Klebverbindungen haben in der industriellen Fertigung einen sehr hohen Stellenwert. Kleben ermöglicht die flächige Verbindung unterschiedlichster Materialien, ohne dass diese an der Verbindungszone in ihren Eigenschaften beeinflusst werden. Die Werkstoffe werden weder hocherhitzt wie beim Schweißen noch durch das Bohren von Löchern geschwächt, wie das bei Schraubverbindungen der Fall ist. Ohne den Einsatz von Klebstoffen sind Leichtbau- konstruktionen und viele Verbundwerkstoffe nicht realisierbar. Viele Klebstoffe erfüllen neben der Aufgabe der Verbindung von Materialien außerdem noch zusätzliche Funktionen wie Abdichtung, Isolierung oder Dämpfung. Die Applikation von Klebstoffen kann leicht in vollautomatische Produktionsverfahren für große Stückzahlen integriert werden, so dass Klebungen oft die wirtschaftlichste Methode der Materialverbindung darstellen.
Aus einer Vielzahl am Markt verfügbarer Klebstoffe muss die Formulierung ausgewählt werden, die für die zu verbindenden Materialien und die herrschenden Bedingungen bei der Anwendung des geklebten Produkts geeignet ist. Dazu gehören neben der chemischen Verträglichkeit der Materialien untereinander und der Einhaltung hygienischer Anforderungen, beispielsweise bei Lebensmittelkontakt, auch die Sicherstellung der nötigen Haftfestigkeit der Klebverbindung. Als schnellere und zuverlässigere Alternative zum Zugversuch nach DIN EN 15870, bei dem jeweils nur eine Probe in eine Zugprüfmaschine eingespannt wird, bietet sich die Prüfung in der analytischen Zentrifuge LUMiFrac an, in der bis zu 8 Proben gleichzeitig getestet werden können. Diese neuartige Technologie wurde mittlerweile an einer Vielzahl von Materialverbünden erfolgreich getestet. Nachfolgend werden Vorgehensweisen und Ergebnisse verschiedener Studien mit Schmelzklebstoffen beschrieben sowie ein Beispiel für die Festigkeitsbestimmung von metallischen Schichtsystemen auf Kunststoffsubstraten wiedergegeben.
Prüfmethode
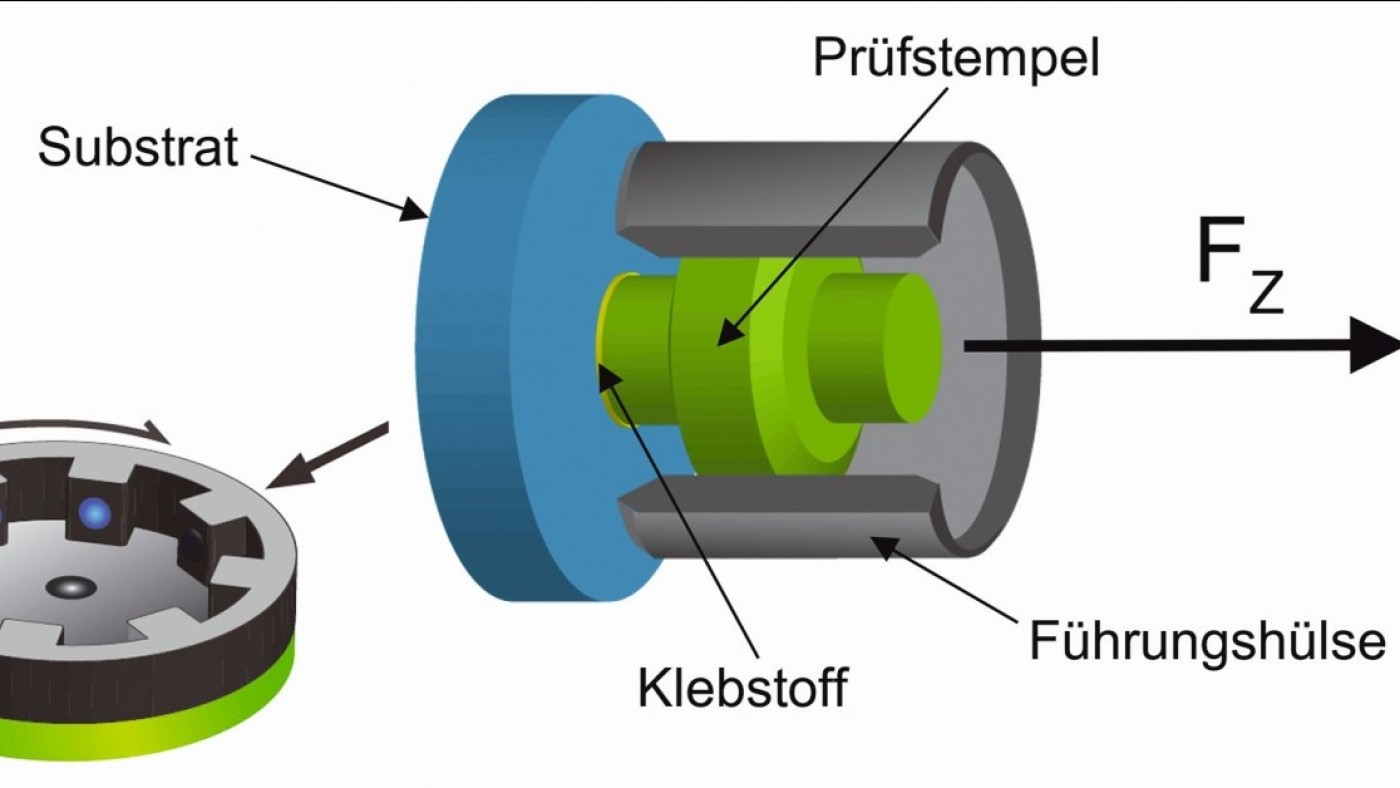
 Abb. 2: Rotor der Zentrifuge LUMiFrac mit den Aufnahmen für bis zu acht PrüfkörperIn der analytischen Zentrifuge wird die zur Bestimmung der Haftfestigkeit erforderliche Zugkraft als Zentrifugalkraft erzeugt. Ein Prüfkörper (Abb. 1) bestehend aus einem Substrat und einem Prüfstempel, die durch Klebstoff miteinander verbunden sind, wird in die dafür vorgesehene Aufnahme der Zentrifuge (Abb. 2) eingesteckt, so dass die während der Rotation wirkende Zentrifugalkraft in Richtung der Symmetrieachse des Prüfstempels wirkt. Eine Führungshülse sorgt dafür, dass eine reine Zugspannung auf den Prüfling wirkt. Eine Scherwirkung, die das Messergebnis verfälschen würde, kann nicht auftreten. Während der simultanen Prüfung der bis zu 8 verschiedenen Prüfkörper wird die Zentrifugalkraft durch Erhöhung der Drehzahl gesteigert. Sobald die Belastungsgrenze des Materialverbunds eines Prüfkörpers erreicht ist, kommt es zum Bruch und der Prüfstempel bewegt sich aufgrund der Zentrifugalkraft innerhalb der Führungshülse nach außen. Dieses Ereignis wird für jeden der 8 Prüfkörper separat detektiert und mittels eines positionskodierten Infrarotsignals übertragen. Der Zeitpunkt des Materialversagens jedes einzelnen Prüflings sowie die zugehörigen Drehzahlen werden aufgezeichnet.
Abb. 2: Rotor der Zentrifuge LUMiFrac mit den Aufnahmen für bis zu acht PrüfkörperIn der analytischen Zentrifuge wird die zur Bestimmung der Haftfestigkeit erforderliche Zugkraft als Zentrifugalkraft erzeugt. Ein Prüfkörper (Abb. 1) bestehend aus einem Substrat und einem Prüfstempel, die durch Klebstoff miteinander verbunden sind, wird in die dafür vorgesehene Aufnahme der Zentrifuge (Abb. 2) eingesteckt, so dass die während der Rotation wirkende Zentrifugalkraft in Richtung der Symmetrieachse des Prüfstempels wirkt. Eine Führungshülse sorgt dafür, dass eine reine Zugspannung auf den Prüfling wirkt. Eine Scherwirkung, die das Messergebnis verfälschen würde, kann nicht auftreten. Während der simultanen Prüfung der bis zu 8 verschiedenen Prüfkörper wird die Zentrifugalkraft durch Erhöhung der Drehzahl gesteigert. Sobald die Belastungsgrenze des Materialverbunds eines Prüfkörpers erreicht ist, kommt es zum Bruch und der Prüfstempel bewegt sich aufgrund der Zentrifugalkraft innerhalb der Führungshülse nach außen. Dieses Ereignis wird für jeden der 8 Prüfkörper separat detektiert und mittels eines positionskodierten Infrarotsignals übertragen. Der Zeitpunkt des Materialversagens jedes einzelnen Prüflings sowie die zugehörigen Drehzahlen werden aufgezeichnet.
Mit Hilfe der Software SEPView werden aus der Masse des Prüfstempels, dem Abstand zum Rotationszentrum und der Rotationsgeschwindigkeit zum Zeitpunkt des Materialversagens automatisch die Bruchkraft und die zugehörige Zugspannung berechnet, am Bildschirm angezeigt und abgespeichert.
Formeln zur Berechnung von Zentrifugalkraft und Festigkeit:
Fz = m ω2 r Fz – Zentrifugelkraft in N
σ = Fz / A σ – Zugfestigkeit in MPa (N/mm2)
m – Masse in kg
r – Abstand zur Drehachse in m
ω – Winkelgeschwindigkeit in 1/s
A – Klebfläche in mm2
Mit einer Auswahl an verschiedenen Prüfstempeln mit Massen zwischen 4,1 und 38,7 g (in W/Cu-Ausführung auch bis 58 g) und einer Rotordrehzahl von 100–13.000 U/min werden Zugkräfte zwischen 0,1 N und 6,5 kN erzeugt. Je nach Wahl der Klebfläche (7 oder 10 mm Durchmesser nach Standard, andere Größen sind als Sonderanfertigung realisierbar), lassen sich Zugfestigkeiten von bis zu 80 MPa bestimmen. Das Gerät ist mit den Standards ISO 4624, JISK 5600-5-7, DIN EN 15870 und DIN EN 14869-2 konform und ist in DIN EN 13144 als Prüfgerät beschrieben.
Durch die Erleichterung, dass die einzelnen Prüfkörper nur gesteckt und nicht eingespannt werden, und die Möglichkeit bis zu 8 Prüfkörper gleichzeitig in der Zentrifuge zu analysieren, ergibt sich eine Zeitersparnis gegenüber der Anwendung der klassischen Zugprüfmaschine von bis zu 85 %.
Anwendungsmöglichkeiten zur Haftfestigkeitsermittlung von Schichtsystemen
Die Haftung von Beschichtungen auf verschiedenen Substratmaterialien ist von grundlegender Bedeutung für die Funktionalität von Produkten. Aufgrund der großen Vielfalt an Beschichtungs- und Substratsystemen bezüglich Werkstoffen, Schichtdickenbereichen und Einsatzbereichen, existieren mehr als 100 Testverfahren zur Ermittlung des Haftvermögens von Schichten auf Oberflächen. Viele dieser Verfahren bewerten die Haftung rein qualitativ, wie beispielsweise der Gitterschnitttest, bei dem die Beurteilung über die Anzahl bzw. den Flächenanteil der delaminierten Quadrate erfolgt.
Die einzige standardisierte und häufig verwendete quantitative Methode, die sich auf die Haftfestigkeit in Form von Kraft pro Fläche, d.h. in N/mm2, bezieht, ist der Abreißversuch (ISO 4624, DIN EN 13144). Vor der Prüfung wird ein Prüfstempel auf die oberste Schicht der Probe geklebt. Nach Aushärtung des Klebstoffs wird der Prüfstempel von der Probe abgezogen und die dafür benötigte Kraft aufgezeichnet. Anschließend werden Prüfstempel und Probe einer visuellen Prüfung unterzogen, die zur Bestimmung des Bruchverhaltens dient. Hierbei soll ermittelt werden, in welcher Ebene der Bruch erfolgt ist.
Unter der Bedingung, dass die Haftfestigkeit des Prüfstempels auf der Beschichtung größer ist als die Haftfestigkeit der Beschichtung auf dem Substrat, kann die Festigkeit der Schicht zum Substrat direkt gemessen werden. Erfolgt das Versagen innerhalb des Klebstoffs oder an der Grenzfläche Schicht – Klebstoff, ist die Haftfestigkeit der Beschichtung auf dem Substrat größer als die gemessene Festigkeit. Dies kann für einige Anwendungen bereits eine nützliche Information darstellen. In der Messpraxis treten oftmals Mischbrüche auf, d.h. bei einer Probe liegen verschiedene Bruchebenen vor.
Der Einsatz der analytischen Zentrifuge als Prüfgerät ist für viele beschichtete Probensysteme vorteilhaft, da Probe und Prüfstempel nicht eingespannt werden müssen. Durch den Aufbau der Prüfkörper und die stets radial gerichtete Zentrifugalkraft, wird das Auftreten ungewollter Scherkräfte vermieden.
Anwendung auf verschiedenen Materialien und Klebstoffen
Die Herstellung von Prüfkörpern ist im Prinzip sehr einfach: Eine definierte Menge an Klebstoff wird auf die Klebfläche des Prüfstempels aufgebracht, dann setzt man die Führungshülse auf das Substrat, setzt den Prüfstempel ein und führt diesen bis zum Substrat (s. Abb. 3). Aufgrund der Vielzahl an Klebstoffen und ihrer unterschiedlichen Eigenschaften existiert in der praktischen Anwendung allerdings auch eine Vielfalt an Vorgehensweisen zur Applikation von Klebstoffen. Darüber hinaus müssen die erforderlichen Aushärtezeiten und -temperaturen beachtet werden. Diese stoffspezifischen Vorgehensweisen müssen bei der Materialvorbereitung und der Herstellung der Prüfkörper berücksichtigt werden.
, in dem auf das Substrat (a) der Klebstoff aufgebracht wird (b), dann die Führungshülse aufgesetzt (c, links) und anschließend der Prüfstempel (c, rechts) eingeführt wird (Quelle: Studie B, der Klebstoff liegt hier als festes Plättchen von etwa 0,2 mm Dicke vor, die stoffschlüssige Verbindung wird durch thermische Behandlung erzeugt)") Abb. 3: Herstellung eines Prüfkörpers (d), in dem auf das Substrat (a) der Klebstoff aufgebracht wird (b), dann die Führungshülse aufgesetzt (c, links) und anschließend der Prüfstempel (c, rechts) eingeführt wird (Quelle: Studie B, der Klebstoff liegt hier als festes Plättchen von etwa 0,2 mm Dicke vor, die stoffschlüssige Verbindung wird durch thermische Behandlung erzeugt)
Abb. 3: Herstellung eines Prüfkörpers (d), in dem auf das Substrat (a) der Klebstoff aufgebracht wird (b), dann die Führungshülse aufgesetzt (c, links) und anschließend der Prüfstempel (c, rechts) eingeführt wird (Quelle: Studie B, der Klebstoff liegt hier als festes Plättchen von etwa 0,2 mm Dicke vor, die stoffschlüssige Verbindung wird durch thermische Behandlung erzeugt)
In drei verschiedenen Untersuchungen wurden verschiedene Klebstoffe, die bis auf zwei Ausnahmen bei erhöhter Temperatur verarbeitet werden müssen, mit verschiedenen Materialien getestet. Die einzelnen Versuche sind in Tabelle 1 aufgelistet. Hinter den Buchstaben A, B und C verbergen sich unterschiedliche Versuchsreihen mit Formulierungen unterschiedlicher Hersteller. Jeder dieser Tests wurde mehrfach durchgeführt.
|
Studie |
Klebstoff |
Verarbeitungs- temperatur in °C |
Substratmaterialien/Prüfstempel |
|
A |
A-1 |
23 |
Substrat Al, Stempel Al |
|
A-2 |
|||
|
A-3 |
150 |
||
|
A-4 |
|||
|
A-5 |
|||
|
B |
M7 |
180 |
Substrat Cu, Stempel Edelstahl |
|
OP1266 |
|||
|
C |
AMS (Harz) |
220 |
Substrat: Al, Cu, Zn, verschiedene Kunststoffe, Stempel Al |
|
AMS Phenol (Harz) |
|||
|
Harzester |
|||
|
hydriertes Harz |
|||
|
Terpenphenolharz |
Die Vorbehandlung der Materialien, die Applikationsart für die Klebstoffe und die Nachbehandlung der Prüfkörper sind Tabelle 2 zu entnehmen.
|
Studie |
Vorbehandlung von Substrat und Prüfstempel |
Art der Klebstoffapplikation |
Nachbehandlung Prüfkörper |
|
A |
Schleifen der Aluminiumoberflächen mit Schleifpapier P180, Reinigung mit Aceton |
Mit Pipette aufgetragen, Schmelzklebstoff wurde vor der Applikation auf 150 °C aufgeheizt und geschmolzen |
Verarbeitungstemp. 150 °C; Aufheizen des kompletten Prüfkörpers für 30 min, alle: 48 h Aushärtung bei Raumtemperatur |
|
B |
Schleifen der Oberflächen von Substrat (Cu) und Stempel (Edelstahl) mit Schleifpapier K600, Reinigung mit Aceton |
Einlegen eines festen Klebstoffplättchens zwischen Substrat und Prüfstempel |
Aufheizen des kompletten Prüfkörpers auf 180 °C für 30 min, langsames Abkühlen, Aushärtung bei Raumtemperatur in 18 h |
|
C |
Entfettung der metallischen Probenkörper und des Prüfstempels, Spülung mit Lösungsmittel und Vorwärmung auf 60 °C; Probenkörper aus Kunststoff wurden mit Lösungsmittel entfettet und mit Alkohol abgespült |
modifizierte Heißklebepistole (für kleine Klebstoffvolumen) |
Kühlung auf 20 °C, 6 h Aushärtung |
Beispiele für Versuchsergebnisse
Die unter A und B gelisteten Versuche dienten dazu, Klebstoffe für eine bestimmte Materialkombination zu validieren. Abbildung 4 zeigt den zeitlichen Verlauf der Drehzahl für eine Messung aus der Studie A. Die senkrechten Linien im Diagramm kennzeichnen die Zeitpunkte des Materialversagens der einzelnen Proben.
 Abb. 4: Typische Verläufe der Drehzahl und der Temperatur über der Messzeit, hierfür ein Beispiel aus der Studie A. Die senkrechten gestrichelten Linien zeigen die Zeiten/Drehzahlen an, bei denen jeweils bei einer der 8 Proben Materialversagen auftrat
Abb. 4: Typische Verläufe der Drehzahl und der Temperatur über der Messzeit, hierfür ein Beispiel aus der Studie A. Die senkrechten gestrichelten Linien zeigen die Zeiten/Drehzahlen an, bei denen jeweils bei einer der 8 Proben Materialversagen auftrat
") Abb. 5: Vergleich von fünf verschiedenen Klebstoffen zur Verbindung von zwei Aluminiumelementen (Studie A)
Abb. 5: Vergleich von fünf verschiedenen Klebstoffen zur Verbindung von zwei Aluminiumelementen (Studie A)
 Abb. 6: Vergleich zweier Klebstoffe zur Verbindung von Kupfer mit Edelstahl, Studie B
Abb. 6: Vergleich zweier Klebstoffe zur Verbindung von Kupfer mit Edelstahl, Studie B
Die Abbildungen 5 und 6 geben die mit verschiedenen Klebstoffen und Materialien gemessenen Bruchkräfte beziehungsweise Haftfestigkeiten der in den Studien A und B getesteten Materialverbünde wieder. Es zeigt sich, dass die Schwankungsbreiten für die gemessenen Haftfestigkeiten, mit zunehmender Festigkeit der Verbindungen steigt. Allerdings sind die Standardabweichungen der mittels Zentrifuge erhaltenen Haftfestigkeiten tendenziell kleiner als die in einer Zugprüfmaschine erhaltenen Abweichungen. Das wurde u.a. von Pfuch et al. [1] gezeigt und darauf zurückgeführt, dass bei Verwendung einer Zugmaschine schon kleinste Abweichungen von der axialen Ausrichtung des Probenkörpers, der manuell beidseitig eingespannt werden muss, zur Verringerung der gemessenen Zugfestigkeit führen.
In der Studie C wurde eine Reihe von Schmelzklebstoffen auf ihre Eignung zur Verbindung von Aluminium mit verschiedenen metallischen und nichtmetallischen Substraten untersucht. Abbildung 7 gibt die erhaltenen Ergebnisse für fünf verschiedene Klebstoffe wieder.
") Abb. 7: Vergleich der Haftfestigkeiten verschiedener Schmelzklebstoffe in der Verbindung eines Aluminium-Prüfstempels mit verschiedenen Substraten (Studie C)
Abb. 7: Vergleich der Haftfestigkeiten verschiedener Schmelzklebstoffe in der Verbindung eines Aluminium-Prüfstempels mit verschiedenen Substraten (Studie C)
Untersuchung des Bruchverhaltens
Ein Materialverbund bricht an seiner schwächsten Stelle. Bei einer Klebverbindung ist diese entweder die Haftung an der Kontaktfläche zwischen Klebstoff und Substrat- oder Stempeloberfläche oder der intermolekulare Zusammenhalt innerhalb der Klebstoffschicht. Im ersten Fall spricht man vom Adhäsionsbruch, während die Aufhebung des Materialverbunds innerhalb der Klebstoffschicht als Kohäsionsbruch bezeichnet wird. In vielen Fällen sind auch Kombinationen aus beiden Brucharten zu erkennen. Abbildung 8 gibt Beispiele für ein Materialversagen, das als Kombination aus Adhäsions- und Kohäsionsbruch zu werten ist. In beiden Fällen sind auf dem Prüfstempel klebstofffreie Zonen sowie Zonen mit anhaftendem Klebstoff zu erkennen. Bei den im Bild rechts gezeigten Bruchstellen ist auch zu sehen, dass der kohäsive Bruchanteil deutlich überwiegt und dass die wenigen Stellen, an denen sich Klebstoff von der Oberfläche des Stempels gelöst hat, offensichtlich von Luftblasen herrühren. Es handelt sich hierbei um Prüfkörper mit den zwei verschiedenen Klebstoffen der Studie B.
 und Kombination aus adhäsivem und kohäsivem (links) Klebstoffversagen anhand der zwei verschiedenen Schmelzklebstoffe aus der Studie B") Abb. 8: Beispiele für kohäsives (rechts) und Kombination aus adhäsivem und kohäsivem (links) Klebstoffversagen anhand der zwei verschiedenen Schmelzklebstoffe aus der Studie B
Abb. 8: Beispiele für kohäsives (rechts) und Kombination aus adhäsivem und kohäsivem (links) Klebstoffversagen anhand der zwei verschiedenen Schmelzklebstoffe aus der Studie B
 Abb. 9: Haftfestigkeit von metallisierten Polymeren aus verschiedenen Produktionsstufen
Abb. 9: Haftfestigkeit von metallisierten Polymeren aus verschiedenen Produktionsstufen
Ermittlung der Haftfestigkeit von beschichteten Proben
Die folgende Anwendung behandelt die Schicht-Haft- festigkeit von metallbeschichteten Polymeren [2]. Es wurden Deckel für Verpackungen von Kosmetikprodukten aus zwei verschiedenen Produktionsstufen („Red“ – Zwischenproduktstufe; „Blue“ – komplettes Schichtsystem) untersucht. Versuchsziel war die Unterscheidung zwischen beiden Gruppen. Weiterhin sollte untersucht werden inwieweit zusätzliche Schichten des mehrlagigen Schichtsystems die Oberflächeneigenschaften beeinflussen.
Ein Deckel jeder Probengruppe wurde in vier Stücke zerteilt. Danach wurden die metallbeschichteten Oberflächen mit Ethanol gereinigt. Für die Prüfstempel wurden Kleb- adapter aus einer Aluminiumlegierung mit Durchmessern von 10 mm verwendet. Vor dem Kleben wurden diese angeschliffen und ebenfalls mit Ethanol gereinigt.
Als Klebstoff kam ein 2K-Epoxidharzklebstoff zum Einsatz. Nach der Extrusion aus der Doppelkartusche unter Verwendung einer statischen Mischspitze wurde das Epoxidharz mit einem kleinen Spatel auf die Adapteroberflächen aufgetragen, die dann auf die Probenoberflächen aufgesetzt und angedrückt worden sind. Vor der Testung härteten die Klebverbindungen bei 22 °C für etwa 20 Stunden aus. Massekörper wurden auf die Adapter geschraubt, die Führungshülsen aufgesetzt und die Prüfkörper im Anschluss in die Detektionsmodule platziert. Die beladenen Module wurden dann in den Rotor eingesetzt. Für die Messungen wurde ein linearer Kraftanstieg von 5 N/s gewählt.
Abbildung 9 zeigt die ermittelten Festigkeiten und beispielhafte Bruchbilder im oberen Bereich. Die Probengruppe „Red“ weist eine mittlere Festigkeit von 2,6 ± 0,4 MPa auf, dabei trat eine großflächige Ablösung der Metallbeschichtung auf. Die mittlere Festigkeit der Probengruppe „Blue“ ist deutlich reduziert (0,8 ± 0,24 MPa) und zeigt adhäsives Versagen des Klebstoffs zum Schichtsystem. Die Ergebnisse verdeutlichen die Anti-Haft-Eigenschaften der obersten Schutzschicht des Mutilayersystems der Probengruppe „Blue“, während die Beschichtungen der Proben der Zwischenproduktstufe Gruppe „Red“ (ohne Schutzschicht) bei höheren Festigkeiten abgelöst werden konnten.
Nutzungsmöglichkeiten innerhalb der Prozesskette Kleben
Die analytische Zentrifuge bietet die Möglichkeit der Validierung aller Vorgänge in der Prozesskette Kleben. Neben dem Vergleich der Eignungen verschiedener Klebstoffe im Zusammenhang mit bestimmten Materialien kann ebenso das Verfahren der Klebstoffapplikation einschließlich der Vorbehandlungen für einen bestimmten Verbund aus Substrat, Klebstoff und Stempelwerkstoff optimiert werden. Im Einzelnen sind Variationen der Vorbereitung von Oberflächen zur Optimierung der Klebstoffhaftung sowie die Optimierung von Parametern wie die Temperatur bei der Klebstoffapplikation oder der Aushärtung möglich. Durch die einfache Handhabung der Prüfkörper und die simultane Analyse von bis zu 8 Proben gleichzeitig werden nun auch Versuchsreihen innerhalb der Prozesskette möglich, die bei Verwendung einer Zugprüfmaschine zu zeitaufwändig und arbeitsintensiv wären.
Neben der einfachen Bestimmung der Haftfestigkeit mit standardisierten Kurzzeitversuchen bietet die Zentrifuge noch weitere Optionen. Durch die Möglichkeit der Temperierung zwischen –11 °C und +40 °C und die Programmierung zeitabhängiger Lastwechsel bei einer maximalen Versuchsdauer von 99 h können praxisnahe Belastungsszenarien erzeugt und das Ermüdungsverhalten von Materialverbünden untersucht werden.
Das Mehrprobenkonzept der analytischen Zentrifuge wurde mittlerweile im Rahmen eines vom Bundesministerium für Wirtschaft und Energie geförderten Kooperationsprojekts auf die Vorbehandlung der zu klebenden Oberflächen und das Zusammenfügen der Prüfkörper erweitert. Bei der Bundesanstalt für Materialforschung und -prüfung (BAM), einem der Projektpartner, wurden sowohl für die Substratvorbehandlung als auch für die Prüfkörperherstellung Vorrichtungen für die simultane Behandlung von 8 Proben auf der Basis eines universellen Probentellers entwickelt und getestet [1].
Literatur
[1] A. Pfuch; U. Beck; T. Lange; U. Rietz; B. Küzün; R. Twardygrosz: Wie Klebungen einfacher validiert werden können, adhäsion 9/2015, 44–52
[2] U. Rietz; D. Lerche; S. Hielscher; D. Grunwald; U. Beck: CAT-Technologie als neues Multiprobenverfahren für die Ermittlung von Verbundfestigkeiten, Berichtsband Tagung Werkstoffprüfung 12/2017











