Im Vorhaben konnten einige neue Erkenntnisse zu den Mechanismen der Fehlerbildung erarbeitet sowie unkritische von fehlerrelevanten Prozessschritten unterschieden werden. Eine bedeutende Rolle des Interface zwischen Gussmaterial bzw. Gusshaut und der Verkupferung im Zusammenhang mit der Bildung und temporären Einlagerung von Wasserstoff deutet sich an.
Motivation
Der Standard für den Ablauf der Vorbehandlung für Zinkdruckguss vor dem Galvanisieren lautet [3]:
- mild-alkalische Abkochentfettung, nachfolgend Spülen
- elektrolytische Entfettung (kathodisch1)) mit hoher Silikatkonzentration, nachfolgend Spülen
- fluoridhaltige Dekapierung mit leichtem Angriff auf die Legierung und minimalem Abtrag, nachfolgend Spülen
- Galvanisierung und ggf. weitere Schichtfolge
1) Anmerkung: gemäß anderer Quellen ist auch eine anodische Entfettung möglich (www.interzinc.org; abgerufen 08.02.2016; auch [4])
Die Wahl der richtigen Dekapierung ist von großer Bedeutung und hängt von der Legierungszusammensetzung ab. Fluoride werden für Pb- und Si-haltige Materialien empfohlen; ansonsten genügt eine verdünnte Schwefelsäure [SCH1982]. Keinesfalls sollten in den Vorbehandlungsmedien Buntmetalle gelöst sein, da edlere Metalle als Zink die Oberfläche durch Zementation verunreinigen.
Für dekorative Bauteile besteht eine typische Schichtfolge aus
- Kupfer (cyanidisch)
- Kupfer (sauer)
- Halbglanz-Nickel
- Glanznickel, ggf. Alternativen wie z. B. Satin-Nickel oder Perlglanz-Nickel
- Chrom
Die Unterschichtungen dienen einer guten Haftfestigkeit, zur Einebnung und zur Optimierung des Korrosionsschutzes, während mit den Deckschichten der optische Eindruck vermittelt wird. Rein funktionale Zinkdruckguss-Bauteile werden nicht galvanisiert, sondern direkt passiviert, je nach Anspruch an die Optik und den Korrosionsschutz erfolgt noch eine Verzinkung mit anschließender Passivierung. Dadurch ist die Angleichung des Aussehens an kombiniert verbaute verzinkte Stahlteile möglich.
Zielsetzung und Vorgehensweise
Das Ziel des Vorhabens bestand in der Untersuchung der verschiedenen Prozesse im Vorfeld der galvanischen Beschichtung von Zinkdruckguss, einschließlich des Gießprozesses bei der Herstellung sowie nachgelagerter Behandlungsschritte und Alterungsvorgänge, um optimierte Prozessanweisungen abzuleiten und den komplexen und fehleranfälligen Gesamtprozess robuster zu gestalten. Die Legierungsauswahl erfolgte in Absprache mit dem Projektbegleitenden Ausschuss, in dem eine Reihe von Gussherstellern und Betrieben aus der Galvano- und Oberflächentechnik vertreten waren. Die Untersuchungen beinhalteten neben der Variation von Gießparametern die Anwendung von Trennmitteln und Variationen der mechanischen und chemischen Vorbehandlung. Im Fokus der Untersuchungen sollte die Wechselwirkung zwischen den Alterungsvorgängen und der Beschichtbarkeit stehen. Durch das Einbeziehen neuester, cyanidfreier Elektrolytentwicklungen wurde die galvanische Schichtfolge bewusst kritisch geführt, um in der umfassenden Charakterisierung (Korrosion, Haftung, Defekte) die Robustheit einer optimierten Vorbehandlung zu prüfen.
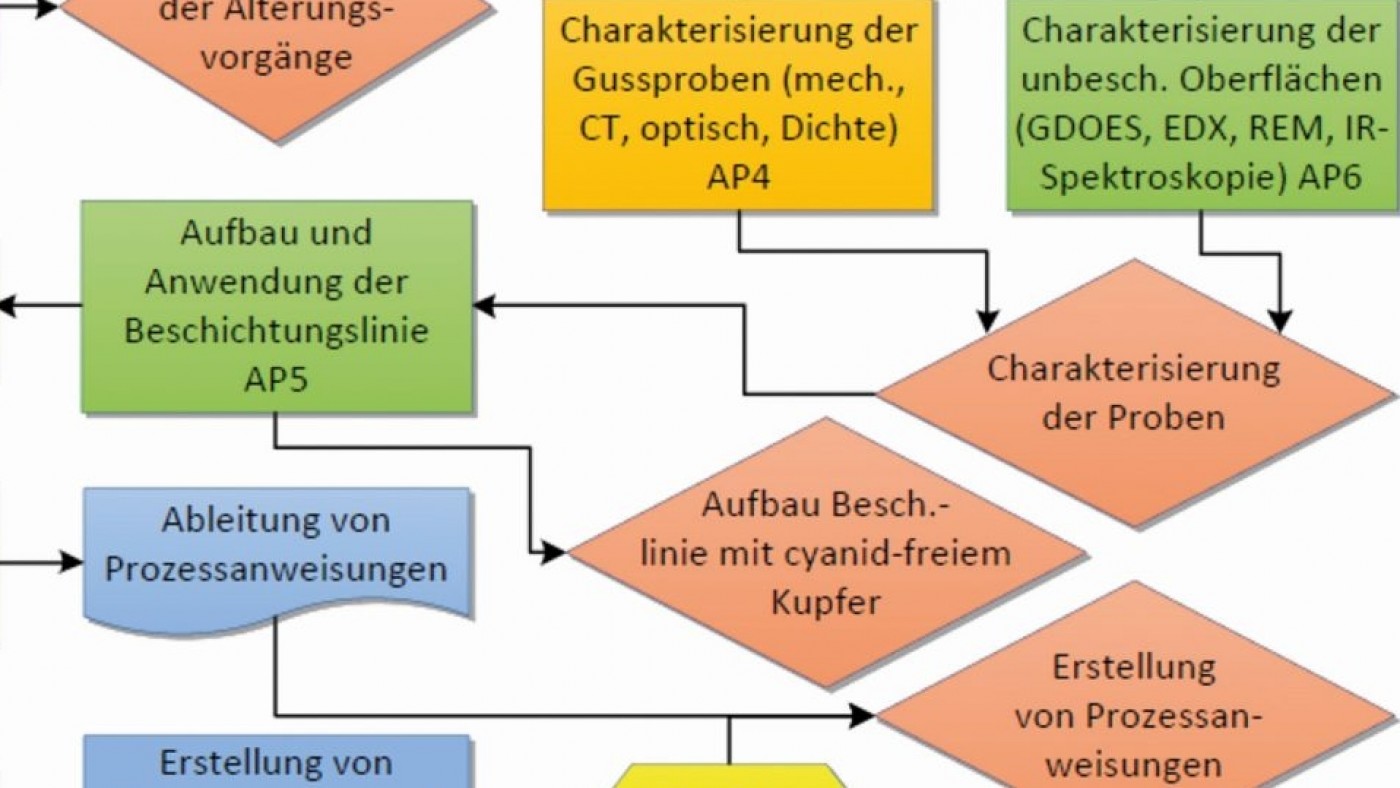
 Abb. 1: Projektmanagement-Plan mit Ablauf-Koordination zur Verdeutlichung der Wechselwirkungen der Arbeitspakete
Abb. 1: Projektmanagement-Plan mit Ablauf-Koordination zur Verdeutlichung der Wechselwirkungen der Arbeitspakete
Als wichtige Gießparameter wurden die Wandstärke des Bauteils, die Formtemperatur und die Anschnittgeschwindigkeit variiert. Schwankungen der Formtemperatur können sich stark auf die Bildung der Gusshaut auswirken, vor allem auf die Bildung von Kaltfließstellen und Porositäten (Gaseinschlüsse und Lunker). Die Untersuchungen beinhalteten neben der Variation von Gießparametern auch die Anwendung verschiedener Trennmittel. Der Einfluss des Trennmittels auf die Beschichtbarkeit und deren mögliche Wechselwirkungen mit den Stoffen der Galvanik wurde bislang nicht untersucht. Ebenso können Wanddicke und Gießbedingungen einen erheblichen Einfluss auf oberflächennah eingeschlossene Gase nehmen, welche wiederum zu Ausschuss führen können. Weitere Einflussfaktoren stellen Nachbehandlungen der Bauteile wie Strahlen, Gleitschleifen, thermisches Entgraten, sowie Schleifen und Polieren dar. Hierbei wurde untersucht, inwiefern die Nachbehandlung die Oberfläche verändert und damit die anschließende Beschichtung beeinflusst.
 Abb. 2: Feldzuordnung der GussprobenoberflächeFür eine präzise zeitliche Abstimmung der gesamten Prozesskette zur störungsfreien Oberflächenbeschichtung arbeiteten die beiden Forschungsstellen, die Gießereitechnologie an der HTW Aalen sowie die Abt. Galvanotechnik des fem in Schwäbisch Gmünd, eng zusammen und untersuchten die komplexen Zu-sammenhänge, um eine optimale Prozessbeschreibung für eine sichere Produktion mit höchster Qualität abzuleiten. Die Vorgehensweise folgte dem Schema in Abbildung 1.
Abb. 2: Feldzuordnung der GussprobenoberflächeFür eine präzise zeitliche Abstimmung der gesamten Prozesskette zur störungsfreien Oberflächenbeschichtung arbeiteten die beiden Forschungsstellen, die Gießereitechnologie an der HTW Aalen sowie die Abt. Galvanotechnik des fem in Schwäbisch Gmünd, eng zusammen und untersuchten die komplexen Zu-sammenhänge, um eine optimale Prozessbeschreibung für eine sichere Produktion mit höchster Qualität abzuleiten. Die Vorgehensweise folgte dem Schema in Abbildung 1.| 1 | Entfetter SLOTOCLEAN AK 340 (T: 65 °C, t: 15 min.) |
| 2 | Fließspüle Stadtwasser (1 min.), Fließspüle entionisiertes Wasser (15s) |
| 3 |
Kathodische Entfettung:
elektrolytischer Entfetter SLOTOCLEAN EL 130 (T: 50 °C, t: 30 s, i: 4 A/dm2)
oder bzw. alternativ
anodische Entfettung:
elektrolytischer Entfetter SLOTOCLEAN EL 130 (T: 30 °C, t: 15 s, i: 1,5 A/dm2) |
| 4 | Fließspüle Stadtwasser (1 min.), Fließspüle entionisiertes Wasser (15 s) |
| 5 | Aktivierung SLOTOCLEAN DECASEL 5 (T: 30 °C, t: 15 s) |
| 6 | Fließspüle Stadtwasser (1 min.), Fließspüle entionisiertes Wasser (15 s) |
| 7 |
Cyanidischer Kupferelektrolyt CUPRUM 10 (T: 60 °C, t: 15 min., i: 3 A/dm2)
bzw. alternativ
ein cyanidfreier Cu-Elektrolyt CUPA SANCY HE3, Fa. Chemopur H. Brand GmbH (T: 45 °C, t: 60 min., i: 1 A/dm2) |
| 8 | Fließspüle Stadtwasser (1 min.), Fließspüle entionisiertes Wasser (15 s) |
| 9 | Nickelelektrolyt Nickelsulfamatbad MS (T: 50 °C, t: 15 min., i: 5 A/dm2) |
| 10 | Fließspüle Stadtwasser (1 min.), Fließspüle entionisiertes Wasser (15 s) |










