Die gewählte Lötatmosphäre beeinflusst erheblich das Auftreten oder die Vermeidung von Lötfehlern. Typische Fehlerbilder hierzu sind z. B. Lotperlen/Beading, Voiding, Whisker, Graping, Head-in-Pillow, Benetzungsstörungen und Tombstone. Die Tests erfolgten auf den als Luft- oder Stickstoffanlagen konzipierten Konvektionslötsystemen der Vision-Serie von Rehm.
Lotperlen / Beading:
Ein häufiger Fehler sind Lotperlen an zweipoligen Bauelementen, was im Amerikanischen Beading genannt wird. Beading entsteht durch unter das Bauelement geratene Lotkörner aus der Lotpaste, die beim Aufschmelzen seitlich aus dem Spalt unter dem Chip herausgequetscht werden. Bei allen untersuchten Lotpasten wurde ein geringeres Beading nach dem Reflowlöten unter Stickstoff nachgewiesen. Der Grund hierfür wird im besseren und schnelleren Zusammenschmelzen der einzelnen Lotkörner der Paste zu einem einheitlichen Lotvolumen gesehen. Da Sauerstoff in der Lotatmosphäre fehlt, kommt es nicht zur Bildung von Oxidhäuten an der Lotkornoberfläche, die ein Zusammenschmelzen behindern würden. Dadurch sinkt die Wahrscheinlichkeit, dass einzelne Lotkörner unter den Spalt des Chips gelangen können.
Voiding:
Ebenso wird die geringere Porenbildung, das Voiding, bei Flächen- und QFN-Lötungen auf die bessere Benetzung zurückgeführt. Das schnell benetzende Lot kann die beim Reflowlöten entstehenden Gase effizienter aus seinem flüssigen Volumen austreiben. Allerdings können diese Ergebnisse nicht für alle Lötstellen verallgemeinert werden.
Graping:
Bei diesem Lötfehler erscheint das aufgeschmolzene Lot wie eine Weintraube, im Englischen ‚Grape'. Obwohl Flussmitteleigenschaften ständig verbessert werden, sind die klassischen Eigenschaften wie Cold und Hot Slump bei der Reflowprofilerstellung nicht zu vernachlässigen. Nicht allein die Zeit über Liquidus und Anstiegsgradienten sind entscheidend. Die Miniaturisierung zieht auch eine kleinere Pastenkörnung nach sich. Je kleiner die Korndurchmesser werden, desto mehr müssen diese durch das Flussmittel vor Oxidation ‚geschützt' werden. Ist das schützende Flussmittel durch ‚Ausbluten' im Vorheizbereich (Hot Slump) vom Pastenkorn verschwunden, oxidiert dieses und wird danach zwar schmelzen, aber sich nicht mehr mit anderen Pastenteilen verschmelzen. Das oxidierte Lot bekommt nach dem Erstarren das Aussehen einer Weintraube. Durch die inerte Stickstoffatmosphäre wird das Prozessfenster vergrößert, aber der Einfluss des Flussmittels nicht gänzlich verhindert.
Head-in-Pillow (HiP):
Der Head-in-Pillow- oder auch Head-on-Pillow-Effekt wird durch eine Oxidschicht auf dem BGA-Ball verursacht, die ein Verschmelzen der Pastenkörner verhindert. Typischerweise wird durch Verwindung und Wölbung des BGAs und/oder der Leiterplatte eine Trennung des Pastendepots vom BGA-Ball hervorgerufen.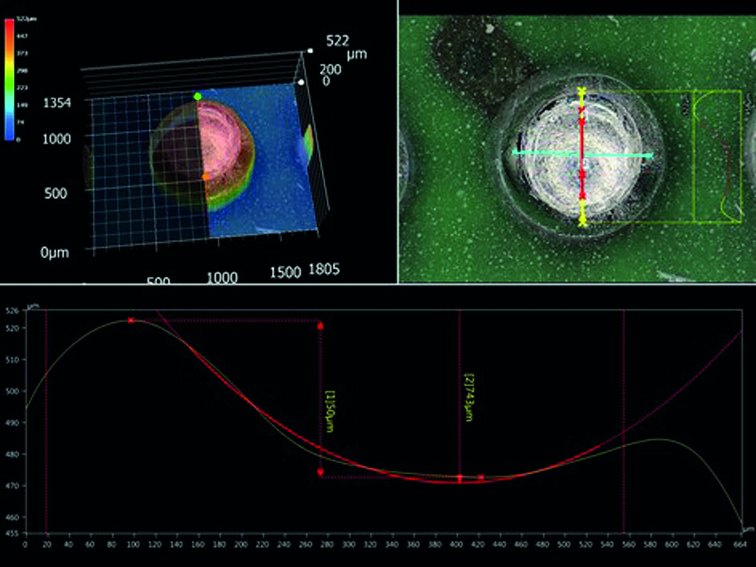 Analyse eines Head-in-Pillow-BGA-Balls
Analyse eines Head-in-Pillow-BGA-Balls
Durch die fehlende Flussmittelaktivierung bildet sich eine Oxidschicht auf dem Ball, die später das Verschmelzen mit dem Pastendepot verhindert, obwohl dieser wieder in das umgeschmolzene Pastendepot eintaucht. Da zu diesem Zeitpunkt das Flussmittel verbraucht ist, kann die Oxidschicht nicht mehr reduziert werden und es kommt keine Verbindung zustande.
Äußerlich erscheint es so, als ob der Ball wie in einem Kissen (Head-in-Pillow, HiP) oder auf einem Kissen (Head-on-Pillow) ruhen würde. Wird nun die Oxidation durch eine inerte Atmosphäre (N2 oder Dampfphase) während der Trennung verhindert, können Pastendepot und Ball ineinander verschmelzen. Eine geringe
Restaktivität durch das Flussmittel muss aber noch vorhanden sein. Phasen der Entstehung eines Tombestones
Phasen der Entstehung eines Tombestones
Benetzungsstörungen:
Die guten Benetzungsverhältnisse unter Stickstoff führen in der Regel zu einer besseren Ausbreitung des Lotes und verhindern Lötfehler durch Benetzungsdefizite der Lötoberflächen (IPC 610). Das ist bekannt, doch nicht immer werden die erwarteten besseren Lötergebnisse erreicht. Chiplötungen werden u. a. durch die Ausprägung des realisierten Meniskus charakterisiert. Dabei ist die Höhe des angestiegenen Lotes ein Qualitätsmerkmal. Unter einer Stickstoffatmosphäre kann die nachgewiesene Benetzungshöhe geringer ausfallen als unter Luft. Anders gesagt: Der nicht benetzte Bereich (Gap) nimmt zu. Ursache hierfür ist tatsächlich die bessere Lotspreitung unter Stickstoff. Da das Lot zum Benetzen des Bauelementeanschlusses gegen seine Schwerkraft arbeiten muss, ist das zu benetzende Leiterplattenpad bevorzugt; zusätzlich ist die Sphärenhöhe bei größerer Spreitung geringer. Es steht also weniger Lot zur Verfügung, das am Bauelementeanschluss aufsteigen kann.
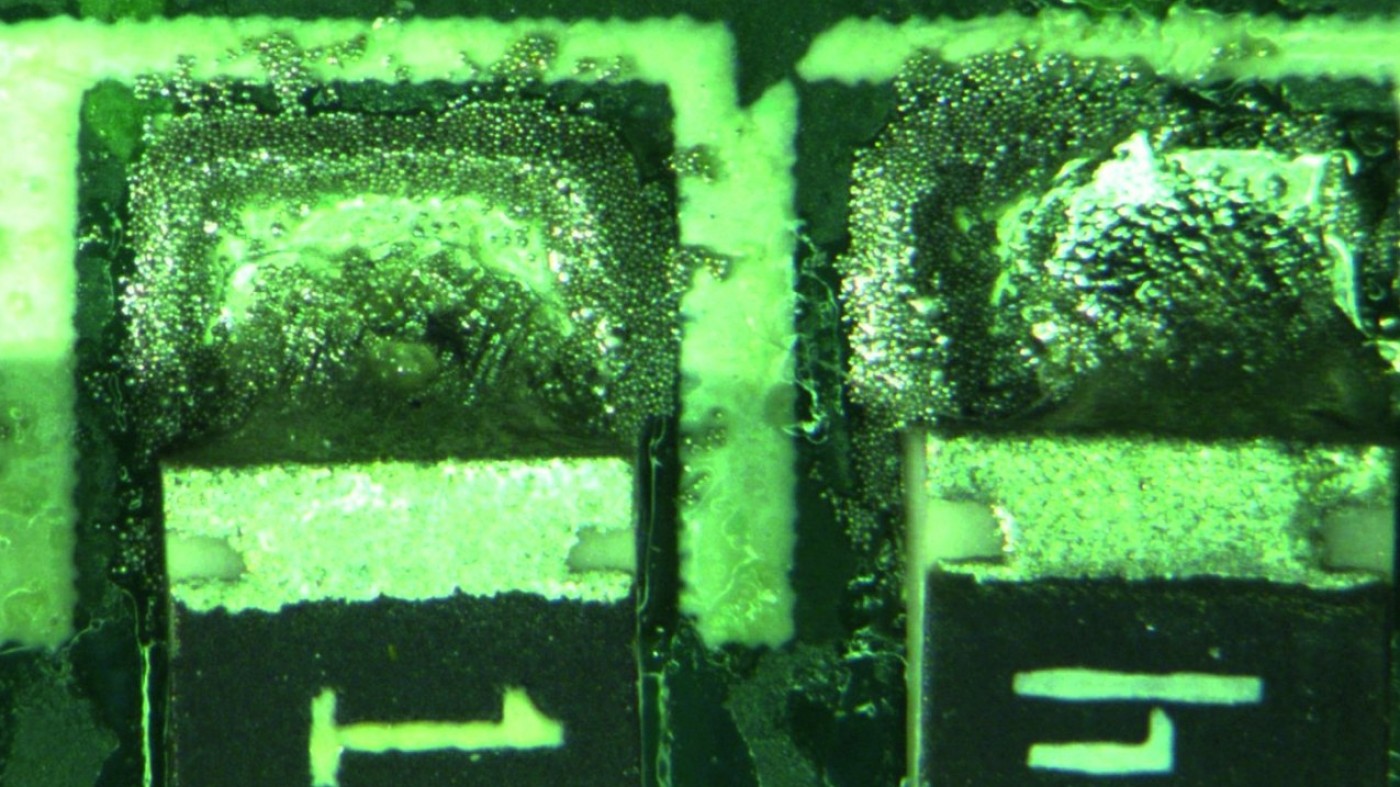
Grabsteine / Tombstones:
Tombstones (Grabsteine) entstehen durch Differenzen der Benetzungszeiten zwischen den beiden Seiten eines zweipoligen Bauteils. Schmilzt eine der Lötstellen vor der anderen auf, richten die angreifenden Benetzungskräfte und die Oberflächenspannung des flüssigen Lotes das Bauelement auf. Das zeitverzögert aufschmelzende zweite Lotdepot hat dann keine Chance mehr, den zweiten Bauteilanschluss zu benetzen. Unter einer Stickstoffatmosphäre werden oft mehr Tombstones nach dem Reflowlöten beobachtet. Die Ursache hierfür liegt wiederum in der besseren Benetzung, womit die Benetzungszeitdifferenz zwischen den beiden Bauteilanschlüssen meist größer wird. Allerdings sind auch beim Tombstoning die Wechselwirkungen mit den anderen Einflussfaktoren teilweise erheblich.











