
Dort wird vieles immer kleiner – oft einfach aus ‚Modegründen' oder aber weil es die Anwendungen erfordern: Etwa bei sogenannten ‚intelligenten' Handtelephonen, die nun auf 5G umgerüstet werden, was größere Antennen und auch dickere Batterien mit sich bringt wobei das Gerät nicht größer werden soll.
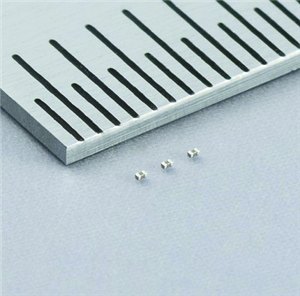 Abb. 2: GRM011R60J104M von Murata – ein mehrschichtiger Keramikkondensator mit einer maximalen Kapazität von 0,1 μF. Nennspannung von 6,3 VDC; Temperaturbereich von -55 °C bis 85 °C; Größe 0,25 x 0,125 x 0,125 mmDie besten ‚Smartphones' enthalten bis zu 1000 Bauteile, die irgendwie auf limitiertem Platz untergebracht werden müssen. Da hilft es wenn auch die Bauteile kleiner werden. Die Bauteilhersteller sehen darin eine Chance, wieder Geld zu verdienen und so kündigte Murata den Verkauf von Keramikkondensatoren [2] an, die so klein wie ein Sandkorn sind. Der Abnehmer wird sich freuen, denn jetzt kann er weitere Funktionen einbauen wie etwa das gefürchtete Scannen von Gesichtern zum Entsperren des Bildschirms, welches in Japan gelobt, für China aber verteufelt wird, oder das Ignorieren von Anrufen des geliebten Freundes, indem das Fräulein einfach abwehrend mit der Hand vor dem Gerät gestikuliert.
Abb. 2: GRM011R60J104M von Murata – ein mehrschichtiger Keramikkondensator mit einer maximalen Kapazität von 0,1 μF. Nennspannung von 6,3 VDC; Temperaturbereich von -55 °C bis 85 °C; Größe 0,25 x 0,125 x 0,125 mmDie besten ‚Smartphones' enthalten bis zu 1000 Bauteile, die irgendwie auf limitiertem Platz untergebracht werden müssen. Da hilft es wenn auch die Bauteile kleiner werden. Die Bauteilhersteller sehen darin eine Chance, wieder Geld zu verdienen und so kündigte Murata den Verkauf von Keramikkondensatoren [2] an, die so klein wie ein Sandkorn sind. Der Abnehmer wird sich freuen, denn jetzt kann er weitere Funktionen einbauen wie etwa das gefürchtete Scannen von Gesichtern zum Entsperren des Bildschirms, welches in Japan gelobt, für China aber verteufelt wird, oder das Ignorieren von Anrufen des geliebten Freundes, indem das Fräulein einfach abwehrend mit der Hand vor dem Gerät gestikuliert.
Das hat weitreichende Auswirkungen, etwa in der Produktion, wo man sich Gedanken machen muss, wie man diese Sandkörner auf die Leiterplatte bringt und wie man sie dann verlötet.
An die Bestückungsautomaten stellen solche kleinen Bauteile hohe Anforderungen. Grundlegend ist demnach bei den Maschinen ein ausnehmend stabiler Rahmen mit einem hochgenauen Antrieb. Das Bildverarbeitungssystem sollte in der Lage sein, die Bauteile mit unterschiedlichen Lichtqualitäten zu beleuchten, um Unterschiede bei den Komponentenlieferanten zu berücksichtigen. Eine integrierte Durchflusserkennung der Saugluft sollte Teil der Pneumatik im Bestückkopf sein, damit die Anwesenheit des Bauteils von der Aufnahme bis zur Bestückung überwacht wird. Bestimmte weitere Funktionen sind wünschenswert, wie etwa eine adaptive Pick-Steuerung und das automatische Erkennen von individuellen Zufuhrarten. Wird obendrein auch noch die Dicke der Chips erkannt und mittels CCD-Kamera vermessen, kann das Aufsetzen genauer gesteuert und somit die Ausbeute bei der Bestückung verbessert werden.
0,125 mm entspricht 125 µm. Schaut man sich die Korngröße der Metallpartikel in Lotpasten an – laut Klassifizierung der beschaulichen IPC – dann machen im schlimmsten Fall bereits zwei Körner der Klasse 3 die Dicke des Bauteils aus. Das ergibt einen wirklich unhaltbaren Zustand beim Drucken (Tab. 1).
Die Konsequenz ist also zu Pasten mit geringerer Korngröße überzugehen (Tab. 2). Pastentyp ,5' oder gar ,6' werden inzwischen angeboten, haben aber gewisse Nachteile, wie etwa einen erhöhten Anteil an Metalloxiden, da sich die Gesamtoberfläche, die dem Sauerstoff geboten wird, durch die kleineren Kugeln stark vergrößert. Beim Schritt von der IPC Klasse ,3' zur Klasse ,5' verdoppelt sich in etwa die Metalloberfläche, zur Klasse ,6' ist es bereits mehr als das Dreifache (Tab. 3).
Tab. 1: Spezifikation der Lotkorngrößen laut IPC J-STD-005A
|
IPC Typ |
Weniger als 0,5 %, mehr als (mm) |
10 % max. zwischen (mm) |
80 % min. zwischen (mm) |
10 % max. weniger als (mm) |
|
3 |
60 |
45 - 60 |
25 - 45 |
25 |
|
4 |
50 |
38 - 50 |
20 - 38 |
20 |
|
5 |
40 |
25 - 40 |
15 - 25 |
15 |
|
6 |
25 |
15 - 25 |
5 - 15 |
5 |
Tab. 2: 5-Korn Regel für Öffnungen in einer Schablone
|
Pastentyp (Laut IPC) |
Größenbereich der Körnung in µm (80 %) |
Minimale Größe der Öffnung in mm |
|
3 |
25 – 45 |
0,2286 |
|
4 |
20 – 38 |
0,1905 |
|
5 |
15 – 25 |
0,1270 |
|
6 |
5 – 15 |
0,0762 |
Tab. 3: Faustregel – 5 Körner füllen die Breite der Öffnung
|
IPC Typ |
Mittlere Fläche von 1 kg (m2) |
Normalisierter Bereich |
|
T3 |
22,9 |
1,00 |
|
T4 |
27,7 |
1,21 |
|
T5 |
40,2 |
1,75 |
|
T6 |
80,3 |
3,50 |
Obgleich bei der Herstellung der Puder inerte Gase eingesetzt werden, ist bei der Weiterverarbeitung eine Oxidation nicht völlig auszuschließen. Der Pastenhersteller versucht dem mit den verschiedensten Säuren und Chemikalien entgegen zu wirken, was einerseits hilfreich ist. Andererseits werden die Rückstände nach dem Löten vermehrt, was inzwischen eine nachträgliche Reinigung für kritische Produkte fast stets erforderlich macht.
Dabei sollte man nicht übersehen, dass auch während des Lötens die Oxidation stattfindet und das schneller als bei niedrigeren Temperaturen. Der ‚Kopfkissenfehler' (‚Head-in-Pillow') oder vermehrte Lotperlen sowie ‚graping' – also das Aussehen wie bei Weintrauben – bietet dafür einen prägnanten Beweis.
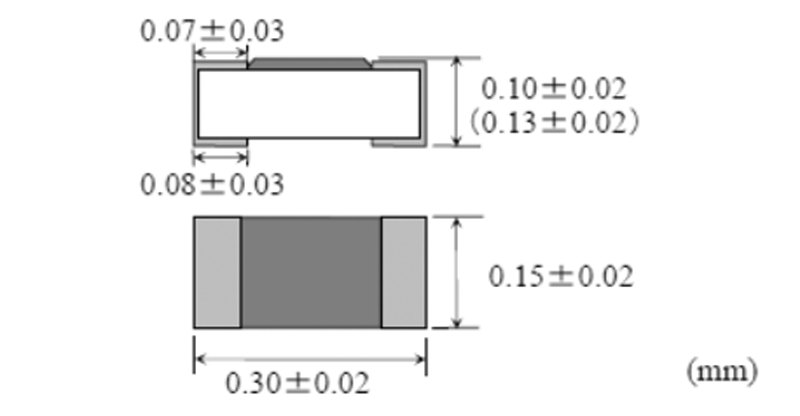 Abb. 3: Angestrebte Größe eines 03015M Bauteils
Abb. 3: Angestrebte Größe eines 03015M Bauteils
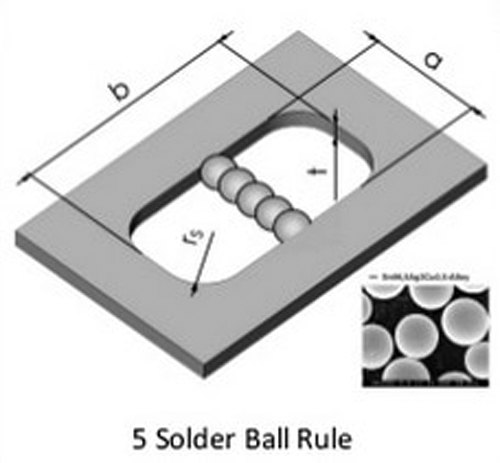 Abb. 4: Größe der Metalloberfläche für verschiedene Körnung
Abb. 4: Größe der Metalloberfläche für verschiedene Körnung
Wie unsicher sich die Hersteller dabei sind, erkennt man aus Angaben wie den Oxidgehalt ‚guter' Pasten. Hier werden Werte von 50 bis 200 ppm ins Feld geführt, wobei auffällig ist, dass auch das Vierfache an Metalloxid noch akzeptabel sein soll. Die Frage sollte dann erlaubt sein: Warum anstrengen, wenn auch das Mehrfache noch zu immer teureren Preisen verkauft werden kann? Schließlich schrauben sich die Preise für feinere Pasten recht schnell in die Höhe [3].
Bei der Herstellung des Pulvers wird heutzutage nur noch selten das Schrotturm-Verfahren [4] verwendet, mit dem man einst Schrotkugeln für das Militär und die Jagd herstellte. Stattdessen kommen Methoden zur Anwendung, die die geschmolzene Legierung mittels eines Gasstrahls, einer schnell drehenden Scheibe oder per Ultraschall aufbrechen. Die erzielte Qualität ist unterschiedlich und um möglichst wenige von der spärischen Form abweichende Partikel zu erhalten, muss der Erzeugerprozess genauestens kontrolliert werden, denn anschließende Schritte des Siebens und Sortierens sind nicht in der Lage, derartige unrunde Körner gezielt zu entfernen.
Zwar kann man mit feinerkörnigen Pasten ein besseres Druckergebnis erzielen, erkauft sich das aber durch andere Nachteile, wozu die verminderte Lagerfähigkeit gehört.
Wie wohl jeder am Drucker schnell erkennt, erreicht man alleine mit einer ‚ordentlichen’ Paste keinen akzeptablen Druck. Zu viele Faktoren spielen hier hinein. Neben dem Drucker selbst natürlich die Schablone und die vielen Parameter, die günstig gewählt werden müssen. Die Leiterplatte mit ihrer Auslegung, die Anordnung der Bauteile darauf sowie der Lötstopplack sind weitere Details, auf die es zu achten gilt.
Je kleiner die Bauteile und je geringer die Abstände, desto schwieriger wird es hinreichend Paste für eine haltbare Lötstelle anzubringen. Zerquetscht dann der Bestücker die Paste, waren alle Anstrengungen umsonst.
Sollte die werte Prozessingenieurin jetzt denken, dass man mit einer anderen Methode des Lotauftrags glücklicher wird, etwa mit dem ‚jetting' – also dem gerade modern werdenden Lotspritzverfahren – so muss man sie vielleicht enttäuschen, denn zumindest eine Studie weist darauf hin, dass das Reinigen danach noch schwieriger ist als nach einem Schablonendruck.
Literatur:
B. Fischthal, M. Cieslinski: Beyond 0402M Placement: Process Considerations for 03015M Microchip Mounting, IPC APEX EXPO Conference Proceedings
T. Lentz: Size Matters – The Effects of Solder Powder Size on Solder Paste Performance, SMTA Proceedings
IPC-7351, Generic Requirements for Surface Mount Design and Land Pattern Standard
T. O’Neill, K. Seelig: Solder Paste Powder: When to Downsize – A finer type solder paste may solve one problem only to create another, Circuits Assembly
M. Bixenman et al.: Stencil Printing Yield Improvements, SMTA Proceedings
R. Parthasarathy et al.: Jet Printed Solder Paste and Cleaning Challenges, Proceedings of IPC APEX, February 2018
Referenzen
[1] https://de.wikipedia.org/wiki/Pharis%C3%A4er_(Getr%C3%A4nk)
[2] https://www.electronicdesign.com/analog/one-smallest-components-smartphones-shrinks
[3] https://www.somersetsolders.com/soldering/solders-and-fluxes/solder-pastes/c35: Qualitek 825 Lead Free Solder Paste T3 = £33.46; Almit Lead Free Solder Paste T4 = £87.95
[4] Erfunden von William Watts und 1782 patentiert






