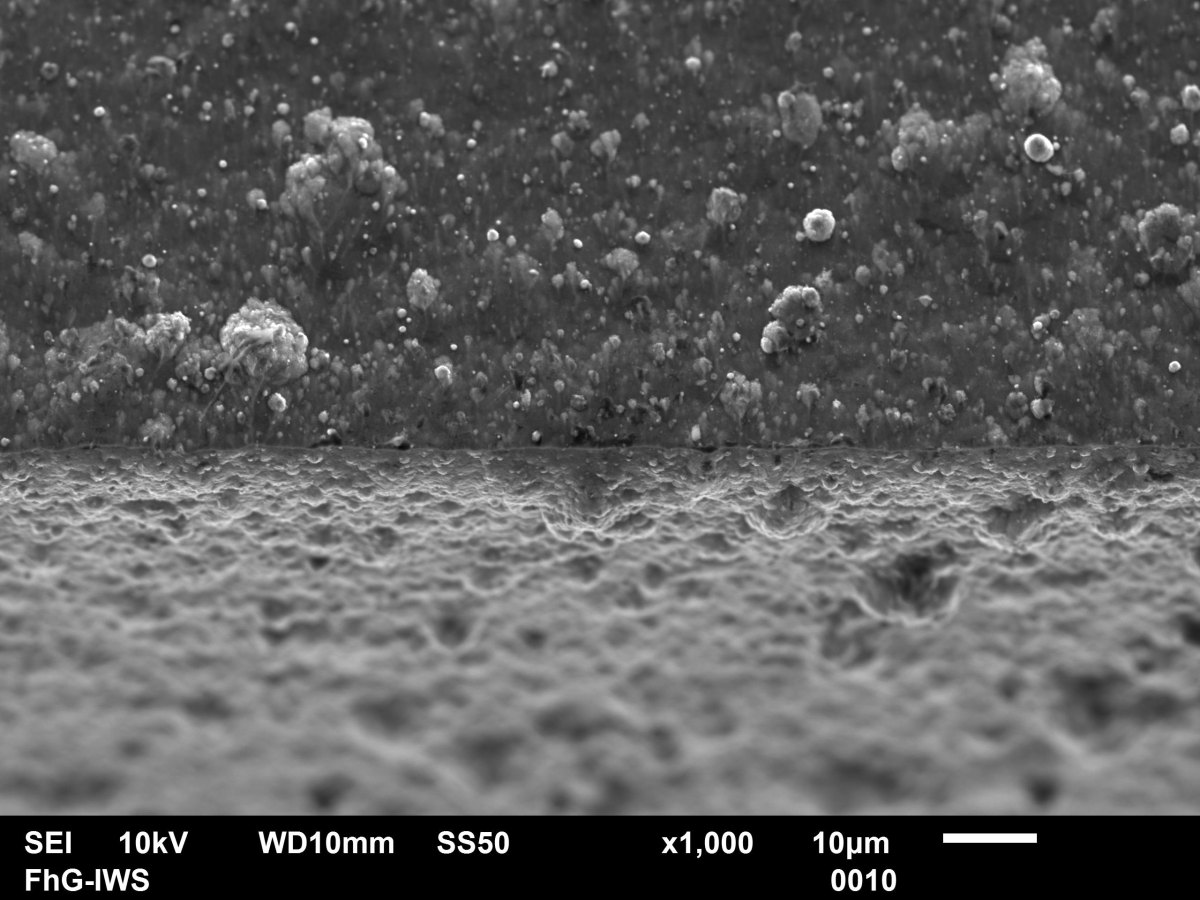
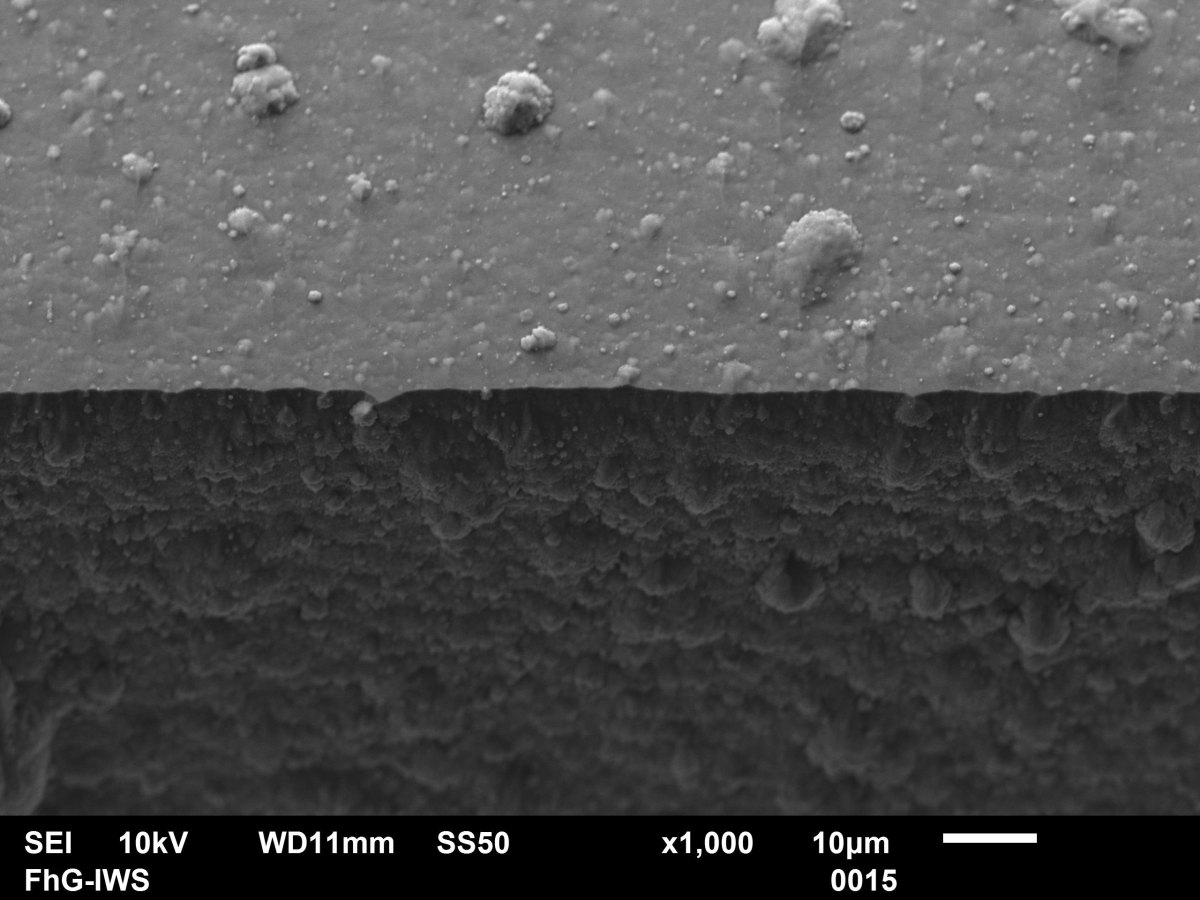
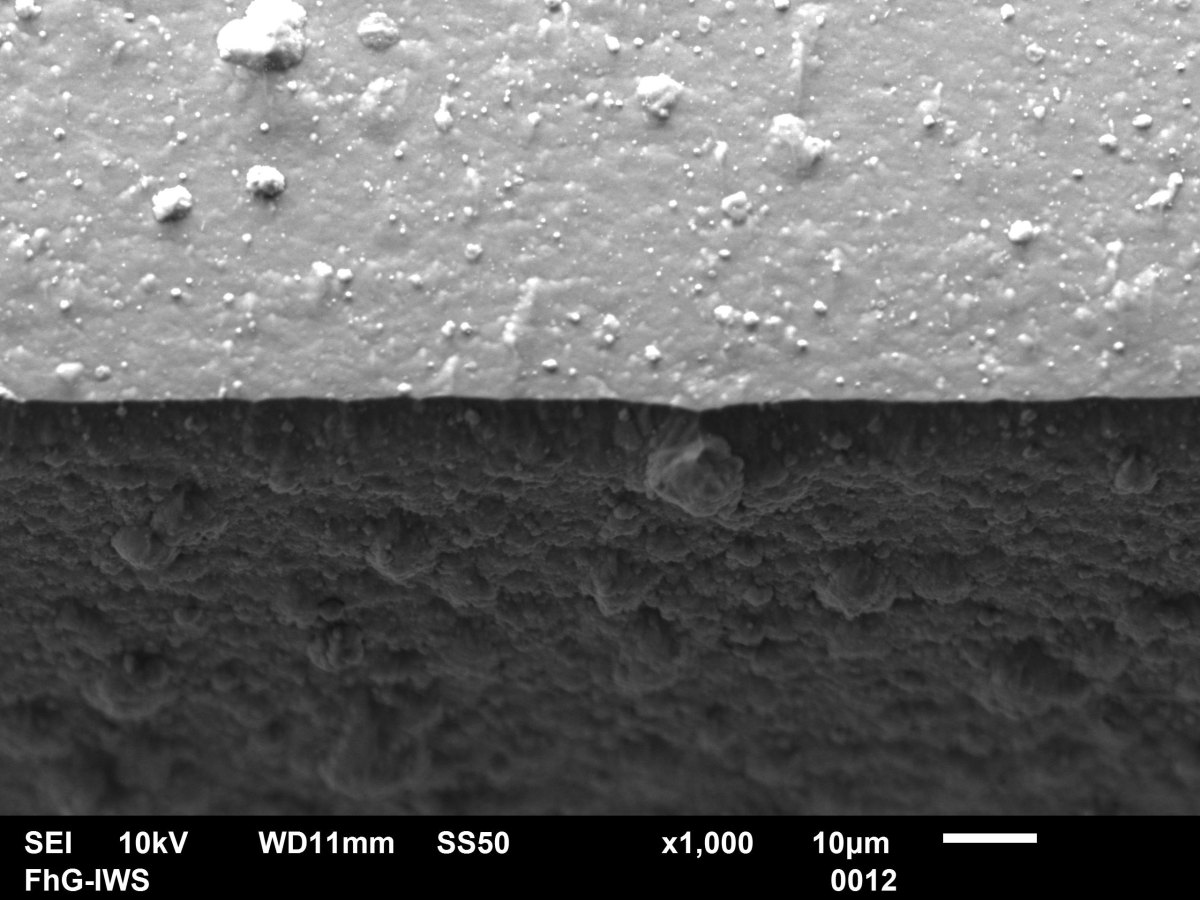
Anhand von REM-Aufnahmen (Tab. 5) soll verdeutlicht werden, welche Schichtmorphologie sich in Abhängigkeit vom Ausgangskantenradius und der anliegenden Biasspannung im Kantenbereich ausbildet.
Mithilfe der Abbildungen lässt sich auch nachvollziehen, warum die Fehlerintervalle bei der Vermessung der Schneidkantenradien vor allem bei den Ausgangsschneiden und bei der Beschichtung mit 0 V Bias im Vergleich zu den Beschichtungen mit höherer Biasspannung größer sind. Der Ausgangszustand weist noch die Bearbeitungsrauheit bzw. Schleifriefen auf, während bei der Beschichtung mit 0 V Bias eine besonders hohe Partikelbelastung auf der Schneidkante vorliegt. Mit zunehmender Biasspannung kommt zur Schärfung der Schneidkanten also noch ein Glättungs- oder Einebnungseffekt zum Tragen, welcher zu einer insgesamt besseren Kantenqualität führt.
") Abb. 10: Schneidkantenradius vor und nach der Beschichtung in Abhängigkeit vom Ausgangsradius und der Bias-spannung (nominell gleiche Schichtdicke bei jeweiliger Biasspannung)
Abb. 10: Schneidkantenradius vor und nach der Beschichtung in Abhängigkeit vom Ausgangsradius und der Bias-spannung (nominell gleiche Schichtdicke bei jeweiliger Biasspannung)
 Abb. 11: Keilwinkel vor und nach der Beschichtung in Abhängigkeit vom Ausgangsradius und der Biasspannung
Abb. 11: Keilwinkel vor und nach der Beschichtung in Abhängigkeit vom Ausgangsradius und der Biasspannung
| Ausgangskantenradius 5 μm | Ausgangskantenradius 10 μm | Ausgangskantenradius 15 μm |
| unbeschichtet | unbeschichtet | unbeschichtet |
 |
 |
 |
| beschichtet mit 0 V Bias | beschichtet mit 0 V Bias | beschichtet mit 0 V Bias |
 |
 |
 |
| beschichtet mit –500 V Bias | beschichtet mit –500 V Bias | beschichtet mit –500 V Bias |
 |
 |
 |
| beschichtet mit –900 V Bias | beschichtet mit –900 V Bias | beschichtet mit –900 V Bias |
 |
 |
 |
5 Härte und E-Modul
Härte und Elastizitätsmodul sind wichtige Kenngrößen, die das mechanische Verhalten der Schichten beschreiben. Eine hohe Härte ist anzustreben, um eine möglichst hohe Schutzwirkung zu erzielen. Der Elastizitätsmodul dagegen beschreibt den Widerstand gegen elastische Verformung – je höher der Wert, desto höher der Verformungswiderstand. Die untersuchten Schichten wurden mittels des Nanoindentationsversuchs charakterisiert. Dabei ist festzustellen, dass Härte und E-Modul sich in Abhängigkeit von wesentlichen Prozessparametern wie Biasspannung und Prozessgasdruck variieren lassen. Dies bietet die Möglichkeit, die Eigenschaften der Schichten auf gewünschte Werte einzustellen. In den Abbildungen 12 und 13 sind jeweils die Härte- und E-Modul-Verläufe für verschiedene Schichten aufgetragen.
 Abb. 12: Abhängigkeit der Schichthärte von der an das Substrat angelegten negativen Biasspannung
Abb. 12: Abhängigkeit der Schichthärte von der an das Substrat angelegten negativen Biasspannung
Abb. 13: Abhängigkeit des E-Moduls von der an das Substrat angelegten negativen Biasspannung
Im Vergleich zu den Härteverläufen von Monolagenschichtsystemen (AlCrN) sind die von Multilagenschichten (AlCrSiN/TiN) deutlich flacher. Es zeigt sich, dass mit Multilagenschichten trotz steigender Biasspannung die Änderung der mechanischen Eigenschaften relativ moderat ist. Dies bringt den Vorteil mit sich, dass sich an Stellen örtlicher Überhöhung des elektrischen Feldes (bspw. an Kanten) die Eigenschaften der Schicht nicht zu stark von den Bereichen unterscheiden, an denen die Feldstärke nicht überhöht oder gar abgesenkt (Vertiefungen/Löcher) ist. Verstärken lässt sich dieser ausgleichende Effekt noch mit einer Variation des Beschichtungsdruckes. Je niedriger der Druck (Vergleich 5 Pa zu 2 Pa) ist, desto gleichmäßiger sind die Verläufe von Härte und E-Modul über der Biasspannung.
6 Herausforderungen bei der Kantenbeschichtung
 Abb. 14: Beschichtete Kante mit einem Ausgangsradius von 15 µm, beschichtet mit einer AlCrSiN-Monolage bei einem Stickstoffdruck von 5 Pa und einer Biasspannung von –500 VNeben der Beschichtbarkeit gekrümmter Bereiche, wie im Falle der Werkzeugschneide, stellt sich immer auch die Frage nach der Integrität der Beschichtung in diesem Bereich. Werkzeugkanten bilden aufgrund der Spannungskonzentration an Spitzen (sog. Keilwirkung) einen potentiellen Ausgangspunkt von Rissen, die im schlimmsten Fall die Zerstörung der Schicht nach sich ziehen. Verdeutlicht werden soll dieser Effekt in den Abbildungen 14 und 15.
Abb. 14: Beschichtete Kante mit einem Ausgangsradius von 15 µm, beschichtet mit einer AlCrSiN-Monolage bei einem Stickstoffdruck von 5 Pa und einer Biasspannung von –500 VNeben der Beschichtbarkeit gekrümmter Bereiche, wie im Falle der Werkzeugschneide, stellt sich immer auch die Frage nach der Integrität der Beschichtung in diesem Bereich. Werkzeugkanten bilden aufgrund der Spannungskonzentration an Spitzen (sog. Keilwirkung) einen potentiellen Ausgangspunkt von Rissen, die im schlimmsten Fall die Zerstörung der Schicht nach sich ziehen. Verdeutlicht werden soll dieser Effekt in den Abbildungen 14 und 15.
6.1 Monolagen
Monolageschichten, wie AlCrSiN, zu sehen in Abbildung 14, sind besonders bei hohen Biasspannungen anfällig für Abplatzungen und Schichtversagen. Dieser Effekt verhindert die Nutzung eines solchen Schichttyps oder beschränkt die Anwendung auf niedrige, negative Bias-spannung bis etwa 100 V, geringe Schichtdicken und weniger spitze Geometrien.
6.2 Multilagen
Im Vergleich zum monolithischen Schichtsystem sind Multilagenschichtsysteme deutlich widerstandsfähiger und lassen auch deutlich höhere Biasspannungen bei der Schichtabscheidung zu. Zum einen kommt es zu einer Einebnung von Schichtwachstumsdefekten (Abb. 15, links, Kreis) im Vergleich zu Schichten, die ohne Biasspannung aufwachsen (Abb. 15, rechts, Pfeile). Zum anderen ist durch eine hohe Spannungskonzentration im Kantenbereich aufgrund von Schichteigenspannungen das Ausbilden von Rissen (Abb. 15, links) möglich.
Einen industriell bereits erprobten Arbeitsschritt stellt die Kantenpräparation vor einer Beschichtung dar [17]. Hierbei soll mittels einer gezielten Kantenpräparation die Qualität der unbeschichteten Kanten sowie die anschließende Beschichtung verbessert werden.
Ein größerer Kantenradius führt zu einer geringeren Keilwirkung und kann aber ggf. durch die im Rahmen dieser Arbeit entwickelten Beschichtungsprozesse durch die Beschichtung wieder reduziert werden. Weitergehende Untersuchungen und Schichtentwicklungen sollen in der Zukunft zu einer industriell anwendbaren Beschichtungslösung führen, die es ermöglicht, die Kantengeometrie während der Beschichtung gezielt einzustellen.
 Abb. 15a: Aufwachsen einer scharfen Kante
Abb. 15a: Aufwachsen einer scharfen Kante
 Abb. 15b: Aufwachsen einer errundeten Kante
Abb. 15b: Aufwachsen einer errundeten Kante
7 Zusammenfassung und Ausblick
Im Rahmen dieser Studie wurden neue Ansätze für die Beschichtung von Werkzeugen auf Basis von AlCrSiN/TiN-Schichten mittels Arc-PVD-Prozessen zur Beschichtung von Schneidkanten, einer Verbesserung der Kantenbedeckung und der Senkung des Radius an der Schneide erzeugt und erprobt. Die Untersuchung des Effektes zur Reduzierung bei dem System AlCrSiN/TiN ergab sich aus Vorversuchen an der TU Dresden und dem Fraunhofer IWS. Bei der Entwicklung der Beschichtungsprozesse wurde ein mehrlagiges Schichtsystem verwendet. Die Beschichtung komplexer Geometrien (z. B. Kanten) mit den entwickelten Schichten ist prozesssicher möglich, auch trotz erhöhter Biasspannung. Der Grund für dieses gegenüber monolithischen Schichtsystemen bemerkenswerte Verhalten ist auf eine besondere Abscheidecharakteristik des verwendeten Schichtsystems, eine ausgeprägte Lagigkeit, die chemische Zu-sammensetzung und die damit zusammenhängende Phasenbildung und ein vermutlich stattfindendes Ionenätzen zurückzuführen. Durch die Anwendung des beschriebenen Schichtsystems und der im Projekt entwickelten Abscheideprozesse sind eine deutliche Senkung des Schneidkantenradius und ein durch die Beschichtung einstellbarer Endradius möglich. Zukünftig sollen industriell anwendbare Schichten bereitstehen, die neben der durch den Beschichtungsprozess gezielt einstellbaren Kantengeometrie auch eine besonders hohe Stabilität aufweisen.
Danksagung
Die vorliegende Arbeit wurde finanziell gefördert durch die Deutsche Forschungsgemeinschaft (DFG) im Rahmen des Projektes mit dem Förderkennzeichen LE 1373/25-1. Den beteiligten Mitarbeitern vom Fraunhofer IWS und der Professur für Werkstofftechnik an der TU Dresden sei an dieser Stelle herzlich gedankt. Darüber hinaus haben viele engagierte Studenten mit ihren Studien-, Diplom- und Masterarbeiten wichtige Beiträge geliefert.
Literatur
- Johansson, B.O. et al.: Influence of substrate shape on TiN films prepared by reactive sputtering, Thin Solid Films 111(1984) 313–322
- Rother, B. et al.: Characterization of TiN-coated high speed steel cutting edges by load- indentation measurements, Surface and Coatings Technology 79(1996) 225–230
- Rother, B. et al.: Property distribution on three-dimensionally shaped PVD-coated samples, Surface and Coatings Technology 97( 1997) 200–205
- Jehn, A.H. et al.: PVD coating of 3D parts studied with model samples, Surface and Coatings Technology 94–95, 1997, 232–236
- Kim, S.S. et al.: Deposition behaviours of CrN films on the edge area by cathodic arc plasma deposition process, Thin Solid Films 334 (1998) 133–139
- Novák R. et al.: Study of hard PVD coatings on strongly curved surfaces, Surface and Coatings Technology 114(1999) 65–69
- Macak, E.B. et al.: Electron microscopy studies of hard coatings deposited on sharp edges by combined cathodic arc/unbalanced magnetron PVD, Surface and Coatings Technology 151–152(2002) 349–354
- Macak, E.B. et al.: Edge related effects during ion assisted PVD on sharp edges and implications for coating of cutting tools, Surface Engineering 19(2003) 310–314
- Macak, E.B. et al.: Plasma-surface interaction at sharp edges and corners during ion-assisted physical vapor deposition, Part I: Edge-related effects and their influence on coating morphology and composition, J. Appl. Phys. 94(2003) 2829–2836
- Macak, E.B. et al.: Plasma-surface interaction at sharp edges and corners during ion-assisted physical vapor deposition.,Part II: Enhancement of the edge-related effects at sharp corners, J. Appl. Phys. 94(2003) 2837–2844
- Flöter, A. et al.: Verbesserung der Schärfe diamantbeschichteter Hartmetallklingen, IDR 38(2004) 110–112
- Qin, F. et al.: Coating thickness effects on diamond coated cutting tools; Surface and Coatings Technology 204(2009) 1056–1060
- Sato, Y. et al.: Sharpening of CVD diamond coated tools by 0.5−10 keV Ar+ ion beam, Diamond and related Materials 20(2011) 954–959
- Bohlmark, J. et al.: Evaluation of Arc Evaporated Coatings on Rounded Surfaces and Sharp Edges, Materials Science Forum 681, (2011) 145–150
- Krülle, T. et al.: Nano-Design für Makroschichten, Vakuum in Forschung und Praxis 30(2018) 46–49
- Watterson, P.A.: Child-Langmuir sheath structure around wedge-shaped cathodes, J. Phys. D: Appl. Phys. 22(1989) 1300–1307
- Tikal, F.: Schneidkantenpräparation – Ziele, Verfahren und Messmethoden, Kassel university Press GmbH, Kassel (2009)











