Das Löten unter Vakuum bietet sich vor allem bei besonders anspruchsvollen Baugruppen bezüglich Wärmeableitung oder bei Baugruppen für die Leistungselektronik an. Durch das Vakuum werden die Voidanteile minimiert, womit eine bessere elektrische und thermische Anbindung erreicht wird. Dank der integrierten Vakuumpumpe sind mit einem Vakuumwert < 50 mbar Porenflächenanteile von unter 5 % realisierbar.
Die Leistungsdichte moderner Elektronik-Komponenten wie z. B. Leistungsmodule, Hybrid- und Multichip-Komponenten etc. nimmt kontinuierlich zu. Aus diesem Grund muss auch die Qualität der Lötverbindungen immer höheren Anforderungen genügen. Deshalb müssen Gaseinschlüsse ( Lunker, Voids) in den Lötstellen vermieden werden. Die beste Möglichkeit, diese bereits aus dem flüssigen Lot zu entfernen, ist der gezielte Einsatz von Kondensations-(Dampfphasen)Vakuumlöten. Bedingt durch die physikalischen Gesetzmäßigkeiten, die dem Kondensationslöten zugrunde liegen, ergeben sich in Kombination mit der Vakuumtechnologie äußerst stabile Prozessverhältnisse. Die Vorteile des Kondensations-Lötens sind konkret:
- der umweltfreundlicher Prozess
- reproduzierbare Löt-Prozessbedingungen
- keine Überhitzung von PCB und Komponenten
- großflächige Erwärmung der Leiterplatte, unabhängig von der Form und der Art der Bedruckung
- absolut gleichmäßige Erwärmung der Leiterstruktur
- gut reproduzierbare Temperaturverläufe
- keine Oxidationen
- kein Schutzgas erforderlich
- keine arbeitsintensiven Verfahren zur Bestimmung von gewünschten Temperatur-Profilen.
Der Kondensations-Dampf bewirkt, dass ein dünner Flüssigkeitsfilm auch in die kleinsten Öffnungen dringt. Dies führt zu zuverlässigen Lötstellen auch unter Komponenten wie BGA und FPGA.
Kondensations-Löten
Im Lötprozess in einem geschlossenen Raum wird Perflourpolyeter [1] als chemisch inerte und elektrisch neutrale Flüssigkeit auf ihren Siedepunkt erhitzt und so als Wärme-Übertragungsmedium verwendet. Bei ständigem Erhitzen entsteht über der Flüssigkeit eine gesättigte Dampfkonzentration mit derselben Temperatur wie die siedende Flüssigkeit.
Werden bestückte Leiterplatten in diesen Raum gebracht, wird der Dampf an der Oberfläche der Platine kondensieren, weil sie eine niedrigere Temperatur hat als der kondensierende Dampf. Dies entspricht vereinfacht ausgedrückt der Situation, wenn ein Brillenträger aus der Kälte kommend einen warmen Raum betritt: zuerst beschlagen die Brillengläser mit Kondenswasser-Tropfen, die dann allmählich wieder verdunsten.
Verbleibt die Leiterplatte im Dampf, so steigt ihre Temperatur so lange an, bis die gesamte Oberfläche dieselbe Temperatur wie der Dampf hat. Kondensierte Flüssigkeit wird dabei wieder in Dampf umgewandelt. Da die Lot-Legierungen eine niedrigere Schmelztemperatur haben als die Temperatur des Dampfes beginnen sie zu schmelzen. Kühlt das Medium wieder ab, erhärtet das Lot und die fertig gelöteten Leiterplatten können aus dem Prozessraum entfernt werden.
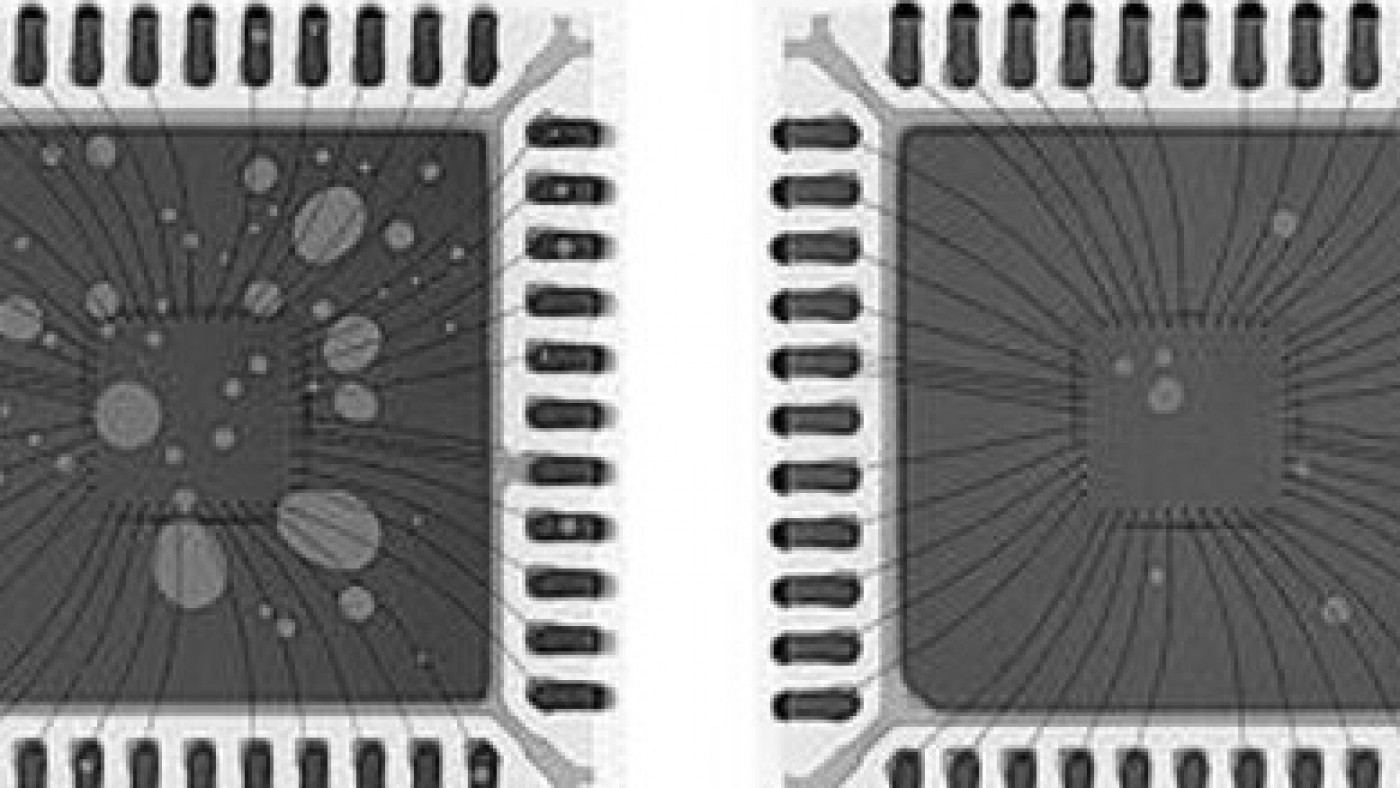
 Standard-Reflow- und Vakuum-Reflow-Prozess im Vergleich
Standard-Reflow- und Vakuum-Reflow-Prozess im Vergleich
Lunker und Voids
 Lötprofil im Kondensations-Vakuumlötprozess: Max. 240°C Spitzentemperatur; wenn Rampenprofil notwendig, Rampe zwischen 190 und 200°C, Rampendauer ca. 90 sec, Delta T in Rampe und Peak 2 bis 5°C, Temperatur im Vakuum ca 10°C über Liquidus; sofortiges Kühlen nach Ende des EvakuierensLunker, Hohlräume oder Voids sind Einschlüsse in der Lötstelle, welche beim Löten im Bereich Bauelemente-Anschlüsse entstehen. Ursachen, die zur Lunkerbildung beim Lötprozess führen, sind
Lötprofil im Kondensations-Vakuumlötprozess: Max. 240°C Spitzentemperatur; wenn Rampenprofil notwendig, Rampe zwischen 190 und 200°C, Rampendauer ca. 90 sec, Delta T in Rampe und Peak 2 bis 5°C, Temperatur im Vakuum ca 10°C über Liquidus; sofortiges Kühlen nach Ende des EvakuierensLunker, Hohlräume oder Voids sind Einschlüsse in der Lötstelle, welche beim Löten im Bereich Bauelemente-Anschlüsse entstehen. Ursachen, die zur Lunkerbildung beim Lötprozess führen, sind
- kristalline Einschlüsse von Flussmitteln
- Blasen durch Ausgasungsprozesse von Lösemitteln
- Ausgasungen von nicht polymerisierten
Photoresisten aus den Lötstopplacken - Einschlüsse von Luft unter Bauteilen als Folge
von ungeeignetem Pastendruck oder Paddesign - reaktive Gase, die bei der Beseitigung
der Oxydschichten durch Flussmittel entstehen - metallische Fehlstellen und
- Wechselwirkungen zwischen unterschiedlichen Materialien und deren Diffusionseigenschaften.
Negative Folgen von Lunkern sind reduzierte Festigkeit von Lötstellen, reduzierte Vibrationsfestigkeit, eingeschränkte Wärmeabfuhr von Bauteilen und Strukturen, Leistungseinschränkungen bei Hochfrequenzanwendungen und damit reduzierte Belastbarkeit und Lebensdauer der Baugruppe.
 Ein Flüssigkeitsfilm umschließt die Baugruppe. Geht er in die Dampfphase über, herrscht gleichmäßig und überall die vom Siedepunkt des Mediums vorgegebene TemperaturErfolgt die Abkühl- und damit Erstarrungsphase des Lots im Vakuum, können eingeschlossene Gase aus dem noch flüssigen Lot entweichen. Die Kombination von Kondensationslöten und Vakuum in einem Prozess bietet folgende Vorteile:
Ein Flüssigkeitsfilm umschließt die Baugruppe. Geht er in die Dampfphase über, herrscht gleichmäßig und überall die vom Siedepunkt des Mediums vorgegebene TemperaturErfolgt die Abkühl- und damit Erstarrungsphase des Lots im Vakuum, können eingeschlossene Gase aus dem noch flüssigen Lot entweichen. Die Kombination von Kondensationslöten und Vakuum in einem Prozess bietet folgende Vorteile:
- lunkerfreie Lötungen (Lunkeranteil
von < 15 % bis 5 %) - Flächenanbindung bis zu 99 %, verbesserte
Benetzung, besseres Ausfüllen
von Micro-Via' s und THT-Lötstellen - 100% sauerstofffreien Lötprozess
- Überhitzungen, Bauteilschäden
und Delamination können nicht auftreten.
Die maximale Temperatur bei Bleifrei-Loten kann 240 °C nicht überschreiten. Löttemperaturen von 135 °C bis 240 °C sind mit der Anlage möglich. Die Verteilung der Wärmeenergie auf der Baugruppe ist optimal. Dreidimensionale Produkte sind problemlos zu verarbeiten.
Standard Reflow Technologie
Zusammengefasst der Ablauf des Standard-Reflow-Prozesses, die er in der Grafik abgebildet ist: Die Lötpaste wird auf die Leiterplatten mittels Schablonendruckes oder Dispenser aufgetragen, bevor mit der Bestückung begonnen wird. Die bestückten Bauteile haften an der klebrigen Paste.
Das Reflow-Löten erfolgt mit Infrarotstrahlung, Vollkonvektion oder Dampfphasenlöten. Dabei können leider Lunker (Voids, Luft- und andere Gaseinschlüsse in den Lötstellen) entstehen. Geringere ,Voidraten' Lunker sind nur mit Lötprozessen realisierbar, bei denen das schmelzflüssige Lot einem Vakuum ausgesetzt wird. Die noch in der Lötstelle enthaltenen Rückstände können durch den Unterdruck leichter entweichen.
Die Dampfphasen-Vakuum Technologie
Die Kondensations-Vakuum Technologie und speziell der Einsatz des Vakuumlötprozesses bieten daher eine optimale Lösung zur größtmöglichen Reduzierung der Lunkerbildung. Beim Reflow-Löten per Vakuumdampfphase geschieht der Erhitzungsvorgang unter Luftabschluss. Dies bewirkt, dass Luft- und andere Gaseinschlüsse aus den Lötstellen verdrängt werden. Es entstehen lunkerfreie Lötungen, die Wärme optimal ableiten.
Eine Prozesskammer für Lötprozess, Vakuum und Kühlung
In der CONDENS IT LABO Void Buster findet der gesamte Reflow-Lötvakuum- und Kühlprozess in einem hermetisch abgeschlossenen Prozesskammer aus Edelstahl statt. Die maximale Baugruppengröße ist 300 x 245 mm x 40 mm. Durch die hermetisch abgeschlossenen Prozesskammern ist der ,Verdampfungsverlust' beim Löten gering, dadurch entsteht auch ein geringerer Mediumverbrauch.
Beim Kondensationslöten baut sich mit Hilfe des wärmeleitenden Mediums Galden ein Flüssigkeitsfilm auf, der die gesamte Baugruppe umgibt und verdampft. Der Dampf kondensiert solange auf der Baugruppe bis eine Löttemperatur von 240 °C erreicht ist (z. B. bei Verwendung von HS240). Das Medium Perfluorpolyether (Galden) besteht aus Kohlenstoff, Fluor und Sauerstoff.
Nach dem Lötvorgang wird erst das heiße Galden, das noch am Boden der Prozesskammer vorhanden ist, über ein Ventil abgelassen und fließt über ein Filter gesäubert aus der Prozesskammer unten im Galden-Vorratsbehälter für den Wiedergebrauch. Die Prozesskammer wird dann evakuiert. Bei der Evakuierung entsteht ein Unterdruck, der außerdem ein schnelles Trocknen des Lötguts garantiert.
Zeitgleich wird das heiße Prozessgas abgesaugt und durch einen Wärmetauscher gekühlt. Das Galden wird dabei wieder flüssig. Dies bildet kleine Tröpfchen in der aus der Prozesskammer abgesaugten Luft und anderen Gasen, u.a aus der Lötpaste.
Die Luft mit den Galden-Tröpfchen wird durch einen Zyklonenfilter geleitet und in Flüssigkeit und Gas getrennt. Die Luft verlässt die Prozesskammer über die Vakuumpumpe und das Galden kommt in Vorratsbehälter vom Zyklonenfilter.
Nach dem Evakuieren wird die Baugruppe in den Kühlprozess übergeben und Luft über ein Düsensystem in die Prozesskammer eingeblasen, um die Baugruppen vor dem eigentlichen Kühlprozess schonend auf niedrigere Temperaturen zu bringen. Die Baugruppe wird während des gesamten Prozesses nicht bewegt, braucht auch keine heiße Grundplatte oder eine extra Zusatzheizung. Während dem Evakuieren kann kein Verrutschen oder Absprengen von Bauteilen entstehen bzw. Bauteile können nicht zu heiß werden.
Prozessablauf im Detail
 Die letzte Phase des Prozessablaufs
Die letzte Phase des Prozessablaufs
In der Prozesskammer befindet sich zunächst der leere Warenträger, aber noch kein Wärme-Übertragungsmedium. Die Infrarot-Heizung ist nicht eingeschaltet. Nun wird der Deckel geöffnet, der sich an der oberen Seite der Prozesskammer befindet. Der Warenträger wird mit vorbestückten Baugruppen manuell beladen, der Deckel geschlossen. Mit der Start-Taste wird der Kondensations-Vakuumlötprozess gestartet: Die Heizung wird eingeschaltet, mit einer Pumpe (PuO) wird die benötige Menge Galden aus dem Vorratsbehälter in die Prozesskammer gepumpt. Die Prozessflüssigkeit wird bis zu ihrem Siedepunkt aufgeheizt. Der Siedepunkt ist zugleich die Prozesstemperatur. In der Dampfzone baut sich Dampf um die gesamte Baugruppe auf, kondensiert auf der Baugruppe und bildet einen geschlossenen Flüssigkeitsfilm.
Die Dampfzone stabilisiert sich auf Höhe der Baugruppe. Die Baugruppe erwärmt sich komplett bis zur Dampftemperatur. Die Kondensation stoppt dann automatisch und die Dampfzone steigt weiter an. Anschließend wird der Lötvorgang beendet. Dazu wird das Absperrventill-1 geöffnet. Das im Prozessraum enthaltene flüssig-heiße Medium fließt durch einen Filter, und damit gesäubert aus der Prozesskammer unten im Galden Vorratsbehälter. Nun wird das Absperrventill-1 geschlossen und anschließend wird die Prozesskammer wird evakuiert (ca. 10-20 Sek bei 30-50 mbar – diese Parameter sind programmierbar) – die Heizung war bei all diesen Prozessschritten noch immer eingeschaltet. Nun erst wird sie ausgeschaltet und die Phase der Kühlung beginnt. Das komplette Vakuum-Löten ist damit zu Ende und der Deckel kann geöffnet werden, um die gelöteten Baugruppen vom Warenträger zu entnehmen.
Referenzen:
[1] Perfluorpolyeter wird von der Firma Solvay Solexis unter dem Namen ‚Galden' vermarktet







