Einführung
Zur optischen Gestaltung werden PVC (Polyvinylchlorid)-Fensterprofile häufig mit Folie kaschiert (ummantelt). Die Folienkaschierung bietet im Vergleich zu einer reinen Profilextrusion wesentlich breitere Dekormöglichkeiten. Hierbei werden farbige bzw. strukturierte Folien eingesetzt, um die optische und haptische Wahrnehmung von Kunststofffenstern zu begünstigen. So lassen sich beispielsweise Fenster fertigen, die die Wertigkeit eines Holzfensters (Haptik, hohe Oberflächengüte etc.) mit den positiven Eigenschaften eines PVC-Fensters (Preis, Witterungsbeständigkeit, geringer Wartungsaufwand etc.) vereinen. Die Anforderungen an die Haftung der Ummantelung sind bei geforderten Lebensdauern der Fenster von ca. 50 Jahren und bei permanentem Außeneinsatz allerdings sehr hoch [1]. Der aktuelle Stand der Technik beim Kaschieren von Fensterprofilen ist der Einsatz von Primern auf nasschemischer Basis. Hierzu erstellte der Branchenverband Gütegemeinschaft Kunststoff-Fensterprofile (GKFP) im Jahr 2016 einen Leitfaden für die industrielle Anwendung [2]. Mit dieser nasschemischen Vorgehensweise sind jedoch Probleme im Bereich des Arbeitsschutzes (Abluft, Kennzeichnungspflicht der Primer etc.) und der Prozessführung (Verlässlichkeit, Komplexität des Prozesses etc.) verbunden.
 Abb. 2: Prozess-Sequenz bei der Beschichtung mittels Atmosphärendruck-Plasmadüsen
Abb. 2: Prozess-Sequenz bei der Beschichtung mittels Atmosphärendruck-Plasmadüsen
Da bisher keine praktikable Alternative zum Ersatz von Primern existiert, wurde am IFAM und am SKZ im Rahmen eines Forschungsprojekts untersucht, ob mithilfe eines Atmosphärendruck-Plasmas Schichten abgeschieden werden können, die als Alternative zum Primereinsatz in Betracht kommen. Die Schichten werden dabei bei Verwendung von Plasmadüsen mittels Plasmapolymerisation abgeschieden.
Plasmaaktivierung und -beschichtung
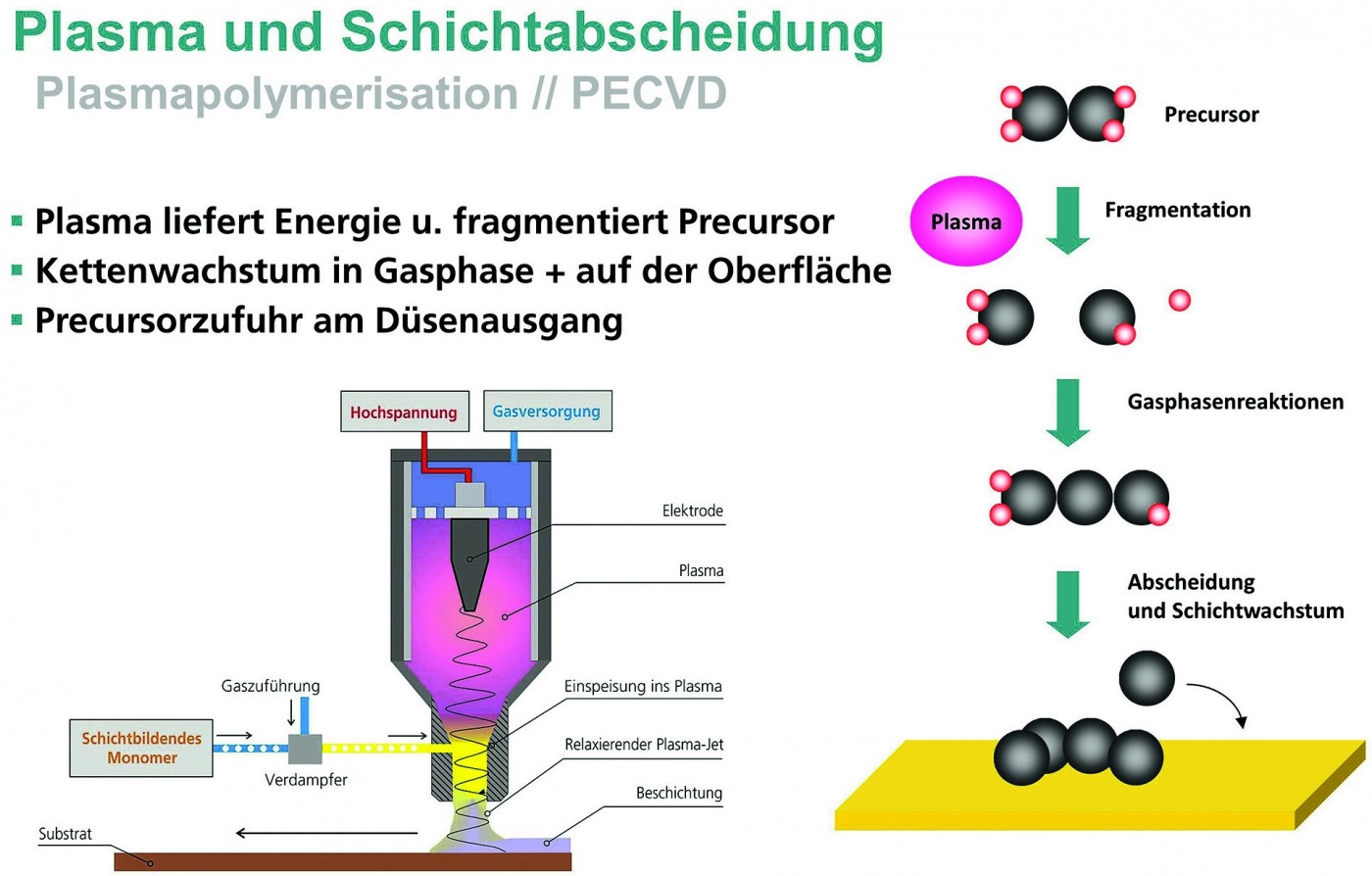
Plasmaverfahren bei Atmosphärendruck werden zurzeit hauptsächlich zur Aktivierung von Oberflächen in der Produktion eingesetzt und sind dort weit verbreitet [3]. Ein typisches Anwendungsbeispiel ist die Plasmaaktivierung vor dem Kleben im Automobilbereich [4, 5]. Seit kurzer Zeit können mit Plasmajet-Quellen auch funktionale Beschichtungen durch Plasmapolymerisation bei Atmosphärendruck abgeschieden werden [6–9]. Bei der Plasmapolymerisation wird ein Monomer (Precursor) in einem Plasma fragmentiert. Hierzu wird der Precursor dem Plasma am Düsenausgang zugemischt. Ein Teil der entstehenden Fragmente scheidet sich anschließend unter Neuvernetzung auf dem Substrat ab (vgl. Abb. 1). Durch Änderung der Prozessparameter (wie Gasfluss, Art und Menge des Precursors, Plasmaanregungsbedingungen etc.) können Schichten mit unterschiedlichen Eigenschaften abgeschieden werden [10].
Typischerweise wird vor der eigentlichen Beschichtung die gleiche oder eine weitere Plasmadüse verwendet, um die Substratoberfläche zunächst zu aktivieren. Hierdurch lässt sich die Adhäsion der Beschichtung auf dem Substrat verbessern. Für diesen Vorgang wird die Plasmadüse ohne Precursor-Zufuhr betrieben. Analog kann nach erfolgter Beschichtung in einem weiteren Prozessschritt die abgeschiedene Beschichtung (nach-)aktiviert werden, um z. B. die Haftung eines Klebstoffs auf der Schicht zu verbessern (vgl. Abb. 2).
Kleben von PVC
Klebungen auf Hart-PVC, die in typischen Fensterprofilrezepturen verwendet werden, stellen aufgrund der Besonderheiten des Werkstoffs hohe Anforderungen an die Vorbehandlung. Zu den besonderen Werkstoffeigenschaften gehören zum einen die molekulare Struktur und die chemische Zusammensetzung sowie der hohe Grad an zugesetzter Additivierung.
| Element | PVC-Fensterrezeptur (at.-%) |
Reines PVC (at.-%) |
| C | 78,4 | 66,6 |
| O | 9,2 | |
| Cl | 9,2 | 33,3 |
| N | 0,3 | |
| Si | 0,6 | |
| Zn | 0,3 | |
| Ca | 1,2 |
Tab. 1: Ergebnisse der XPS-Analyse einer typischen Oberfläche eines PVS-Fensterprofils im Vergleich zu reinem PVC
Tabelle 1 zeigt die chemische Analyse der PVC-Oberfläche mittels XPS (Photoelektronenspektroskopie). Während bei chemisch reinem PVC theoretisch ein Chlor-Gehalt von 33,3 at.-% vorhanden ist, zeigt die Analyse einer kommerziellen Fensterprofilrezeptur einen deutlich höheren Kohlenstoff-Gehalt und einen entsprechend geringeren Chlor-Gehalt. Dies ist auf die Additivierung mit kohlenstoffhaltigen Substanzen (z. B. Gleitmittel oder Schlagzähmodifikatoren) zurückzuführen. Diese Additive befinden sich auch an der Oberfläche und können sich dort durch Migrationseffekte zusätzlich anreichern, was einen erheblichen Einfluss auf die Klebung ausüben kann.
 und EDX-Flächenanalyse (rechts) der PVC-Oberfläche") Abb. 3: REM-Aufnahme (links) und EDX-Flächenanalyse (rechts) der PVC-Oberfläche
Abb. 3: REM-Aufnahme (links) und EDX-Flächenanalyse (rechts) der PVC-Oberfläche
Neben molekularen Additiven werden auch partikuläre Additive beobachtet. Abbildung 3 zeigt eine rasterelektronenmikroskopische Aufnahme einer PVC-Oberfläche. In einer EDX-Analyse sind deutlich Titan-, Calcium-, und Magnesium-haltige Partikel unterschiedlicher Größe und Verteilung zu erkennen, die auf das Vorliegen weiterer Additive und Füllstoffe in der PVC-Rezeptur schließen lassen (Kreide, UV-Stabilisatoren etc.).
Während die molekularen Additive die Adhäsion direkt beeinflussen, sind die partikulären Additive häufig für die Langzeitstabilität der Klebung von Bedeutung, da hier zeitlich und durch Temperatureinwirkung getriebene Migrationseffekte eine Rolle spielen (Abb. 4).
 Abb. 4: Schematische Darstellung der PVC-Grenzfläche im Querschnitt
Abb. 4: Schematische Darstellung der PVC-Grenzfläche im Querschnitt
 und REM-Aufnahme einer Plasmabeschichtung (rechts)") Abb. 5: Plasmadüse (links) und REM-Aufnahme einer Plasmabeschichtung (rechts)
Abb. 5: Plasmadüse (links) und REM-Aufnahme einer Plasmabeschichtung (rechts)
Typische Primer stellen eine zuverlässige Adhäsion auf solchen PVC-Oberflächen her, indem sie die Oberfläche reinigen und zudem anquellen. Bei Plasmaschichten sind aufgrund eines unterschiedlichen Wirkprinzips sowie einer anderen chemischen Zusammensetzung dagegen andere Effekte zu erwarten, auf die im Folgenden eingegangen wird.
Plasmabeschichtung auf PVC
Abbildung 5 zeigt eine im Projekt verwendete Plasmadüse und eine damit abgeschiedene Plasmaschicht mit einer Dicke von ca. 100 nm. Zur Schichtabscheidung wurde ein siliziumorganischer Precursor verwendet.
Für die Adhäsion der Plasmaschicht auf dem PVC ist die Vorbehandlung ein entscheidender Schritt. Deshalb wurden sowohl die chemischen als auch die topologischen Änderungen der PVC-Oberfläche nach der Vorbehandlung mit unterschiedlicher Plasmaintensität analysiert. Eine typische Möglichkeit, die Plasmaintensität zu variieren, besteht in der Variation des Behandlungsabstands zwischen Plasmadüse und Substrat.
| Element | Vorbehandlung 1 (at.-%) |
Vorbehandlung 2 (at.-%) |
| C | 56,1 | 55,4 |
| O | 30,4 | 30,7 |
| Cl | 7,4 | 7,2 |
| N | 4,6 | 4,1 |
| Ca | 1,0 | 1,2 |
Tab. 2: Ergebnisse der XPS-Analyse einer PVC-Oberfläche nach Vorbehandlung mit zwei unterschiedlichen Parametersätzen
Tabelle 2 zeigt das Ergebnis der XPS-Analyse einer PVC-Oberfläche nach dem Vorbehandlungsschritt. Es kommt an der Oberfläche zu erheblichen Änderungen der Elementzusammensetzung infolge der Vorbehandlung (vgl. Tab. 1). Insbesondere werden – unabhängig vom hier gewählten Vorbehandlungsgrad – der Einbau von Sauerstoff und eine Abnahme der Kohlenstoff-Konzentration beobachtet. Dies ist auf die Entfernung und die Modifikation von molekularen Additiven an der Oberfläche zurückzuführen.
 Abb. 6: Einfluss der Vorbehandlung auf den Wasserkontaktwinkel und die Rauigkeit des PVCs
Abb. 6: Einfluss der Vorbehandlung auf den Wasserkontaktwinkel und die Rauigkeit des PVCs
Abbildung 6 zeigt zusätzlich den Wasserkontaktwinkel sowie die Änderung der Rauigkeit als Funktion des Behandlungsabstandes. Um die Änderung der Rauigkeit zu bestimmen, wurde auf der PVC-Oberfläche im Vorfeld ein künstlicher Graben eingebracht und mittels Profilometrie vermessen. In Abbildung 6 ist die Abnahme der Grabentiefe ∆ nach der jeweiligen Vorbehandlung angegeben. In Abhängigkeit der Vorbehandlungsintensität, welche hier durch Variation des Behandlungsabstands eingestellt wurde, lassen sich drei unterschiedlichen Regime identifiziert. Im Bereich A1 (wenig intensive Vorbehandlung) kommt es zu geringen Änderungen des Kontaktwinkels und Oberflächenrauigkeiten werden nicht eingeebnet, während im Bereich A3 (intensive Vorbehandlung) für beide Größen starke Änderungen zu beobachten sind. A2 stellt einen Übergangsbereich dar. Die zugehörigen Prozessparameter für diese drei Bereiche werden mit A1, A2 und A3 bezeichnet. Sie repräsentieren drei unterschiedliche Regime der Aktivierungsintensität, die zu unterschiedlichen Oberflächenmodifikationen führen.
In umfangreichen Untersuchungen wurde hierauf aufbauend der Einfluss der Vorbehandlung auf die Klebfestigkeit anhand des Schälwiederstands des Klebeverbundes untersucht. Dazu wurden Rollenschäl-Proben hergestellt, indem die PVC-Substrate mithilfe eines typischen 1K-PU-Schmelzklebstoffs mit Kaschierfolie beklebt wurden. Weiterhin wurden Alterungsversuche an den Proben durchgeführt, um die Beständigkeit gegenüber Feuchte- und Temperatureinfluss zu bewerten. Die Auslagerungen wurden für 42 d bei 70 °C und 95 % r. F durchgeführt.
") Abb. 7: Schälwiderstand vor und nach Auslagerung als Funktion der Vorbehandlungsintensität bei gleicher Beschichtung. Zusätzlich ist die Bruchart angegeben (vgl. Abb. 8)
Abb. 7: Schälwiderstand vor und nach Auslagerung als Funktion der Vorbehandlungsintensität bei gleicher Beschichtung. Zusätzlich ist die Bruchart angegeben (vgl. Abb. 8)
Abbildung 7 zeigt beispielhaft die Schälwiderstände als Funktion der Vorbehandlungsintensität. Wie diese Abbildung zeigt, ist eine intensive Vorbehandlung im Parameterbereich A3 für einen hohen Schälwiderstand, insbesondere nach Auslagerung, am besten geeignet.
 Abb. 8: Schematische Darstellung möglicher Bruchbilder bei Prüfung beschichteter PVC-Proben mit aufkaschierter Folie
Abb. 8: Schematische Darstellung möglicher Bruchbilder bei Prüfung beschichteter PVC-Proben mit aufkaschierter Folie
Wichtig für die Bewertung der Klebergebnisse ist stets auch das Bruchbild. Wie Abbildung 8 schematisch zeigt, kann es zu unterschiedlichem Versagen bei der Prüfung kommen. Für die Anwendung erwünscht ist dabei das Bruchbild „F“, bei dem es zu einem Versagen im Bereich der kaschierten Folie kommt. Dies ist hier im Falle der intensiveren Vorbehandlung der Fall.
Bruchversagen bei schlechter Vorbehandlung
Bei einer unzureichenden Vorbehandlung kommt es dagegen zu einem ungleichmäßigen und damit komplexeren Bruchversagen. Abbildung 9 zeigt die Bruchflächen bei einem Vorbehandlungsschritt mit geringer Intensität. In diesem Fall lässt sich ein inhomogenes Bruchversagen in den Grenzflächen beobachten. Statt eines Folienrisses oder einer Ablösung der Folie vom Kaschierklebstoff kommt es hier wechselseitig zu grenzflächennahem Versagen im PVC und im Klebstoff. Die Plasmabeschichtung befindet sich dabei partiell auf beiden Bruchflächen. Dieses komplexe Verhalten zeigt anschaulich, welche Rolle die Additive bzw. deren Verteilung sowie die Intensität der Vorbehandlung bei der Adhäsion auf PVC spielen können.
 Abb. 9: REM-Aufnahme der Bruchflächen nach einer Aktivierung mit unzureichender Behandlungsintensität
Abb. 9: REM-Aufnahme der Bruchflächen nach einer Aktivierung mit unzureichender Behandlungsintensität
-Präparation einer beschichten PVC-Probe") Abb. 10: REM-Aufnahme nach FIB (Focused Ion Beam)-Präparation einer beschichten PVC-Probe
Abb. 10: REM-Aufnahme nach FIB (Focused Ion Beam)-Präparation einer beschichten PVC-Probe
In diesem Zusammenhang ist auch interessant, wie die Plasmabeschichtung bei optimaler Vorbehandlung an die PVC-Oberfläche angebunden ist. Abbildung 10 zeigt eine rasterelektronenmikroskopische Aufnahme der beschichteten PVC-Oberfläche im Querschnitt. Anzeichen für eine Anbindung der Beschichtung durch ein Anquellen sind nicht zu erkennen. Die Adhäsion der Beschichtung scheint also überwiegend auf inter- und intramolekularen Wechselwirkungen zu beruhen (z. B. Lewis-Säure-Base-Wechselwirkungen).
Fazit:
Wie die auszugsweise dargestellten Projektergebnisse zeigen, ist es möglich, die plasmapolymere Beschichtung ohne Anquellen an die PVC-Oberflächen anzubinden. Der entscheidende Prozessschritt ist die Plasmavorbehandlung vor der eigentlichen Plasmabeschichtung. Im Falle optimaler Adhäsion gelingt es dann, plasmabeschichtete PVC-Substrate zu kaschieren, die nach der von der Industrie geforderten Auslagerung eine ausreichende Festigkeit aufweisen. Ein Ersatz des nasschemischen Primerauftrags durch den Plasmaprozess erscheint daher grundsätzlich möglich. Für einen kommerziellen Einsatz dieser Technologie sind jedoch weitere Untersuchungen notwendig, insbesondere im Hinblick auf den Vorbehandlungsschritt und den Einfluss auf unterschiedliche Additivierungen.
Ein plasmabasierter Auftrag bei Atmosphärendruck kann eine erhebliche Verbesserung der konventionellen Verfahrenstechnik darstellen. Er ist insbesondere eine Alternative, um bedenkliche Chemikalien in der industriellen Produktion zu minimieren und eine Erhöhung des Automatisierungsgrades in der Fertigung zu erreichen, da beispielsweise der Wechsel der primergetränkten Auftragsfilze entfallen kann.
Danksagung
Das Vorhaben 19347 N der Forschungsvereinigung „Dechema: Gesellschaft für Chemische Technik und Biotechnologie“, Frankfurt, wurde über die Arbeitsgemeinschaft industrieller Forschung (AiF) im Rahmen des Programmes zur Förderung der Industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie (BMWi) aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Literatur
[1] Glas+Rahmen, Schub für die Energieeffizienz, 01/2016, S. 39
[2] RAL-Gütegemeinschaft Kunststoff-Fensterprofilsysteme e.V., Prozesssichere Kaschierung von Fensterprofilen – Ein technischer Leitfaden, 2016
[3] C. Tendero; C. Tixier; P. Tristant;, J. Desmaison; P. Leprince: Atmospheric pressure plasmas: a review, Spectrochim. Acta Part B, 61, 2006, 2–30
[4] M. Noeske; J. Degenhardt; S. Strudthoff; U. Lommatzsch: Plasma jet treatment of five polymers at atmospheric pressure: surface modifications and the relevance for adhesion, International Journal of Adhesion and Adhesives, 24, 2004, 171–177
[5] Plasmabeschichtung in den Prozess integriert, JOT Spezial Korrosionsschutz, 36, 2008
[6] U. Lommatzsch; J. Ihde: Plasma polymerization of HMDSO with an atmospheric pressure plasma jet for corrosion protection of aluminium and low-adhesion surfaces, Plasma Proc. Polymers, 6, 2009, 642
[7] P. Bringmann; O. Rohr; F.J. Gammel; I. Jansen: Atmospheric pressure plasma deposition of adhesion promotion layers on aluminium, Plasma Process. Polym., 6, 2009, 496
[8] J. Pulpytel; V. Kumar; P. Peng; V. Micheli; N. Laidani; F. Arefi-Khonsari: Deposition of organosilicon coatings by a non-equilibrium atmospheric pressure plasma jet: design, analysis and macroscopic scaling law of the process, DOI: 10.1002/ppap.201000121
[9] Y. Sawada; S. Ogawa; M. Kogoma: Synthesis of plasma-polymerized tetraethoxysilane and hexamethyldisiloxane films prepared by atmospheric pressure glow discharge, Journal of Physics D: Applied Physics, 28, 1995, 1661
[10] H. Yasuda: Plasma polymerization, Orlando, 1985











