Beim diesem vorwiegend in der Industrie angewendeten Tauchbeschichtungsverfahren werden plane Substrate prozessbedingt von beiden Seiten beschichtet. Dies ist bei der genannten Produktgruppe von Nachteil, da eine einseitige Beschichtung sowie unterschiedliche Schichttypen auf den einzelnen Oberflächen benötigt werden. Einen erfolgversprechenden Ansatz zur effizienten einseitigen optischen Funktionalisierung bietet der Auftrag einer Beschichtungslösung mittels Schlitzdüse. Auf unbehandelten Glas- und vorteilhafterweise auch auf Kunststoffoberflächen konnten mit dieser Technik im Rahmen eines Entwicklungsprojektes optisch homogene Schichten abgeschieden werden. Durch eine Kombination mit weiteren atmosphärischen Technologien ist es gelungen, auf den polymerbasierten Oberflächen die Schichthaftung signifikant zu steigern.
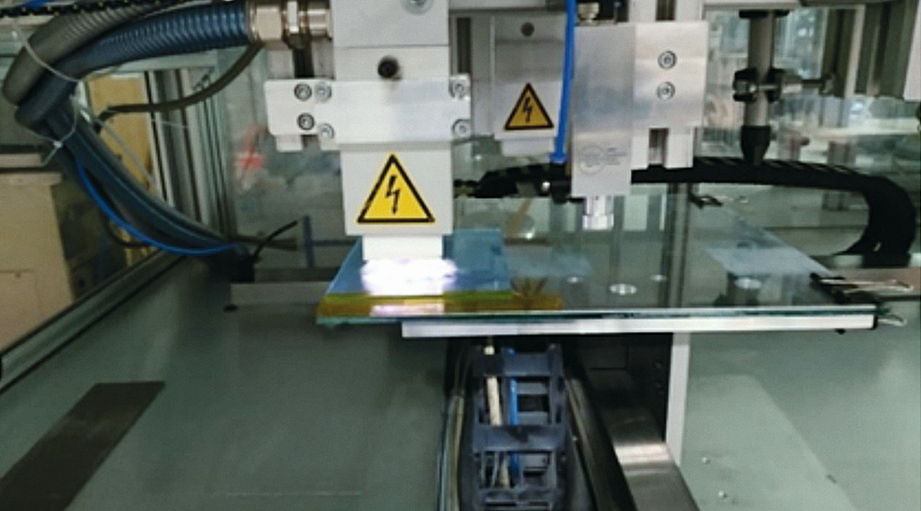
Abb. 2: Links) Plasma-Vorbehandlung von PMMA-Plattenmaterial mit Tigres T-Jet; rechts) Pyrosil-Vorbehandlung
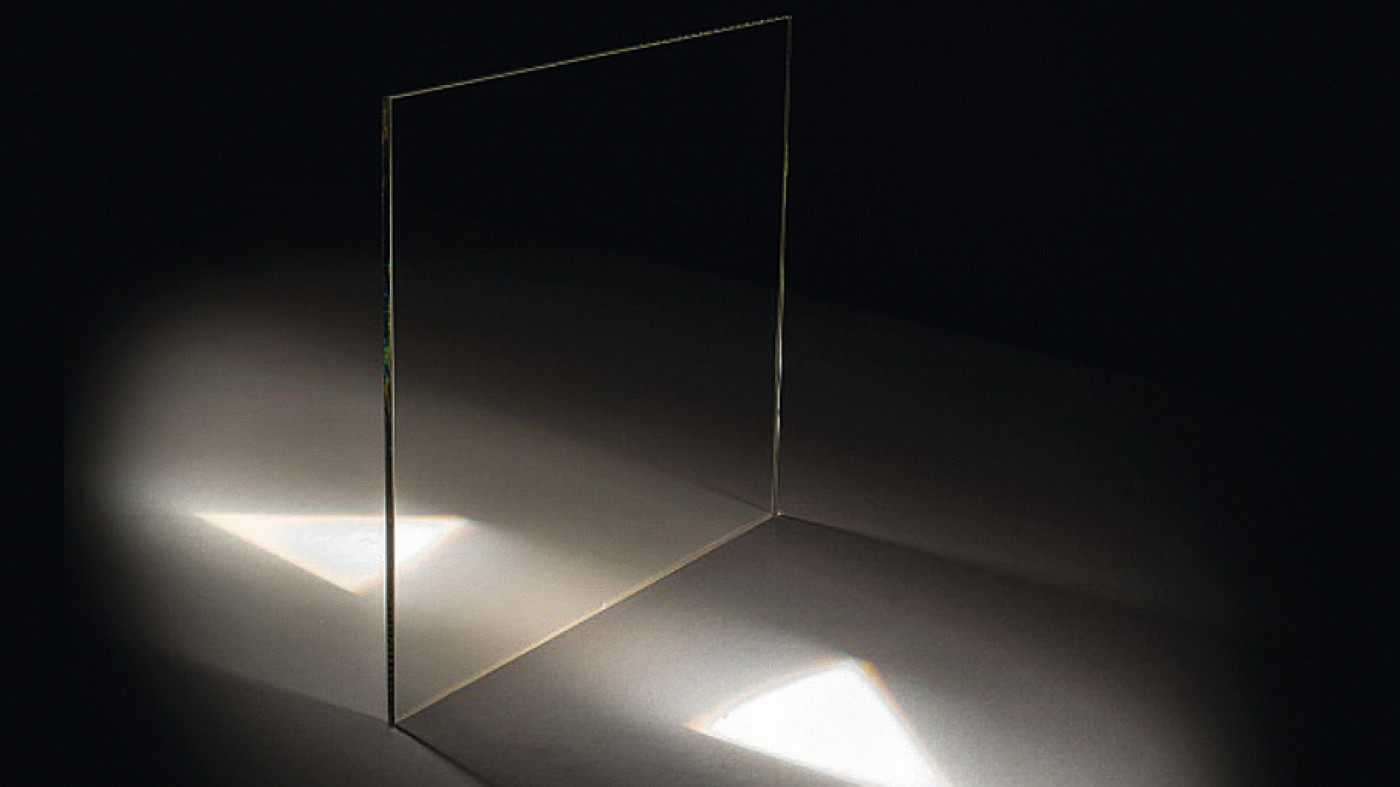
Optische Beschichtung als letzter Fertigungsschritt
Die Mainzer Firma Glas-Plus Beschichtungs GmbH & Co. KG bietet in ihrem Produktportfolio unter anderem mit Interferenzschichten beschichtete Gläser an, die für einen bestimmten Wellenlängenbereich des Lichts transparent sind, den restlichen Anteil jedoch reflektieren (sog. dichroitische Filter). Die Farbwirkung dieser Filterschichten ist abhängig vom Einfallswinkel des auftreffenden Lichts und sowie dem Blickwinkel des Betrachters. Solche optischen Filterschichten auf Glas, z. B. Strahlteiler (Abb. 1) oder reflektierende Farbfilter, werden nach dem Stand der Technik mit Hilfe von Vakuumprozessen (Sputtern / Verdampfen) aufgebracht. Als atmosphärendruckbasierte Alternative dazu bietet sich das Sol-Gel-Verfahren an. Die Beschichtungslösung (Sol) kann dabei mit verschiedenen Verfahren aufgebracht werden. Aufgrund der unzureichenden Schichtqualität beim Sprühauftrag des Sols findet bei der Herstellung von optisch anspruchsvollen Schichten bevorzugt das Tauchbeschichtungsverfahren Anwendung. Dabei erfolgt prozessbedingt eine beidseitige Beschichtung des Substrates. Für eine einseitige Beschichtung ist eine Maskierung der Substrat-Rückseiten mit Schutzlack oder Folie bzw. nach der Temperung (T > 450 °C) die Entfernung der Schichten von der Rückseite mit einem Ätzverfahren notwendig.


Abb. 3: Schlitzdüsenbeschichtung von PMMA-Plattenmaterial mit Titan-Sol
 und verklebte Probe (rechts)") Abb. 4: Prinzip des Stempelabriss- Tests (links) und verklebte Probe (rechts) Beide Methoden sind aufwändig und erzeugen einen deutlich erhöhten Ausschuss. Zudem ist der notwendige Entschichtungsvorgang auf großen Flächen technisch schwierig umsetzbar. Alternativ kann eine Verklebung zweier Glassubstrate an den Rückseiten durchgeführt werden. Aufgrund der bei Mehrschichtsystemen erforderlichen wiederholten Klebevorgänge (ein Klebevorgang pro Schicht) gestaltet sich auch dieses Verfahren wirtschaftlich wenig zielführend. Darüber hinaus bewegt sich der aktuelle Markt im Bereich optischer Beschichtungen zunehmend sowohl für eine voll- als auch teilflächige Funktionalisierung in Richtung der Endformatbeschichtung. Immer kleinere optische Bauteile, wie Vorsatzfilter für Optiken und selbst gewölbte Oberflächen, werden erst nach Zuschnitt, Kanten- und Oberflächenfinish beschichtet und eingebaut. Eine Tauchbeschichtung erlaubt jedoch nur das Beschichten von Rohformaten, welche erst nach dem Schichteinbrand zugeschnitten und kantenbearbeitet werden. Zahlreiche optische Funktionalisierungen verlangen zudem partiell aufgetragene Mehrschichtdesigns, auch auf gewölbten Geometrien. Stark gewölbte oder kugelförmige Bauteile können mit dem Tauchverfahren ebenfalls nicht beschichtet werden, da sich aufgrund der Wölbung während des Austauchvorgangs die Ziehgeschwindigkeit an der Substratoberfläche lokal stark ändert. Dies führt zu Schichtdickenschwankungen und damit verbundenen Farb- und Funktionsschwankungen des Schichtdesigns. In Summe zeigt sich, das mittels Tauchverfahren der sich verändernde Markt immer weniger bedient werden kann. Eine vielversprechende Möglichkeit zur qualitativ hochwertigen großflächigen Applikation funktioneller Sol-Gel-Schichten im Nanometerbereich bietet die Schlitzdüsentechnik. Im Folgenden soll das Potential dieser Technologie zur effizienten einseitigen optischen Funktionalisierung näher beleuchtet werden.
Abb. 4: Prinzip des Stempelabriss- Tests (links) und verklebte Probe (rechts) Beide Methoden sind aufwändig und erzeugen einen deutlich erhöhten Ausschuss. Zudem ist der notwendige Entschichtungsvorgang auf großen Flächen technisch schwierig umsetzbar. Alternativ kann eine Verklebung zweier Glassubstrate an den Rückseiten durchgeführt werden. Aufgrund der bei Mehrschichtsystemen erforderlichen wiederholten Klebevorgänge (ein Klebevorgang pro Schicht) gestaltet sich auch dieses Verfahren wirtschaftlich wenig zielführend. Darüber hinaus bewegt sich der aktuelle Markt im Bereich optischer Beschichtungen zunehmend sowohl für eine voll- als auch teilflächige Funktionalisierung in Richtung der Endformatbeschichtung. Immer kleinere optische Bauteile, wie Vorsatzfilter für Optiken und selbst gewölbte Oberflächen, werden erst nach Zuschnitt, Kanten- und Oberflächenfinish beschichtet und eingebaut. Eine Tauchbeschichtung erlaubt jedoch nur das Beschichten von Rohformaten, welche erst nach dem Schichteinbrand zugeschnitten und kantenbearbeitet werden. Zahlreiche optische Funktionalisierungen verlangen zudem partiell aufgetragene Mehrschichtdesigns, auch auf gewölbten Geometrien. Stark gewölbte oder kugelförmige Bauteile können mit dem Tauchverfahren ebenfalls nicht beschichtet werden, da sich aufgrund der Wölbung während des Austauchvorgangs die Ziehgeschwindigkeit an der Substratoberfläche lokal stark ändert. Dies führt zu Schichtdickenschwankungen und damit verbundenen Farb- und Funktionsschwankungen des Schichtdesigns. In Summe zeigt sich, das mittels Tauchverfahren der sich verändernde Markt immer weniger bedient werden kann. Eine vielversprechende Möglichkeit zur qualitativ hochwertigen großflächigen Applikation funktioneller Sol-Gel-Schichten im Nanometerbereich bietet die Schlitzdüsentechnik. Im Folgenden soll das Potential dieser Technologie zur effizienten einseitigen optischen Funktionalisierung näher beleuchtet werden.
Material und Methoden
 Abb. 5: Glasbruch nach StempelabrissAls Substratmaterialien kamen jeweils 3 mm starke Planarproben aus Borofloatglas der Fa. Schott Glas bzw. Polymethylmethacrylat (PMMA) der Rocholl GmbH zum Einsatz. Je nach Anwendungsfall betrug die Substratgröße 10 x 15 cm bzw. 30 x 40 cm. Die Glasproben wurden vor der Schlitzdüsenbeschichtung mit Ethanol im Ultraschallbad gereinigt, mit destilliertem Wasser abgespült und bei Raumtemperatur getrocknet. Im Fall der PMMA-Proben wurde in Vorbereitung des Sol-Auftrags die werkseitig aufgebrachte Schutzfolie entfernt.
Abb. 5: Glasbruch nach StempelabrissAls Substratmaterialien kamen jeweils 3 mm starke Planarproben aus Borofloatglas der Fa. Schott Glas bzw. Polymethylmethacrylat (PMMA) der Rocholl GmbH zum Einsatz. Je nach Anwendungsfall betrug die Substratgröße 10 x 15 cm bzw. 30 x 40 cm. Die Glasproben wurden vor der Schlitzdüsenbeschichtung mit Ethanol im Ultraschallbad gereinigt, mit destilliertem Wasser abgespült und bei Raumtemperatur getrocknet. Im Fall der PMMA-Proben wurde in Vorbereitung des Sol-Auftrags die werkseitig aufgebrachte Schutzfolie entfernt.
Mit dem Ziel der Haftungsverbesserung fanden unter Einsatz ausgewählter atmosphärendruckbasierter Plasma- und Beflammungsverfahren verschiedene Versuche zur Vorbehandlung der PMMA-Oberflächen statt. Neben einem T-Jet-Plasma-System der Firma Tigres kam zur Beflammung eine Pyrosil-Anlage zum Einsatz (Abb. 2). Die PMMA-Oberflächen wurden während der Behandlung mäanderförmig mit der Plasmadüse abgefahren, die Leistung des Plasmabrenners betrug dabei konstant bei 360 W. Mit Hilfe eines x-y-Verfahrtisches wurde das Substrat unterhalb der Austrittsöffnung der Plasmadüse zudem mit Geschwindigkeiten zwischen 25 mm/s und 200 mm/s bewegt.
Als Beschichtungslösungen kamen zwei firmeninterne Titan- sowie ein Silicium-Sol der Glas-Plus Beschichtungs GmbH und Co. KG zum Einsatz. Der Sol-Auftrag erfolgte mit einer Schlitzdüse der Firma Mitsubishi. Abbildung 3 zeigt exemplarisch den Beschichtungsvorgang einer PMMA-Oberfläche mit einem der Titan-Sole. Im Anschluss an die nasschemische Schichtabscheidung wurden die Glasproben für 30 Minuten bei 480 °C, die PMMA-Proben über Nacht bei 80 °C getempert.
Im Anschluss daran erfolgten Untersuchungen zur Schichthaftung sowie eine Bewertung der spektralen Eigenschaften. Das Transmissions- / Reflexionsverhalten der Proben wurde hierzu mit einem Diodenspekrometer der Fa. Tec5 bestimmt. Zur Bewertung der Schichthomogenität entlang der 30 cm x 40 cm großen Proben wurden die Messungen an ausgewählten Stellen auf der Probe durchgeführt. Zur Beurteilung der Schichthaftung erfolgten Stempelabrissprüfungen (vgl. Abb. 4) mit einer Universalprüfmaschine Inspect table der Fa. Hegewald & Peschke Meß- und Prüftechnik GmbH. Dazu werden zunächst mit einem geeigneten Klebstoff Metallstempel auf die beschichteten Oberflächen geklebt. Dieser wird dann im Zugversuch von der Probe getrennt und die Zugfestigkeiten bestimmt. Die Schichten wurden hierbei entweder zusammen mit dem Metallstempel vom Untergrund abgetrennt (Adhäsionsbruch) oder in sich zerstört (Kohäsionsbruch). Waren die aufgebrachten Zugkräfte größer als die Festigkeit des Substratmaterials kam es zum Bruch des Materials (Abb. 5).
Ergebnisse und Diskussion
Sowohl auf den eingesetzten Glas- als auch auf den PMMA-Proben konnten mit Hilfe des Schlitzdüsenauftrags optisch homogene Schichten abgeschieden werden. Abbildung 6 und 7 zeigen dazu exemplarische Transmissions- / Reflexionsmesskurven auf Glas bzw. PMMA.
 Abb. 6: Ausgewählte Transmissions-/Reflexionsmesswerte einer einseitig mit Titanbutylat-Sol schlitzdüsenbeschichteten Borofloatglas-Probe
Abb. 6: Ausgewählte Transmissions-/Reflexionsmesswerte einer einseitig mit Titanbutylat-Sol schlitzdüsenbeschichteten Borofloatglas-Probe
 Abb. 7: Ausgewählte Transmissions-/Reflexionsmesswerte einer einseitig mit Titanbutylat-Sol schlitzdüsenbeschichteten PMMA- Probe
Abb. 7: Ausgewählte Transmissions-/Reflexionsmesswerte einer einseitig mit Titanbutylat-Sol schlitzdüsenbeschichteten PMMA- Probe
Die Auswertung der Zugversuche auf Borofloatglas bestätigt eine sehr gute Schichthaftung aufgrund von hohen Zugfestigkeiten und Glasbruch beim Stempelabriss (Abb. 8).
 Abb. 8: Stempelabriss-Versuche schlitzdüsenbeschichteter Borofloatglasproben
Abb. 8: Stempelabriss-Versuche schlitzdüsenbeschichteter Borofloatglasproben
 Abb. 9: Stempelabriss-Versuche mit Titanethylatsol beschichteter PMMA-Proben in Abhängigkeit von der Oberflächenvorbehandlung
Abb. 9: Stempelabriss-Versuche mit Titanethylatsol beschichteter PMMA-Proben in Abhängigkeit von der Oberflächenvorbehandlung
Die Haftung der Sol-Gel-Schichten auf PMMA war erwartungsgemäß geringer (Abb. 9). Allerdings ist ein deutlicher Einfluss der Vorbehandlungsverfahren auf die Haftung erkennbar. Vor allem das Gas/Luft-Verhältnis bei den beflammten Proben und die Verfahrgeschwindigkeit des Plasmabrenners hatten einen signifikanten Einfluss auf die Haftwerte. Die höchsten Zugfestigkeiten konnten mittels Atmosphärenplasmavorbehandlung erreicht werden. Im Vergleich zu PMMA ohne Vorbehandlung wurde die Haftfestigkeit mehr als verdoppelt.
Fazit und Ausblick:
Im Rahmen unserer Arbeiten ist es gelungen, sowohl auf Glas- als auch auf PMMA-Oberflächen ausgewählte Sol-Gel-Schichten einseitig, schnell und sparsam in der erforderlichen optischen Qualität aufzubringen. Sowohl in Bezug auf Schichthaftung als auch auf die Transmissions-/Reflexionseigenschaften konnte eine mit tauchbeschichteten Produkten vergleichbar gute Qualität erzielt werden. Mit Hilfe eines atmosphärendruckbasierten Vorbehandlungsverfahrens konnte zudem die Schichthaftung auf den planen PMMA-Oberflächen signifikant gesteigert werden.
Mit Hilfe der entwickelten Beschichtungstechnologie soll in einem weiteren Schritt eine Schicht bzw. ein Schichtsystem auf ein geeignetes Trägermaterial (Tranfersfolie) aufgebracht werden, mit welchem ein Schichtübertrag sowohl auf planare als auch dreidimensionale Oberflächen möglich ist. Damit soll zukünftig der Markt im Bereich der optischen Schichtfilter effizient bedient werden können. Erste Versuche dazu konnten erfolgreich durchgeführt werden.
Im Fall invers übertragener Schichten (Auflegen der Transferfolie mit der sol-gel-beschichteten Seite auf der Glasoberfläche) konnte sowohl eine ausgezeichnete Haftung als auch eine sehr gute Abrasionsbeständigkeit der Schichten auf Glas festgestellt werden. Die nach dem Übertrag erzielte optische Schichtqualität konnte die hohen Anforderungen jedoch bisher nicht vollumfänglich erfüllen. Dies soll das Ziel weiterführender Untersuchungen sein.




