
Edelstahl oder rostfreier Stahl ist bei weitem nicht so unempfindlich wie es der umgangssprachliche Name suggeriert. Edelstahloberflächen, insbesondere in Anlagen der Pharmazie, Chemie, Lebensmittelindustrie oder Medizin verlangen sowohl in Neuanlagen als auch nach längerem Einsatz besondere Aufmerksamkeit, um die für die Prozesse geforderte Oberflächengüte einzuhalten. Verschmutzungen, Fremdkörper und selbst heißes Wasser oder Reinstdampf beeinträchtigen die schützende Passivschicht (ChromoxidreicheOberfläche), der Eisenanteil der Oberfläche steigt und es bilden sich rotbraune bis schwarze Flächen aus. Dieses Rouging oder Blacking genannte Phänomen kann zu Partikelablösungen führen und die Qualität der Produkte beeinträchtigen.
Den Erhalt einer unversehrten Oberflächenschutzschicht garantiert jetzt ein patentiertes umweltfreundliches Verfahren, das die Reinigung, Derouging und Passivierung ohne Entsorgungsprobleme sicherstellt. Selbst beim Entfernen von hartnäckigen Blacking ersetzt es die aggressive Beize durch verträglichere Stoffe.
In den Industrien, in denen es auf Hygiene und Korrosionsfestigkeit ankommt, werden Edelstahloberflächen bevorzugt. Das widerstandsfähige Material trotzt Reinigungs- und Desinfektionsmitteln ebenso wie Dampfstrahlern, Heißdampf und aggressiven Reagenzien in der Anlage. Jedoch ist nicht der Edelstahl selbst inert. Ebenso wie bei eloxiertem Aluminium wird die optimale Schutzwirkung erst durch eine geschlossene, in diesem Fall chromoxidreiche Oberflächenschicht, der Passivschicht, erreicht. Diese ist leider nicht dauerhaft stabil und auch nicht von Haus aus ausreichend ausgebildet. Sie muss daher bei Neuanlagen und Umbauten oder nach längerer Nutzungsdauer neu erzeugt bzw. aufgefrischt werden. Die Spezialisten von der Ateco Tobler AG Rheinfelden in der Schweiz haben nun ihr bewährtes, umweltfreundliches Reinigungs- und Derougingverfahren mit anschließender Passivierung weiter verbessert, so dass nun auch unter Luftsauerstoff hartnäckiges Rouging entfernt werden kann. In Zusammenarbeit mit dem belgischen Unternehmen Technochim wurde ebenfalls ein patentiertes Verfahren entwickelt, mit welchem sich sogar Blacking ohne aggressive Beize entfernen lässt.
Chrom und Schutzschicht im Gleichgewicht
Inerte Oberflächen für aggressive Medien oder Hygieneanwendungen müssen möglichst glatt bearbeitet sein und eine fest haftende Oberflächenschutzschicht ausbilden. Bei Edelstahl ist dies eine chemisch inerte, chromoxidreiche Deckschicht (Passivschicht), die die darunter liegende Matrix aus Eisen und anderen Legierungsbestandteilen schützt. Jedoch steht das Chrom der Schutzschicht im dynamischen Gleichgewicht mit dem Grundmetall und den in der Anlage verarbeiteten Fluiden, so dass selbst bei reinem Wasser und Temperaturen über etwa. 40 °C der Chromgehalt in der Schicht nach und nach abnimmt und der Eisenanteil steigt. Wärme beschleunigt diesen Vorgang. Es bildet sich eine rotbraune Rouging-Schicht (Abb. 1), die aus Eisenoxiden, beim Rouging mehrheitlich aus Hämatit, also rot-braunem Eisen (II)-oxid (Fe2O3) oder beim sogenannten Blacking mehrheitlich aus Magnetit (Fe3O4) besteht (Abb. 2). Letzteres bildet sich bevorzugt bei hohen Temperaturen, also z. B. unter Einwirkung von Reinstdampf und lässt sich wegen seiner stabilen Kristallstrukturen nur sehr schwer wieder auflösen. Aus den Blacking- und Rouging-Schichten können sich Partikel lösen und den Anlageninhalt verunreinigen.
-oxid (Fe3O4, linkes Bild) das rechte Bild zeigt die betroffenen Stellen nach der Behandlung") Abb. 2: Bei höheren Temperaturen z. B. unter Reinstwasserdampf bildet sich schwer entfernbares Blacking aus Magnetit, also schwarzem Eisen (II/III)-oxid (Fe3O4, linkes Bild) das rechte Bild zeigt die betroffenen Stellen nach der Behandlung
Abb. 2: Bei höheren Temperaturen z. B. unter Reinstwasserdampf bildet sich schwer entfernbares Blacking aus Magnetit, also schwarzem Eisen (II/III)-oxid (Fe3O4, linkes Bild) das rechte Bild zeigt die betroffenen Stellen nach der Behandlung
Der Oberflächenschutz wird aber nicht nur im Betrieb abgenutzt. Auch bei Neuanlagen oder Umbauten können Öl, Fett oder mineralische und metallische Verunreinigungen die Ausbildung der Passivschicht nachhaltig stören und müssen daher unbedingt vor Inbetriebnahme entfernt werden. Konventionell wurde für diese sogenannte Erstreinigung und Passivierung bisher die komplette Anlage einschließlich aller Rohre, Behälter und Armaturen mit Lauge und/oder Säuren gereinigt, eventuelles Rouging durch Mineralsäuren abgeätzt, gespült und dann mit oxidierender Salpetersäure passiviert. Alle Stoffe müssen zertifiziert hergestellt sein und am Ende umweltgerecht entsorgt werden, da neben dem Eisen auch Anteile von Chrom und Nickel etc. durch die Säuren gelöst werden. Ateco hat dafür jetzt eine umweltfreundliche, pH-neutrale Alternative entwickelt. Dadurch müssen weder die Reagenzlösungen noch die Spülwässer aufwendig und teuer entsorgt werden, der Ablauf in eine normale Abwasserklärung reicht aus.
Umwelt- und anwenderfreundliche Behandlungen
Die einzelnen Schritte, also Reinigung, Rouging-Entfernung und Passivierung können nach Bedarf kombiniert werden, ergeben aber als Komplettpaket die besten Ergebnisse. Alle Reagenzien sind Reinchemikalien mit Zertifikat und für alle einschlägigen Zertifizierungen und Validierungen im Lebensmittel- oder Pharmabereich zugelassen. Neben den Reinigungschemikalien sind auch die Bedingungen für die Durchführung wichtig, also die Konzentration des Reinigers, die Temperatur der Lösung und die Einwirkzeit. Die entsprechenden Parameter können auf die beim Anwender vorkommenden Prozessverunreinigungen abgestimmt werden. Um auch Oberflächen großer Autoklaven, Ansatz-, Produktions- und Lagerbehälter produktionssicher zu benetzen (Abb. 3), werden statische, rotierende und auch orbitale Sprühköpfe für die Verteilung der Vorspülung, der Reinigungs-Lösung und zum Nachspülen verwendet, kleinere Anlagen können auch komplett geflutet werden. Die in der pharmazeutischen Industrie zugelassenen Dichtungsmaterialien sind gegenüber der Reinigungslösung beständig und müssen in der Regel nicht ersetzt werden. Die Chemikalien für Reinigung, Derouging und Passivierung gibt es in Konzentratform, um die jeweils passende Lösung anzusetzen. Auf Wunsch übernimmt der Schweizer Anbieter auch die komplette Reinigung der Anlage und erstellt die entsprechenden Zertifikate und Protokolle. Erfahrene Anwender können die Arbeiten aber auch in Eigenregie durchführen, die dazu notwendigen Chemikalien-Zertifikate gehören zum Lieferumfang.
 Abb. 3: Statische, rotierende und auch orbitale Sprühköpfe können alle Oberflächen, auch in großen Autoklaven, Ansatz-, Produktions- und Lagerbehältern benetzen
Abb. 3: Statische, rotierende und auch orbitale Sprühköpfe können alle Oberflächen, auch in großen Autoklaven, Ansatz-, Produktions- und Lagerbehältern benetzen
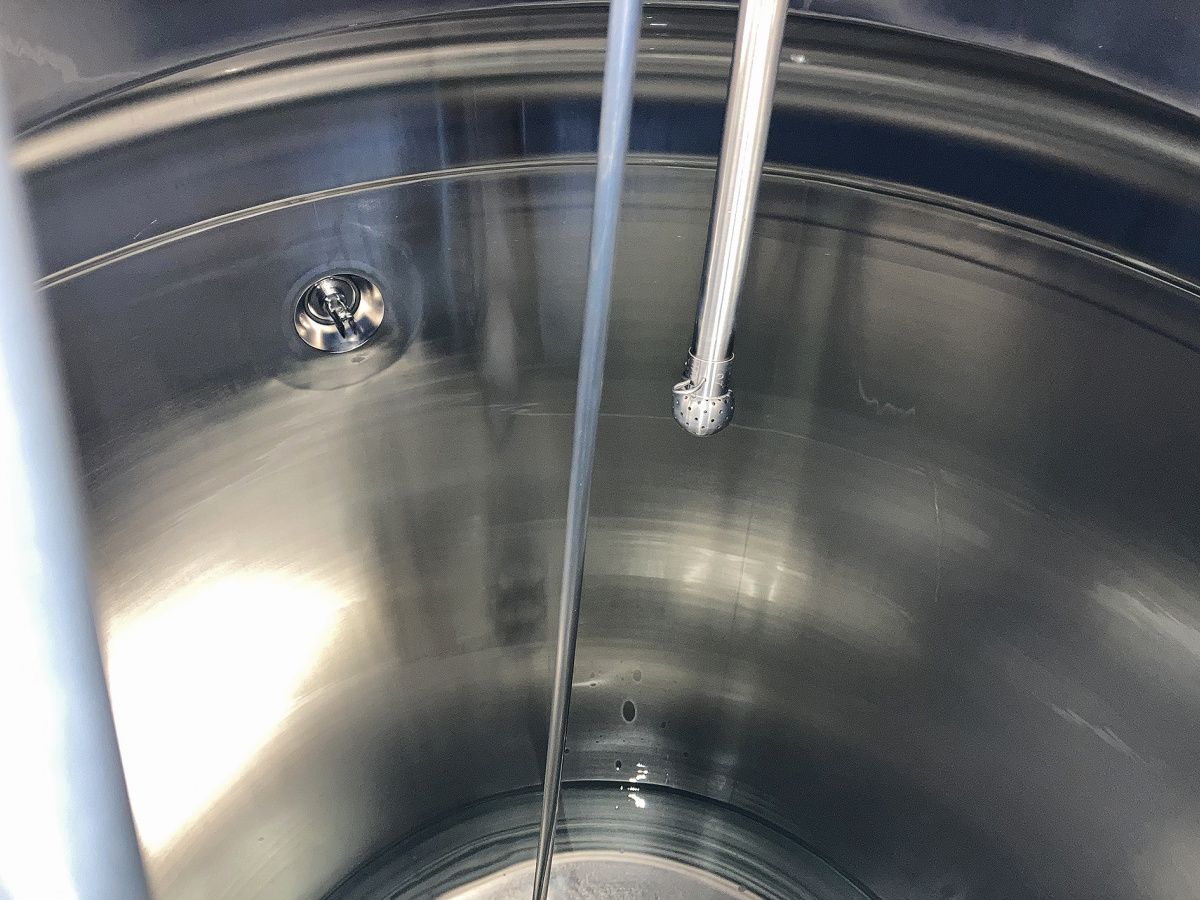
Da die umweltfreundlichen Mittel nur selektiv das Eisen aus der Rouging-Schicht entfernen, bleiben Chrom, Nickel etc. in der Werkstoffmatrix zurück und verunreinigen die gebrauchte Lösung nicht. War bei früheren Lösungen für das Derouging noch eine Inertisierung aller zu reinigenden Teile notwendig, kann mit der neuen, verbesserten Rezeptur auch in Normalatmosphäre, also unter Sauerstoffeinfluss, gearbeitet werden, die früher übliche Stickstoffspülung entfällt. Das erspart nicht nur Zeit und Kosten, sondern erschließt auch völlig neue Anwendungsbereiche. So sind nun auch große Behälter wie Sprühtrocknungstürme, Tanks oder Rührkessel (Abb. 4) leicht zu reinigen. Das Derougingset verbessert die Oberflächen selbst bei funktionsbedingt nicht oder nur schlecht inertisierbaren Anlagen und Maschinen wie z. B. Edelstahlwaschmaschinen in Labor, Krankenhäusern usw. nachhaltig. Damit kann auch in diesen Anwendungsfällen die Passivschicht wieder dem Neuzustand entsprechend hergestellt werden.
 Abb. 4: Auch große Behälter oder Edelstahlwaschmaschinen lassen sich nun ohne Inertisierung reinigen
Abb. 4: Auch große Behälter oder Edelstahlwaschmaschinen lassen sich nun ohne Inertisierung reinigen
Die umweltfreundliche und zeitsparende neue Derougingmethode bietet eine zertifizierte Möglichkeit, in Eigenregie oder als Komplettpaket alle Edelstahloberflächen zu reinigen und neu zu passivieren. Die saubere Oberfläche verbessert die Sicherheit im Produktionsprozess signifikant, Qualitätsproblemen wird vorgebeugt.
Kraftvoll gegen Eisenoxid
 Abb. 5: Beim Derouging mit Dirupure wird Wasser für die Reinigung in einem externen Tank auf die benötigte Temperatur aufgeheizt, die flüssigen bzw. festen Komponenten hinzugegeben und aufgelöst
Abb. 5: Beim Derouging mit Dirupure wird Wasser für die Reinigung in einem externen Tank auf die benötigte Temperatur aufgeheizt, die flüssigen bzw. festen Komponenten hinzugegeben und aufgelöst
Als Anti-Rougingmittel sind umweltfreundliche Lösungen bereits eine gute Alternative. Gegen die veränderte Kristallstruktur beim Blacking konnten sie bislang jedoch wenig ausrichten. In solchen Fällen blieb nur Beizen mit aggressiven Chemikalien als Mittel der Wahl. Mit dem neuen Dirupure LIQ +P in Verbindung mit Sodex LIQ +P und Technopass LIQ +P ist das nun Geschichte. Das dreistufige Verfahren kann selbst die hartnäckigsten Rouging/Blacking-Schichten vollständig entfernen. Bei einem Derouging mit Dirupure wird Wasser für die Reinigung zum Beispiel in einem externen Tank auf die benötigte Temperatur aufgeheizt, die flüssigen bzw. festen Komponenten werden hinzugegeben und aufgelöst (Abb. 5). Die Temperatur der Reinigungslösung muss über die gesamte Prozessdauer, maximal zwei Stunden, konstant gehalten werden. Für das Deblacking werden nach dem Reinigen mit Sodex-Lösung im zweiten Schritt die Dirupure-Chemikalien ebenfalls extern vorgelöst und erwärmt. Nach mindestens 90 Minuten unter ständigem Umwälzen ist die Oberfläche wieder sauber. Falls die Anlage keine Umwälzung erlaubt, kann man sie auch wiederholt füllen und ablassen, um den Reinigungseffekt zu erzielen. Danach wird mit Wasser gespült und mit Technopass-Lösung passiviert. Auch hier wird extern vorgemischt und dann mit ca. 120 Minuten Einwirkzeit bei rund 90 °C die Anlage neu passiviert.
Alle Fotos: Ateco
ZUR INFO
Ateco auf einen Blick
Die Ateco Tobler AG ist seit 2004 auf dem Gebiet der Reinstmedien tätig. Mit umfangreicher Erfahrung bei der Planung, Qualifizierung und Validierung von Reinstmediensystemen und dem Know-how bei der Behandlung von hochwertigen Edelstahloberflächen bietet sie Beratung bei der Entfernung von Rouging und bei Verfahren der Passivierung. Die Durchführung der Aufträge bei gleichzeitiger Dokumentation der ausgeführten Arbeiten spart nicht nur Zeit und Geld, sondern gibt auch die Sicherheit, alle Normen bei komplexen Reinigungsprozessen zu beachten.
Für Selbstoperationen liefert Ateco ebenfalls hochqualitative Reinigungsprodukte. Durch den zentralen Sitz in der Schweiz ist das Unternehmen auf dem europäischen Markt flexibel und kann dem Kunden rasch und unkompliziert bei der Lösung seiner Rouging-Probleme helfen.











