1 Einleitung
1.1 Anforderungen an mikroverfahrenstechnische Bauteile
Typischerweise enthalten mikroverfahrenstechnische Apparate Strukturen von einigen Zehntel Millimetern Abmessung. Auch Trennwände zwischen Reaktions- und Kühlpassagen betragen nur wenige Zehntel Millimeter. Dadurch können große Wärmemengen auf kleinem Bauteilvolumen übertragen werden. Selbst stark exotherme Batchprozesse können kontinuierlich gefahren werden. Andererseits steigen die Ansprüche an die Korrosionsbeständigkeit drastisch: Zu bedenken ist, dass Korrosionsbeständigkeit eine Systemeigenschaft ist, die vielen Ein- flussfaktoren wie Temperatur, Schwankungen der Medien- zusammensetzung und des Sauerstoffgehalts, konstruktiven Aspekten (Rückströmzonen, Kavitation), Strömungsgeschwindigkeit und Nebenreaktionen unterliegt. Dies kann in Vorversuchen im Labor nicht immer zutreffend getestet werden.Angaben von Werkstoffherstellern zu Korrosionsabtragsraten in Millimetern pro Jahr sind in der Mikroverfahrenstechnik aufgrund der geringen Wanddicken und der möglichen Schwankungen unter Praxisbedingungen nicht brauchbar. Daher sind sehr gute Kenntnisse der auftretenden Korrosionsbelastung sowie extrem korrosionsbeständige Werkstoffe für mikroverfahrenstechnische Apparate essentiell. Dies gilt z. B. für hochlegierte rostfreie Edelstähle und Nickelbasiswerkstoffe.
 in einem Boden") Abb. 1: Schlitz-Wärmeübertrager aus 1.4301-Block erodiert: Abb. 1: Schlitz-Wärmeübertrager aus 1.4301-Block erodiert: links: teilweise auferodiert zur Messung der Verformung eines 0,5 mm dicken Bodens i. A. vom Druck; erkennbar eingelegte Wellbleche zur Stabilisierung der anderen Kanäle. Mitte: Markierung des Passagendurchbruchs; rechts: Materialfehler (Pore) in einem Boden
Abb. 1: Schlitz-Wärmeübertrager aus 1.4301-Block erodiert: Abb. 1: Schlitz-Wärmeübertrager aus 1.4301-Block erodiert: links: teilweise auferodiert zur Messung der Verformung eines 0,5 mm dicken Bodens i. A. vom Druck; erkennbar eingelegte Wellbleche zur Stabilisierung der anderen Kanäle. Mitte: Markierung des Passagendurchbruchs; rechts: Materialfehler (Pore) in einem Boden
1.2 Vergleich verschiedener Technologien zur Mikrostrukturierung
Großen Einfluss auf die Gesamtkosten mikrover- fahrenstechnischer Apparate hat die Art der Mikrostrukturierung.
Eisenbasiswerkstoffe können chemisch geätzt werden [1]. Für jedes Design ist als Fixkosten die Herstellung einer Fotomaske erforderlich. Es wird ein FeCl3-Ätzprozess verwendet, bei welchem problematische Reststoffe entsorgt werden müssen.
Passagendurchbrüche aufgrund von Poren oder nichtmetallischen Einschlüssen können aufgrund der geringen Wandstärken von wenigen Zehntel Millimetern bei mikroverfahrenstechnischen Bauteilen vorkommen (Abb. 1).
Die Rauigkeit geätzter Oberflächen ist mit Werten von Ra = 5 bis 8 µm recht hoch, was zu Druckverlusten in Mikrokanälen führt.
Nickelbasiswerkstoffe können nur mikromechanisch strukturiert werden. Alle diese Werkstoffe sind sehr zäh und lassen sich nur mit hohem Aufwand und Werkzeugverschleiß bearbeiten [2]. Während gerade Kanäle mittels Sägen herstellbar sind, können kompliziertere Formen nur mit Fingerfräsern mit entsprechend kleinem Durchmesser hergestellt werden. Da das Widerstandsmoment gegen Biegung mit der dritten Potenz des Durchmessers abnimmt, ist die mechanische Stabilität der Werkzeuge und die Produktivität sehr gering. Die mechanische Mikrozerspanung wird zum kostenbestimmenden Schritt. Zudem muss mit Kaltverfestigung und Verzug dünner Bleche gerechnet werden.
Somit bietet sich Laserschneiden als günstige Alternative an. Die Produktivität ist weitgehend unabhängig vom zu bearbeitenden Werkstoff und der herzustellenden 2D- Struktur. Der Werkstoff wird im Bereich des Laserstrahls aufgeschmolzen und die Schmelze mittels Druckgas aus dem Schnittspalt ausgetrieben. Das ausgeblasene, flüssige Material enthält den größten Teil der eingebrachten Energie des Laserstrahls.
Trotzdem gibt es weitere Parameter, die bestimmen, welcher Anteil der Wärme im Werkstück verbleibt [3]: z. B. ist dies der Durchmesser des Laserstrahls. Er bestimmt, welche Blechdicke maximal geschnitten werden kann. Ferner gehen die Wärmeleitfähigkeit des Werkstoffs, die Schnittgeschwindigkeit, der Durchmesser der Schneidgasdüse sowie der Schneidgasdruck ein. Besonders der Düsendurchmesser sollte so klein wie unbedingt nötig gewählt werden, da er den Gasverbrauch und damit die Kosten massiv beeinflusst.
Bestehen die Schnittspaltbegrenzungen nur aus dünnen Stegen, ist die Temperaturerhöhung lokal beträchtlich. Thermischer Verzug kann die Folge sein. Für mikroverfahrenstechnische Bauteile sollte der Anteil der Mikrostrukturierung bezogen auf das Volumen jedoch möglichst hoch sein, was dünne Stege erfordert. Aus diesem Grund sind filigrane Strukturen, die mit einem Faserlaser mit einem Spotdurchmesser kleiner 20 µm herstellbar sind, mit einem 100 µm Lichtleitkabel nicht realisierbar, da der Energieeintrag ins Werkstück ein Vielfaches beträgt und Verzug auftritt.
Mittels Laserschneiden lassen sich nur durchgängige Strukturen herstellen. Die Bodendicke zwischen mehreren Medienpassagen können durch Blechlagen unterschiedlicher Dicke einfach variiert werden. Defekte wie beim chemischen Ätzen durch Herauslösen nichtmetallischer Einschlüsse sind nicht zu befürchten.
Eine Einschränkung der Designfreiheit besteht hinsichtlich isolierter, inselförmiger Strukturen. Stege, die benachbarte Kanäle voneinander trennen, müssen an den Enden an querliegenden Stegen aufgehängt sein.
Während für Designänderungen beim chemischen Ätzen neue Masken erforderlich sind, kann mittels Laserschneiden sehr flexibel auf die Modifizierung der Strukturen durch Änderung des CAD-Programms reagiert werden.
1.3 Verbindungstechnik: Diffusionsschweißen
Anschließend können verschiedene lasergeschnittene Bleche abwechselnd mit unstrukturiertem Bandmaterial gestapelt und diffusionsgeschweißt werden. Der Prozess ist im Detail in [4–6] beschrieben. Diffusionsschweißen ist das einzige Verfahren, mit dem es möglich ist, innenliegende Querschnitte vollflächig zu verbinden. Die Temperaturen betragen ungefähr 80 % der Schmelztemperatur. Der Prozess erfolgt unter Vakuum und unter Aufbringung einer axialen Fügekraft. Es werden alle Lagen eines Bauteils in atomaren Kontakt gebracht und Rauigkeiten eingeebnet. Es erfolgt die Diffusion von Atomen über die Fügebenen, was auch mit Kornwachstum verbunden ist. Da die Abkühlung unter Vakuum nur langsam erfolgt, kann es abhängig von Ofengröße und Bauteilgewicht zu unerwünschten Werkstoffveränderungen kommen. Nickelbasislegierungen neigen beispielsweise zu Sensibilisierung. Dabei scheiden sich an den Korngrenzen verschiedene Phasen aus, die interkristalline Korrosion begünstigen können.
Im Ergebnis des Diffusionsschweißens entsteht ein monolithisches Bauteil. Die ehemaligen Fügeebenen sind nicht mehr erkennbar. Die Festigkeit entspricht der von entsprechend wärmebehandelten Teilen. Kaltverfestigung geht komplett verloren.
2 Experimentelles und Ergebnisse
 Abb. 2: Verschiedene Designs zur Herstellung verschiedener Mikrostrukturen mittels Laserschneiden. Links: gerade Kanäle, Mitte: wellenförmige Kanalstrukturen, rechts: Mikrokanäle mit periodischen Erweiterungen und VerengungenMit einer Laserschweißmaschine TruLaser Cell 3010 (Fa. Trumpf, Ditzingen), welche mit einem Faserlaser TruFiber 500 der gleichen Firma mit einem Lichtleitkabel (LLK) von 11 µm Durchmesser kombiniert war, wurden Schnitttests mit verschiedenen Designs durchgeführt (Abb. 2). Dabei wurden über die Länge variierende 2D-Strukturen erzeugt. Mittels Fräsen wäre deren Herstellung wesentlich aufwändiger, da sämtliches abzutragendes Material zerspant werden müsste. Für gekrümmte Mikro- strukturen scheidet zudem Sägen als Strukturierungsmethode aus. Beim Laserschneiden haben kompliziertere Konturen keinen nennenswerten Rückgang der Schnittgeschwindigkeit und nur einen geringen Anstieg der Bearbeitungszeit aufgrund des verlängerten Schnittweges zur Folge.
Abb. 2: Verschiedene Designs zur Herstellung verschiedener Mikrostrukturen mittels Laserschneiden. Links: gerade Kanäle, Mitte: wellenförmige Kanalstrukturen, rechts: Mikrokanäle mit periodischen Erweiterungen und VerengungenMit einer Laserschweißmaschine TruLaser Cell 3010 (Fa. Trumpf, Ditzingen), welche mit einem Faserlaser TruFiber 500 der gleichen Firma mit einem Lichtleitkabel (LLK) von 11 µm Durchmesser kombiniert war, wurden Schnitttests mit verschiedenen Designs durchgeführt (Abb. 2). Dabei wurden über die Länge variierende 2D-Strukturen erzeugt. Mittels Fräsen wäre deren Herstellung wesentlich aufwändiger, da sämtliches abzutragendes Material zerspant werden müsste. Für gekrümmte Mikro- strukturen scheidet zudem Sägen als Strukturierungsmethode aus. Beim Laserschneiden haben kompliziertere Konturen keinen nennenswerten Rückgang der Schnittgeschwindigkeit und nur einen geringen Anstieg der Bearbeitungszeit aufgrund des verlängerten Schnittweges zur Folge.
Die Strukturen wurden in 0,5 mm und 1 mm dicken Blechen aus austenitischem Edelstahl 1.4301 geschnitten. Die Stegbreite war identisch 0,5 mm für alle Designs. Die Brennweite von Kollimation und Optik betrug jeweils 150 mm.
Während die Außenkontur im Dauerstrichmodus (cw) mit einer Leistung von P = 500 W, einer Geschwindigkeit von v = 20 m/min, einer Fokuslage bzgl. der Oberfläche von F = 0 mm erzeugt wurde, wurden die innenliegenden Mikrostrukturen zur Reduktion der Wärmebelastung der dünnen Stege im gepulsten Modus geschnitten. Dabei betrug die Spitzenleistung P = 500 W, die mittlere Leistung PAV = 60 W und die Pulsfrequenz f = 1000 Hz. Die Schnittgeschwindigkeit betrug v = 1,8 m/min und die Fokuslage ebenfalls F = 0 mm. Es wurde eine 2d-Schneiddüse mit einem Durchmesser von 1,4 mm und ein Stickstoffdruck von 15 bar verwendet. Der Abstand der Düse zur Blechoberfläche betrug 0,8 mm und wurde über eine induktive Abstandsregelung konstant gehalten. Dies ist besonders bei sehr dünnen Blechen wichtig, da diese i. A. vom Schneidgasdruck zum Beulen neigen. Zugleich müssen die Auflageschienen so bemessen sein, dass Auflagepunkte mit dem zu strukturierenden Blech bei so schmalen Schnittspalten möglichst nicht zusammenfallen, da es an solchen Stellen zu Fehlern kommt. Abfallblechstreifen müssen über sogenannte Microjoints im Blech gehalten werden. Andernfalls können sie durch das Schneidgas herumgewirbelt werden und die Schneidgasdüse beschädigen. Die Anzahl, Positionierung und Bemessung dieser Microjoints bestimmt den Aufwand zu ihrer Entfernung.
Je nach den geometrischen Bedingungen des Schnitts, vor allem Blechdicke, Durchmesser des Laserstrahls, Düsendurchmesser und Schneidgasdruck wird Wärme in das Werkstück eingetragen. Steht nur wenig umgebendes Material zur Aufnahme zur Verfügung, ist der Temperaturanstieg entsprechend groß und es kommt zu thermischem Verzug. Mittels gepulstem Laserschneiden kann der Energieeintrag sowohl strecken- als auch zeitbezogen gesteuert werden. Die Schnittgeschwindigkeiten sinken entsprechend.
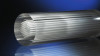
Die Charakterisierung der Seitenwand der Stege zeigte, dass sich derart filigrane Strukturen und Blechdicken von max. 1 mm bei Optimierung der Schneidparameter weitgehend gratfrei laserschneiden lassen (Abb. 3).
Nachbearbeitung ist nicht erforderlich. Prinzipiell nimmt die Gratbildung mit der Blechdicke zu.
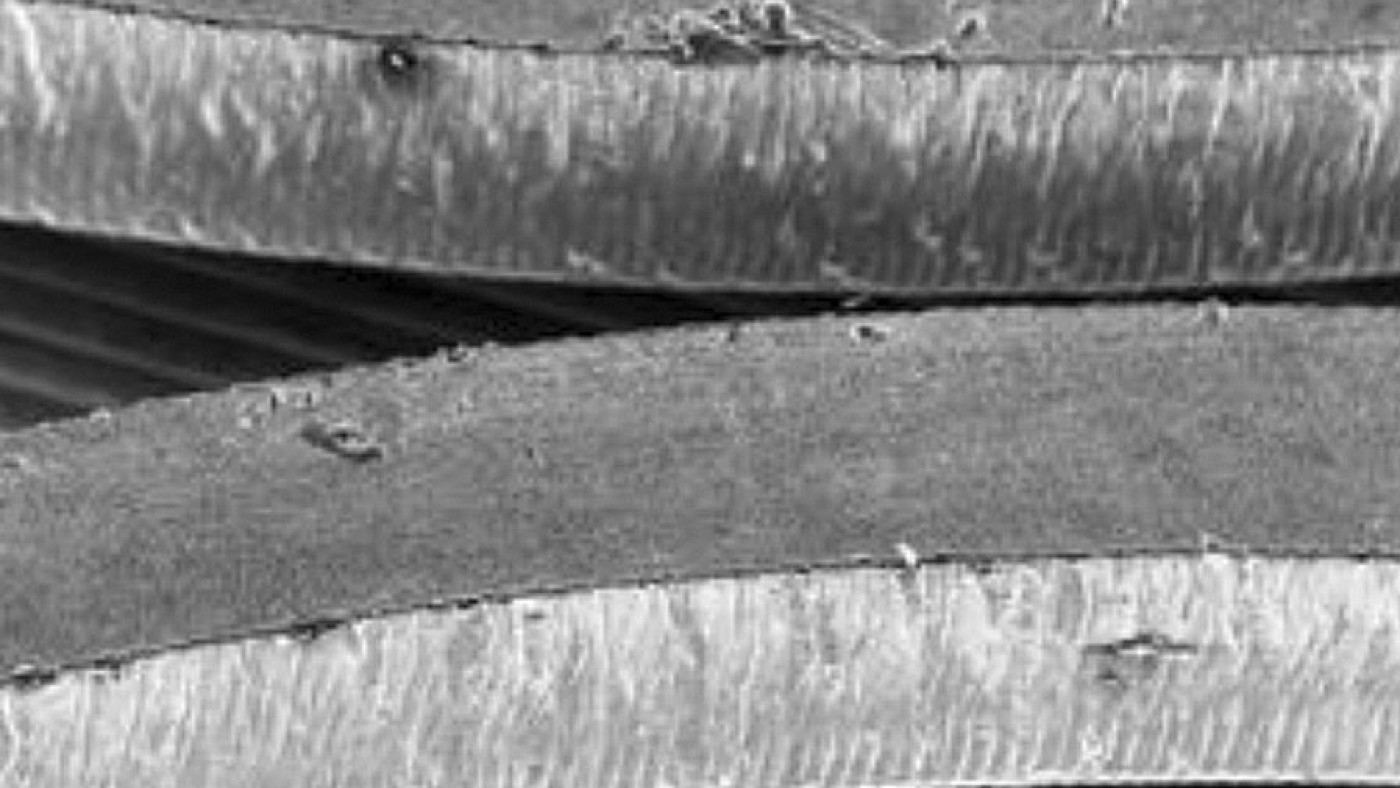
 Abb. 3: Charakterisierung der Seitenwände lasergeschnittener Stege Weitere Tests zeigten, dass sich die minimal herstellbare Kanalbreite mittels Faserlasern noch weiter reduzieren lässt (Abb. 4).
Abb. 3: Charakterisierung der Seitenwände lasergeschnittener Stege Weitere Tests zeigten, dass sich die minimal herstellbare Kanalbreite mittels Faserlasern noch weiter reduzieren lässt (Abb. 4).
Sie wird in erster Linie durch den Strahldurchmesser begrenzt.
Mittels Laserschneiden mit Mikrostrukturen versehene Bleche werden anschließend gestapelt und mittels Diffusionsschweißen vollflächig verbunden (Abb. 5, links). Die Bodendicke zwischen Passagen kann einfach variiert werden, um die Wärmeübertragung anzupassen oder bessere Korrosionsbeständigkeit zu erzielen. Die quer verlaufenden Hilfsstege, die zur Fixierung der Stege zwischen den Kanälen dienen, werden anschließend durch Erodieren entfernt und die Kanäle freigelegt (Abb. 5, rechts).
Da, wie erwähnt, inselförmige Strukturen nicht herstellbar sind, müssen verfahrenstechnische Effekte durch fertigungsgerecht angepasstes Design realisiert werden. Denkbar sind z. B. unter +/- 45° schräg verlaufende Stege und das versetzte Stapeln solcher Bleche. Damit lassen sich Flüssigkeitsströme zur Unterstützung von Mischungsvorgängen verschränken. Reaktionswärme kann durch zusätzliche Lagen mit quer dazu verlaufenden Kühlkanälen zu- oder abgeführt werden.
Durch Laserschneiden mit Schnittgeschwindigkeiten im Bereich von Metern pro Minute können mikro- verfahrenstechnische Apparate sehr flexibel und ohne Werkzeugverschleiß gefertigt werden.
 Abb. 4: Schneidtests zur Bestimmung der unteren Grenze der möglichen Stegbreite
Abb. 4: Schneidtests zur Bestimmung der unteren Grenze der möglichen Stegbreite
3 Zusammenfassung und Diskussion
 Abb. 5: Links: Stapelkonfiguration lasergeschnittener Bleche vor dem Diffusionsschweißen; rechts: freilegen der Kanalstrukturen durch Erodieren der Stirnflächen Bei mikroverfahrenstechnischen Apparaten entfällt ein erheblicher Aufwand auf die Mikrostrukturierung. Chemisches Ätzen ist aufgrund schwermetallhaltiger Abfälle problematisch. Mikromechanische Strukturierung mittels Sägen oder Mikrofräsen stellt bei zähen, korrosionsbeständigen Werkstoffen wie austenitische rostfreie Edelstähle oder Nickelbasislegierungen hohe Anforderungen an das Zerspanungs-Know-how. Die Kosten sind aufgrund von hohem Werkzeugverschleiß und langen Bearbeitungszeiten hoch. Mit Kaltverfestigung, Verzug dünner Bleche und insbesondere Gratbildung muss gerechnet werden. Beide Erscheinungen verursachen Nachbearbeitungskosten und sind nachteilig für das folgende Stapeln und Fügen mittels Diffusionsschweißen.
Abb. 5: Links: Stapelkonfiguration lasergeschnittener Bleche vor dem Diffusionsschweißen; rechts: freilegen der Kanalstrukturen durch Erodieren der Stirnflächen Bei mikroverfahrenstechnischen Apparaten entfällt ein erheblicher Aufwand auf die Mikrostrukturierung. Chemisches Ätzen ist aufgrund schwermetallhaltiger Abfälle problematisch. Mikromechanische Strukturierung mittels Sägen oder Mikrofräsen stellt bei zähen, korrosionsbeständigen Werkstoffen wie austenitische rostfreie Edelstähle oder Nickelbasislegierungen hohe Anforderungen an das Zerspanungs-Know-how. Die Kosten sind aufgrund von hohem Werkzeugverschleiß und langen Bearbeitungszeiten hoch. Mit Kaltverfestigung, Verzug dünner Bleche und insbesondere Gratbildung muss gerechnet werden. Beide Erscheinungen verursachen Nachbearbeitungskosten und sind nachteilig für das folgende Stapeln und Fügen mittels Diffusionsschweißen.
Daher ist Laserstrukturierung auch in Submillimeter-Dimensionen ein effizienter Weg zur Herstellung mikroverfahrenstechnischer Apparate. Das CAD-Design kann leicht modifiziert und ohne weitere Zwischenschritte oder Kosten direkt gefertigt werden. Somit eignet sich die Technologie gut für Prototypen und Kleinserien.
Die berührungslose Bearbeitung erlaubt die Strukturierung zäher, schlecht zerspanbarer Werkstoffe. Selbst hochschmelzende Metalle wie Tantal lassen sich strukturieren. Bei Werkstoffen wie Titan und Tantal muss anstelle von Stickstoff allerdings mit Inertgas gearbeitet werden, um die Bildung von Karbiden, Nitriden und Oxiden an den Schnittkanten zu verhindern. Die Bearbeitungsgeschwindigkeiten liegt beim Laserschneiden meist im Bereich von Metern pro Minute. Mit entsprechend geeigneten Strahlquellen lassen sich auch sehr filigrane Strukturen verzugsfrei herstellen.
Mittels Laserschneiden können nur durchgehende Strukturen erzeugt werden. Verbleibende Materialquerschnitte müssen mit der Kontur verbunden sein, was entsprechendes Design erfordert. Inselartige Strukturen sind nicht möglich. Entsprechende funktionelle Eigenschaften mikroverfahrenstechnischer Apparate müssen über fertigungsgerechtes Design erzielt werden.
Im Gegensatz zu anderen Bearbeitungsverfahren kann bei mittels Laserschneiden gefertigten mikroverfahrenstechnischen Apparaten die Wanddicke zwischen Passagen auch noch im Nachhinein variiert werden. Durchbrüche zwischen verschiedenen Passagen aufgrund von Poren oder nichtmetallischen Einschlüssen im Halbzeug lassen sich zuverlässig vermeiden. Dies ist beim chemischen Ätzen in Verbindung mit geringen Wanddicken unter 0,3 mm nicht immer gegeben!
Laserstrukturierung reduziert Bearbeitungszeiten, besonders für komplexere 2D-Strukturen. Es lassen sich z. B. effizient Reihen sehr kleiner Löcher, die sonst aufwändig mechanisch gebohrt werden müssen, herstellen. Solche Strukturen werden für die Gleichverteilung von Medien, ausgehend von einem makroskopischen Anschluss, auf eine größere Anzahl parallel verlaufender Mikrokanäle genutzt.
Literatur
[1] Ätzprozess, Fa. Ätztechnik Herz GmbH & Co. KG, Epfendorf am Neckar, siehe unter https://www.aetztechnik-herz.de/technologie/aetzprozess/, letzter Zugriff: 04.08.2020
[2] T. Gietzelt; L. Eichhorn: Mechanical Micromachining by Drilling, Milling and Slotting, IntechOpen Ltd., London, 2012, 159–182, https://www.intechopen.com/books/micromachining-techniques-for- fabrication-of-micro-and-nano-structures/mechanical-micromachining-by-drilling-milling-and-slotting, letzter Zugriff am 04.08.2020, DOI: 10.5772/34124
[3] Varianten und Einflussgrößen des Laserschneidprozesses, Homepage der Fa. Trumpf GmbH + Co. KG, Ditzingen, https://www.trumpf.com/de_DE/anwendungen/laserschneiden/, letzter Zugriff: 04.08.2020
[4] T. Gietzelt; V. Toth: Einfluss des Oberflächenzustandes auf das Diffusionsschweißen von mikroverfahrenstechischen Bauteilen, Jahrbuch Oberflächentechnik, Bd. 74, Eugen G. Leuze Verlag, Bad Saulgau, 2018, 102–118
[5] T. Gietzelt; V. Toth; A. Huel; R. Dittmeyer: Determining the Dependence of Deformation during Diffusion Welding on the Aspect Ratio Using Samples Made of SS 304 (1.4301), Adv. Eng. Mater., 2017, Bd. 19, Nr. 2, DOI: 10.1002/adem.201600344
[6] T. Gietzelt; V. Toth; H. Lambach; R. Dittmeyer: Considerations of Microstructural Influences for Diffusion Welding of Metals in Microsystem Technology, Adv. Eng. Mater., 2013, Bd. 15, Nr. 8, DOI: 10.1002/adem.201200339