As part of the IGF project ETRACE, a large number of features were identified as test criteria for the originality verification (authentication) of electronic hardware and assigned to the four relevant integration levels of electronics.
Zu den Merkmalen wurden Prüfverfahren gefunden, und bewertet, wobei der Schwerpunkt auf einer hohen Erkennungssicherheit lag. Im Hinblick auf Originalitätsprüfungen sind statistisch abgesicherte, einfache Methoden wie Wiegen oder geometrisch Vermessen sehr wirkungsvoll, da sich hierbei Abweichungen zeigen, die weit über den Merkmalsstreuungen liegen. Insbesondere die quantitative Auswertung von Röntgenbildern kann auch bei einfacher 2D-Durchleuchtung eine sehr sichere Überprüfung gewährleisten. Spektroskopische Methoden können die Materialoriginalität sicherstellen, sind jedoch präparativ aufwändig und kapitalintensiv, wobei die etablierte FTIR Referenzmethode ist. Im Hinblick auf die Bestimmung von absoluten Materialzusammensetzungen sind Röntgenmethoden wie EDX und XRF hoch genau und vor allem für anorganische Komponenten sehr gut geeignet. Die Treffsicherheit und Wahrscheinlichkeit der Originalitätsprüfung kann durch Kombination mehrerer einfacher Verfahren wie Wiegen und Längenmessung, also Redundanz, deutlich erhöht werden. Zur Identifikation zeigen optische und röntgenoptische Verfahren, die auf indirekte, im Herstellprozess steuerbare Merkmale, wie Oberflächenrauheit oder Poren, abzielen, ein hohes Potential zur Identifikation von Individuen elektronischer Bauelemente.
1 Einleitung
 Abb. 1: Konzept für die Verwendung intrinsischer Merkmale zu Identifikation und Authentifizierung elektronischer ProdukteFälschungen können jede Integrationsstufe von Elektronik betreffen, vom ungehäusten Chip, über umhüllte Integrierte Schaltkreise bis zum Gerät (Abb. 1, 2). Vom Zentralverband Elektrotechnik- und Elektronikindustrie e. V. (ZVEI) wurden bereits in 2011 Handlungsempfehlungen zur Risikoreduzierung durch gefälschte Bauteile herausgegeben [1]. Durch VDE und IEC wurde 2013 ein Strategiepapier [2] veröffentlicht, in dem der Umfang von Produktfälschung und -piraterie auf über 650 Mrd. US $/Jahr geschätzt wurde. Nachgemachte Produkte entsprechen in der Regel nicht den vorgegebenen Standards und können daher erhebliche Sicherheitsrisiken darstellen.
Abb. 1: Konzept für die Verwendung intrinsischer Merkmale zu Identifikation und Authentifizierung elektronischer ProdukteFälschungen können jede Integrationsstufe von Elektronik betreffen, vom ungehäusten Chip, über umhüllte Integrierte Schaltkreise bis zum Gerät (Abb. 1, 2). Vom Zentralverband Elektrotechnik- und Elektronikindustrie e. V. (ZVEI) wurden bereits in 2011 Handlungsempfehlungen zur Risikoreduzierung durch gefälschte Bauteile herausgegeben [1]. Durch VDE und IEC wurde 2013 ein Strategiepapier [2] veröffentlicht, in dem der Umfang von Produktfälschung und -piraterie auf über 650 Mrd. US $/Jahr geschätzt wurde. Nachgemachte Produkte entsprechen in der Regel nicht den vorgegebenen Standards und können daher erhebliche Sicherheitsrisiken darstellen.
Als Gegenmaßnahmen werden der ‚Aufbau einer Anti-Fälschungs-Strategie‘ und ‚die Anwendung verdeckter und offener Technologien zum Schutz vor Fälschung‘ genannt. Das dieser Publikation zugrunde liegende Forschungsvorhaben sollte zu Authentifizierungsverfahren führen, die eine sichere und effiziente Unterscheidung zwischen gefälschten und originalen Elektronikprodukten ermöglichen.
Heute übliche Authentifizierungsverfahren beruhen oft auf Marken, die zusätzlich an das Produkt angebracht werden. Extrinsische Merkmale wie Hologramme oder Seriennummern erhöhen zwar Aufwand und Entdeckungsrisiko bei der Produktfälschung, besser erscheinen jedoch Authentifizierungsverfahren, die nicht täuschbar sind, und deren Prinzip auf nicht fälschbaren Merkmalen basiert. Physical Unclonable Funktions (PUF) integrierter Schaltungen (IC) erfüllen ihren Zweck gut, indem sie für jeden Chip einen eindeutigen digitalen Fingerabdruck erstellen [7]. Leider sind die zugehörigen Prüfverfahren aufwändig, und benötigen teilweise chipintegrierte Teststrukturen. So ist die Nutzbarkeit von PUFs eingeschränkt. Um intrinsische Merkmale mit dem Potential zur Verwendung in Identifikation und Authentifizierung bereitzustellen, bietet sich die Aufbau- und Verbindungstechnik (AVT) mit ihren vielfältigen Verfahren an.
 Abb. 2: Einteilung in Produktklassen nach Integrationsebenen 0 bis 3 der Aufbau- und Verbindungstechnik
Abb. 2: Einteilung in Produktklassen nach Integrationsebenen 0 bis 3 der Aufbau- und Verbindungstechnik
Von der Society of Automotive Engineers wurde die Norm SAE 6171 ‚Counterfeit Test Evaluation Method‘ als Sammlung standardisierter Analysemethoden, zur Durchführung bei Fälschungsverdacht vorgeschlagen [6], welche auf die Hardware fokussiert. Hiermit wurde ein Online-Tool auf Basis bisher gesammelter Daten implementiert (Tab. 1).
|
1 |
External Visual Inspection (EVI) |
2 |
X-Ray Fluorescence (XRF) |
|
3 |
Delid/Decapsulation Physical Analysis (DDPA) |
4 |
Radiological Inspection (RI) (Röntgen) |
|
5 |
Acoustic Microscopy (AM) |
6 |
Electrical Test |
|
7 |
Raman Spectroscopy |
8 |
Fourier Transform Infrared Spectroscopy (FTIR) |
|
9 |
Thermogravimetric Analysis (TGA) |
10 |
Design Recovery (DR) |
Intrinsische Merkmale sind messtechnisch erfassbare Eigenschaften, die ohne weiteres Zutun produktionsbedingt an einem Produkt vorliegen. Ein ‚direktes Merkmal‘ ist eine kontrollierbare Prozessgröße. Ein ‚indirektes Merkmal‘ ist ein unkontrolliertes Prozessartefakt, und es hat einen hohen Zufallscharakter. Somit kann es zur Erstellung von Fingerprints verwendet werden. ‚Authentifizierung und Identifikation‘ sind die beiden grundsätzlichen Fragestellungen im Zusammenhang mit Fälschungserkennung. ‚Authentifizierung‘ hat zur Aufgabe, die Zugehörigkeit eines Bauteils oder einer Stichprobe zu einer Grundmenge zu prüfen. Letztere kann beispielsweise durch einen Hersteller, eine Fertigungslinie, eine Bauteilserie oder sogar eine bestimmte Maschine dargestellt werden. ‚Identifikation‘ klärt die Frage ob ein bestimmtes Individuum eindeutig bekannt ist.
2 Ziele des Forschungsvorhabens
Ziel des Vorhabens ETRACE war die Darstellung und Validierung einer Methode zur Absicherung einer Zulieferkette auf Basis intrinsischer AVT-Merkmale an elektronischen Bauteilen. Diese Strategie beruht darauf, dass die Merkmale durch eine autorisierte Stelle, z. B. den Originalhersteller, erfasst und in Form eines digitalen Fingerabdrucks in einer Datenbank gespeichert werden (Abb. 1). Während der Identifikation oder Authentifizierung beim Kunden werden die Merkmale erneut prüftechnisch erfasst. Die Originalität des Produkts soll durch Vergleich mit dem gespeicherten Datensatz unabhängig von den Stufen des Zwischenhandels verifiziert werden.
Für die anzuwendenden Techniken werden fünf wichtige Eigenschaften gefordert, wie geringer Prüfaufwand (Logistik, Zeit, Kapital), Automatisierbarkeit, schnelle und zerstörungsfreie 100%-Prüfung und sichere Erkennung der relevanten Fälschungsmerkmale. Angestrebte Projektergebnisse waren Informationen, welche Produktmerkmale geeignet sind, die Messtechnik dazu, und Leistungsmerkmale wie Erkennungssicherheit, Pseudofehlerquote, Prüfgeschwindigkeit bzw. Wirtschaftlichkeit. Die Übersicht der untersuchten Methoden wurde in einem Leitfaden zusammengefasst.
3 Durchgeführte Untersuchungen
3.1 Testobjekte, AVT-Prozesse, Merkmale
Durch das Projekt soll eine Fälschungserkennung für ein möglichst breites Spektrum an Elektronikprodukten entwickelt werden. In der vorliegenden Arbeit gehen wir von vier etablierten Integrationsstufen der AVT aus, also Bare-Chips, Einzelbauelemente, Baugruppen und gehauste Endprodukte. Für diese wurden mit dem PA zusammen jeweils relevante Produktbeispiele identifiziert (Abb. 2).
Die zu untersuchenden Produkte wurden entlang der Wertschöpfungskette entsprechend ihrer Integrationsstufen in vier Produktklassen unterteilt (Abb. 2). Zu jeder Produktklasse wurden anschließend Prozesse der Aufbau- und Verbindungstechnik identifiziert, die im Wesentlichen alle relevanten Produkte bzw. Produktgruppen einer Produktklasse durchlaufen. Von den Mitgliedern des projektbegleitenden Ausschusses (PA) wurden geeignete Teile zur weiteren Untersuchung bereitgestellt und es wurden weitere Produkte aus dem Handel bezogen. Die Planung, vom Zoll sichergestellte Plagiate für Analysezwecke zu erhalten, war trotz guter Beziehungen nicht zu realisieren, da dem organisatorische und rechtliche Hindernisse entgegenstehen.
Mit dem LM317EMP konnte bei einem PA-Mitglied ein Spannungsregler sichergestellt werden, der in der laufenden Fertigung durch eine wesentliche Abweichung von der Herstellerspezifikation aufgefallen ist. Unabhängige Untersuchungen hatten ergeben, dass die verwendeten Bauteile gefälscht waren. Die genannten Bauelemente bildeten die Grundmenge für weitere vertiefte Untersuchungen (Tab. 2).
|
Integrationsstufe1 Bauelemente |
Integrationsstufe 3 Gerät |
|
LM317 EMP |
Sick GL6 |

3.2 Merkmale und Prüfmethoden
In einer Voruntersuchung wurden intrinsische Merkmale je Prozessschritt für die Integrationsebenen identifiziert und Messverfahren zugeordnet. Verfahren zum Erfassen fälschungsrelevanter Merkmale sind idealerweise bereits in Produktion oder Qualitätssicherung implementiert. Kameras und AOI-Systeme, Röntgenanlagen und Digitalmikroskope sind Standard der Technik in modernen Unternehmen, und sollten zur Erfassung intrinsischer Merkmale näher betrachtet werden:
- Röntgenverfahren
- Abbildende optische Verfahren, insbesondere automatische optische Inspektionssysteme (AOI) und Lichtmikroskope
- Profilometer
- Spektrometer im Bereich von UV über den sichtbaren Bereich bis ins Infrarot
- Thermoanalysen (DSC, TGA)
- Mechanische Messtechnik mit Feinwaage, Analysenwaage, Schieblehre, Mikrometerschraube, Messtaster und Messmikroskop
Damit ergaben sich insgesamt 25 zu betrachtende Prüfmethoden.
4 Ergebnisse
4.1 Lichtspektroskopie an Polymeren
Spektrometrie ist eine Methode, um die energieabhängige oder wellenlängenabhängige Intensität von Licht zu bestimmen [8]. Dabei betrachtet man Spektren nach Emission, Absorption, Streuung oder Reflektion. Absorption der Strahlung im Material wird durch das Lambert-Beer‘sche Gesetz beschrieben, wobei der Absorptionskoeffizient von der Wellenlänge λ abhängig ist.
Technische Polymere sind komplex aufgebaut. Das Gehäuse der Lichtschranke GL6 besteht aus einem Thermoplast mit den Komponenten Polystyrol (PS), Polycarbonat (PC) und Polybutadien (PB). Weitere Bestandteile sind Glasfasern, mineralische Füllstoffe und ein blauer Farbstoff. Diese wechselwirken mit Licht im Wellenlängenbereich von UV bis zum Infrarot. Daneben ergibt sich eine spezifische Oberflächentopographie, welche von den Füllstoffpartikeln und der Oberflächenqualität der Spritzgussform abhängt.
Bei der visuellen Beurteilung und an mikroskopischen Kamerabildern ergab sich im direkten Vergleich kein Unterschied in der blauen Gehäusefarbe der drei Vergleichsmuster. Weitere Untersuchungen umfassten Farbmessungen, Raman-Spektroskopie, FTIR-Spektroskopie in Transmission und Reflexion und Reflektanzmessungen von UV bis IR.
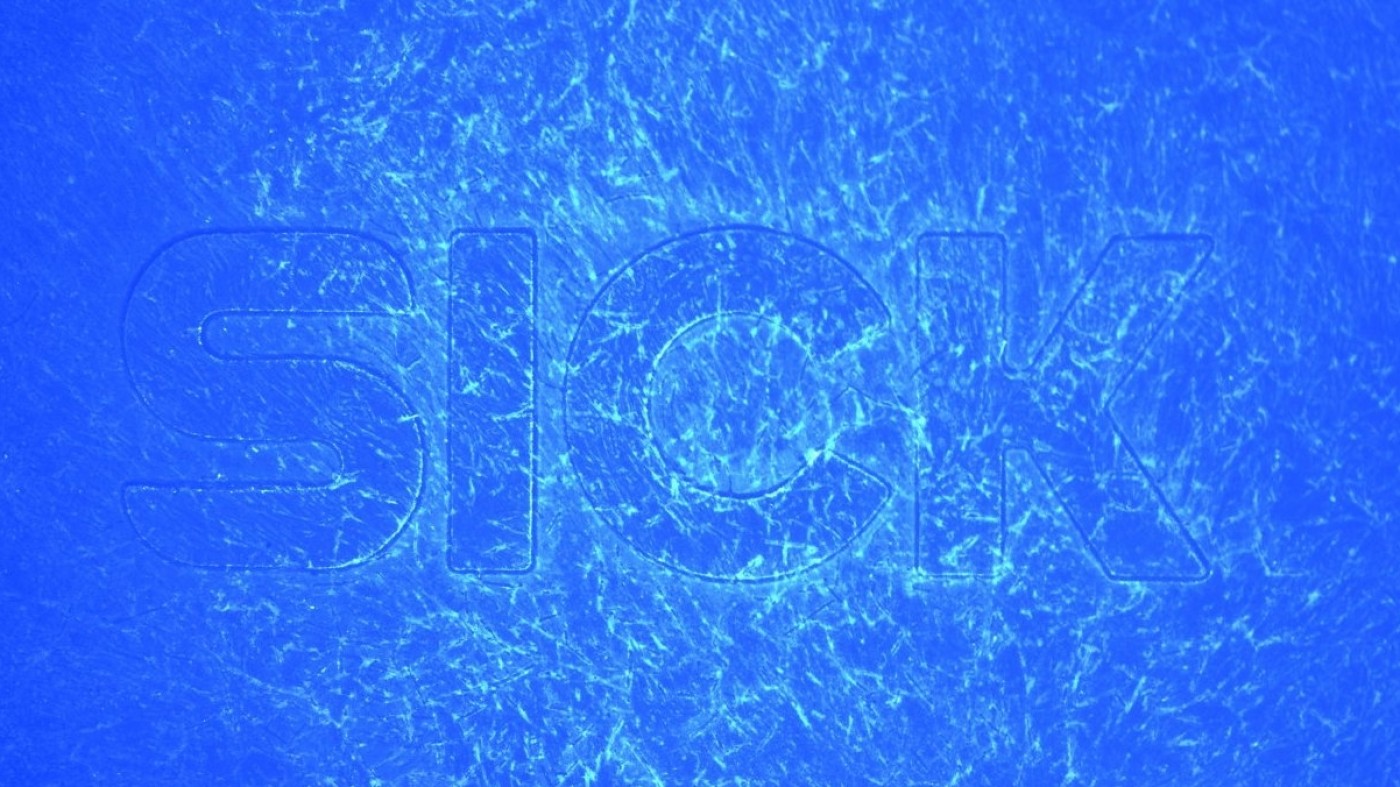
Auf allen Bauteilen ist das Logo des Originalherstellers im Spritzguss eingeprägt worden. Die Feinstruktur ist bei Original und Plagiaten deutlich unterschiedlich (Abb. 3). Das Original ist farblich heterogen, blau-weiß marmoriert. Die weißen Striche sind vermutlich Glasfasern. Die Oberflächen beider Plagiate sind nicht unterscheidbar. Sie sind glatter und homogener als das Original.

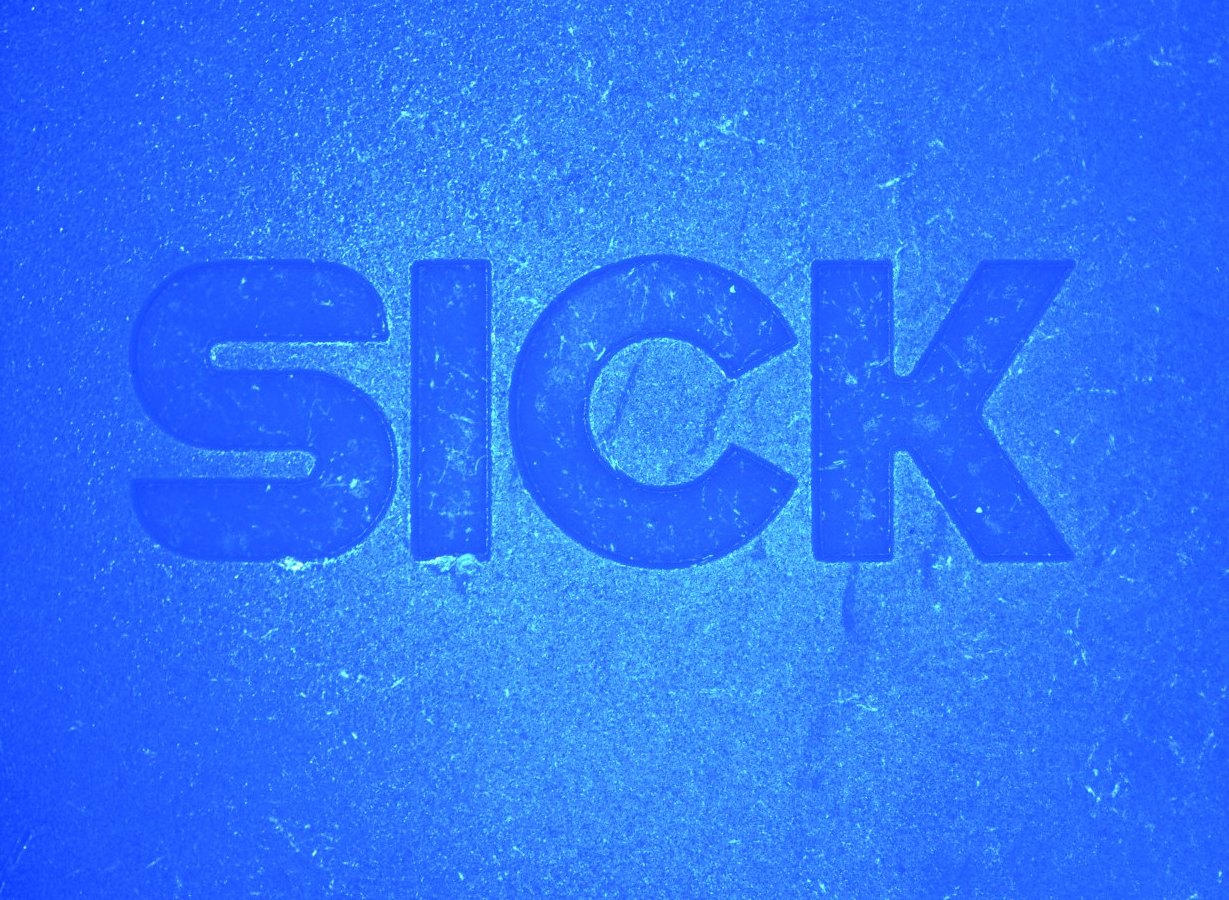
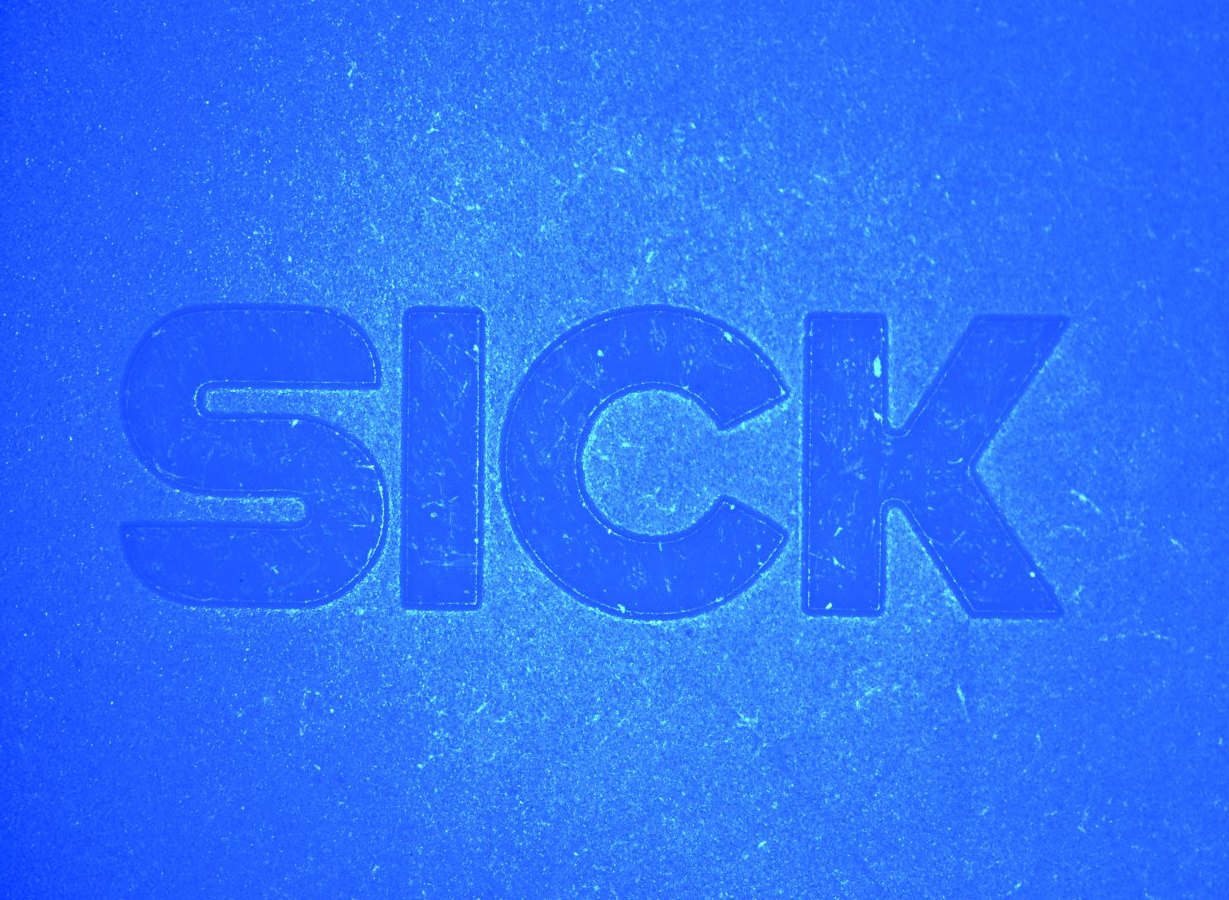
Abb. 3: Oberflächen von Sick GL6 Sensorgehäuse; v. l.n.r.: Original, Fälschung 1, Fälschung 2
Eine Unterscheidung nur nach Farbe war nicht möglich. Dies gilt sowohl bei visueller Betrachtung als auch mit den empfindlichsten Farbmesssysteme auf dem Markt. Der Farbabstand liegt bei dE < 0,01. Somit waren keine signifikanten Farbunterschiede messbar. An Granulaten war die Unterscheidbarkeit geringfügig besser.
Da die gleiche Farbe mit unterschiedlichen spektralen Zusammensetzungen eingestellt werden kann, erscheint die Messung der wellenlängenabhängigen Intensität geeignet, im Spektrum versteckte Unterschiede zu detektieren. Dabei besteht die Möglichkeit, Spektren nach Reflexion, Transmission oder Absorption auszuwerten. Die diversen Verfahren konnten zwar im Einzelfall Unterschiede nachweisen, werden jedoch allesamt nicht als vielseitig geeignet eingestuft. Lediglich mit FTIR [9] (Fourier-transformierte Infrarotspektroskopie) war eine sehr gute Unterscheidbarkeit zu verzeichnen. FTIR kann als Referenzverfahren zur Analyse von polymeren Werkstoffen betrachtet werden. Die Verfügbarkeit kommerzieller Datenbanken mit Spektren verschiedenster Substanzen [10] erlaubt es, Kunststoffe bezüglich Polymerart, Hersteller, Typ und Variante zu identifizieren, ohne selbst Referenzproben zu vermessen. Die FTIR-Diagramme identifizieren Siliziumoxid in allen Proben und daran adsorbiertes Wasser. In den Spektren der Plagiate fehlt der Peak vom Flammhemmer Antimonoxid.
So hat sich die Eignung der FTIR als Referenzmethode zur Authentizitätsprüfung von Materialien durch unsere Untersuchung ohne Rückgriff auf eine kommerzielle Datenbank, und im Vergleich zur Originalprobe sehr gut bestätigt. Zur Vermeidung aufwändiger Probenvorbereitung vor FTIR-Transmissionsmessungen wurden auch Versuche mit FTIR in Reflexion unternommen. Charakteristische spektrale Signaturen der funktionalen Gruppen waren nicht eindeutig unterscheidbar. FTIR in Reflektion erscheint daher nicht als geeignetes Verfahren. Einen Kompromiss zwischen präparativem Aufwand und Genauigkeit könnte die Durchstrahlung an Mikrotom-Dünnschnitten darstellen, die jedoch hier nicht erprobt wurde.
Alle weiteren spektroskopischen Verfahren im Wellenlängenbereich Ultraviolett bis Infrarot empfehlen wir an dieser Stelle nicht.
4.2 Röntgenspektrometrie
Energiedispersive Röntgenspektroskopie (EDX, EDS) ist eine im Rasterelektronenmikroskop (REM, SEM) integrierte Analysemethode der chemischen Zusammensetzung [11]. Es können Elemente mit Ordnungszahlen Z>10 in Tiefen bis zu wenigen Mikrometern analysiert werden. Zur Verhinderung der elektrostatischen Aufladung wird mit einer dünnen Graphitschicht bedampft, was die C-Analyse beeinträchtigt.
Die Übersicht der Elemente gemäß Tabelle 3 listet die atomaren Gehalte in den Gehäuseproben. In allen tritt neben Kohlenstoff und Sauerstoff auch Silizium auf, typischerweise in den Glasfasern. Nur das Original weist Brom und Antimon, die Flammhemmer auf. So sind Tetrabromobisphenol A (TBBPA) in ABS [12] und Antimontrioxid (SbO3) in ABS und PC enthalten. Dabei ist die Kombination beider Stoffe häufig [13]. In beiden Plagiaten wurde Schwefel nachgewiesen, ein Vernetzer bei der Polymerisation von ABS [14].
|
Element |
Original at-% |
Plagiat S03 at-% |
Plagiat S21 at-% |
|
C |
91,2 ± 0,80 |
90,9 ± 0,40 |
91,5 ± 0,4 |
|
O |
6,90 ± 0,80 |
8,8 ± 0,40 |
8,4 ± 0,3 |
|
Si |
0,25 ± 0,11 |
0,19 ± 0,04 |
0,12 ± 0,04 |
|
Br |
1,46 ± 0,11 |
- |
- |
|
Sb |
0,19 ± 0,04 |
- |
- |
|
S |
- |
0,14 ± 0,02 |
0,05 ± 0,01 |
EDX-Spektren ergeben, dass das Original die flammhemmenden Elemente Brom und Antimon enthält, die in den Plagiaten fehlen. In beiden Plagiaten wurde offensichtlich ein anderes Polymerisationsschema auf Basis von Schwefel angewendet. Grundsätzlich hat sich bestätigt, dass man mit EDX die Materialien bezüglich schwererer Elemente sehr gut differenzieren kann. Die Streuung der absoluten Gehalte lag zwischen 0,04 at-% und 0,8 at-% bzw. relativ zwischen 0,4 % und 40 % an der unteren Nachweisgrenze. Das Fehlen der Flammhemmer ist konsistent mit den Ergebnissen der FTIR-Analyse. Die Fälschungen stellen somit auch ein Sicherheitsrisiko dar.
4.3 Thermoanalysen: TGA und DTA
 Abb. 4: TGA von Original, S03 und S21Die Thermogravimetrische Analyse (TGA) und die Differenzielle Thermoanalyse (DTA) sind zwei gängige Polymeranalysen. TGA misst die Gewichtsänderung einer Probe bei Erhitzung unter Sauerstoffzufuhr. Bei der Pyrolyse gibt eine Probe Energie ab und reduziert ihre Masse. DTA bestimmt den endothermen oder exothermen Energieumsatz der Probe beim Erwärmen. Man kann dadurch die Verbrennungsenergie, -temperatur sowie den Kunststoffanteil und die Glasübergangstemperatur bestimmen.
Abb. 4: TGA von Original, S03 und S21Die Thermogravimetrische Analyse (TGA) und die Differenzielle Thermoanalyse (DTA) sind zwei gängige Polymeranalysen. TGA misst die Gewichtsänderung einer Probe bei Erhitzung unter Sauerstoffzufuhr. Bei der Pyrolyse gibt eine Probe Energie ab und reduziert ihre Masse. DTA bestimmt den endothermen oder exothermen Energieumsatz der Probe beim Erwärmen. Man kann dadurch die Verbrennungsenergie, -temperatur sowie den Kunststoffanteil und die Glasübergangstemperatur bestimmen.
Für die TGA-Messungen wurden jeweils 15 mg Polymerpulver im Tiegel in das TGA-DTA-Gerät (Netzsch STA 409C) eingebracht. Die Aufheizung bis 650 °C erfolgte mit einer Rate von 10 K/min an Luft. Nach der TGA wurden die Restpulver mittels FTIR (Bio-Rad FTS 3000 Excalibur series) noch einmal analysiert. Gemäß Abbildung 4 ergibt sich im Gewichtsverlust jeweils ein charakteristischer Verlauf bei Originalen und Plagiaten. Bei allen drei Produkten bleibt nach der Pyrolyse ein unbrennbarer Rest übrig. Dies sind 21 % im Original und jeweils 13 % in S03 und S21. Der zwischen 300 und 400 °C geringere Gradient des Gewichtsverlusts beim Original kann auf die Flammhemmer TBBPA und Sb2O3 zurückzuführen sein [15].
ABS pyrolysiert bereits unter 400 °C, während Polycarbonat bis 500°C stabil ist. Daher existiert ein Plateau zwischen 400 und 550 °C. Aus den Gewichtsänderungen kann man die Anteile an PC und ABS berechnen. Der Massenanteil an ABS ist im Original geringer und der an PC ist höher als in S03 und S21 (Tab. 4). Dies ist mit dem Ergebnis der FTIR-Analyse konsistent.
|
Bestandteil |
Original (%) |
S03 (%) |
S21 (%) |
|
Rest |
21,0 ±0,3 |
12,9 ±0,8 |
13.0 ±0,6 |
|
ABS |
48,5 ±0,1 |
69,4 ±0,6 |
69,4 ±0,8 |
|
PC |
30,5 ±0,3 |
17,7 ±0,2 |
17.6 ±0,4 |
 Abb. 5: Verteilungsfunktionen der Massen der Spannungsreglers LM317EMP im SOT223-Gehäuse an Originalen und Plagiaten. X-Achse: Masse in mg
Abb. 5: Verteilungsfunktionen der Massen der Spannungsreglers LM317EMP im SOT223-Gehäuse an Originalen und Plagiaten. X-Achse: Masse in mg
Die nicht abgebildeten DTA-Ergebnisse streuen im Vergleich mit der TGA wesentlich stärker. Der Peak der ABS-Verbrennung tritt um 350 °C im DTA-Diagramm des Originals auf, aber um 420 °C in den Fälschungen S03 und S21. Zusammenfassend ist die Pyrolyse in der TGA gut geeignet, um technische Thermoplaste zwischen Original und Fälschungen eindeutig zu unterscheiden. Die Massenänderungen bei der TGA erlauben die quantitative Bestimmung von polymeren und anorganischen Bestandteilen. Analyse der Rückstände mittels FTIR oder EDX identifiziert diese genauer als an den Polymerbauteilen.
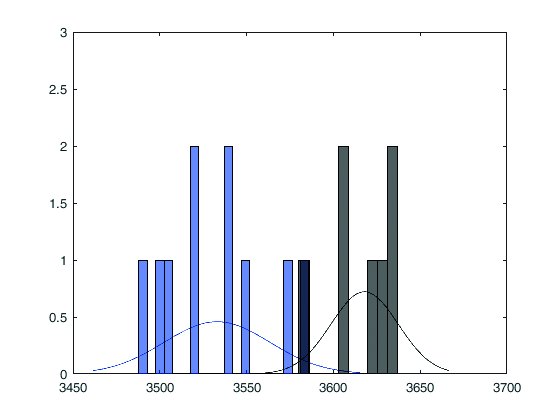

Abb. 6: Streuungen der Längen (links) und Breiten (rechts) der Spannungsregler LM317EMP im SOT223-Gehäuse an Original schwarz und Plagiat blau. X-Achse: Dimension in µm
5 Mechanische Größen
5.1 Masse
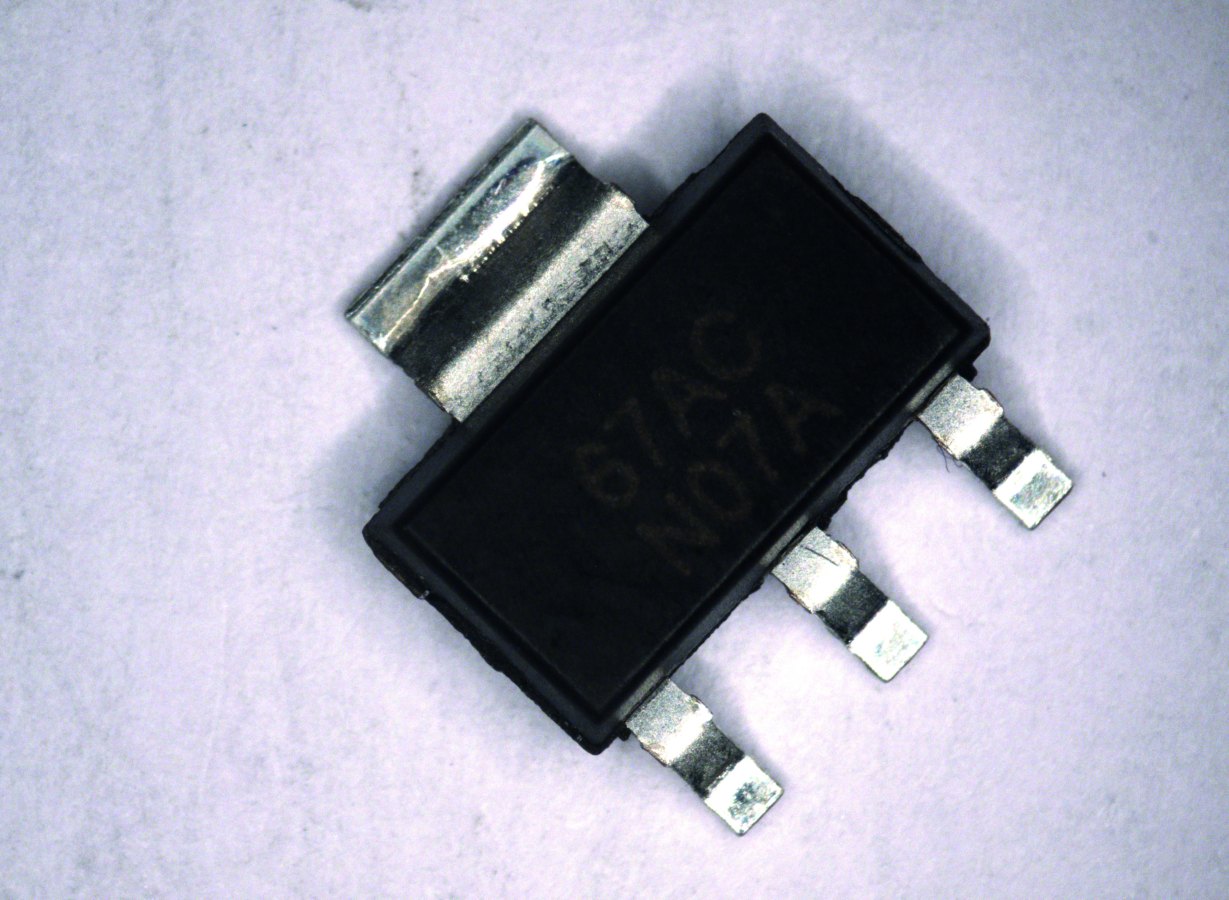
 Abb. 7: Röntgenaufnahme originaler LM317EMPIn Abbildung 7 sind die Röntgendurchstrahlungsaufnahmen des Spannungsreglers LM317EMP, einem Bauelement in der Bauform SOT223-4 dargestellt. Die Bauform ist nach JEDEC genormt [16], wobei die Dimensionen in engen Grenzen festgelegt sind. Die Masse wird daher wesentlich vom inneren Aufbau bestimmt. Die gewichtsrelevanten Elemente sind der Siliziumchip, der Leadframe aus Kupfer und die Moldmasse (Siliziumoxid in einer Epoxidmatrix). Die Bonddrähte von 25 µm Durchmessern, die Diebondschicht aus Epoxidklebstoff und die Verzinnung tragen nur gering zur Masse bei.
Abb. 7: Röntgenaufnahme originaler LM317EMPIn Abbildung 7 sind die Röntgendurchstrahlungsaufnahmen des Spannungsreglers LM317EMP, einem Bauelement in der Bauform SOT223-4 dargestellt. Die Bauform ist nach JEDEC genormt [16], wobei die Dimensionen in engen Grenzen festgelegt sind. Die Masse wird daher wesentlich vom inneren Aufbau bestimmt. Die gewichtsrelevanten Elemente sind der Siliziumchip, der Leadframe aus Kupfer und die Moldmasse (Siliziumoxid in einer Epoxidmatrix). Die Bonddrähte von 25 µm Durchmessern, die Diebondschicht aus Epoxidklebstoff und die Verzinnung tragen nur gering zur Masse bei.
Für die Untersuchung wurden Originalbauteile von einer PA-Eltroplan beigestellt, ebenso eine Variante der Fälschungen. Ein weiteres Originalteil wurde von einer großen Distributionsfirma bezogen, eine zweite Fälschung bei Ebay. Die Bauteile wurden auf einer Präzisions-Waage Wipotec MTC50/30-FS gewogen. Deren Messgenauigkeit ist durch eine 3?-Streuung von ± 5 ?? charakterisiert. Der Stichprobenumfang war vier bis 10 Proben.
Die Ergebnisse sind in Abbildung 5 dargestellt. Die Massen der Plagiate sind deutlich kleiner als die der Originale. Während sich die Massen der beiden Original-Lose um weniger als eine Standardabweichung von ca. 1,5 mg unterscheiden, liegen die Fälschungen um ca. 10 mg bzw. 20 mg darunter. Bemerkenswert ist, dass ein Plagiat eine deutlich höhere Standardabweichung von ca. 2 mg aufweist, während diese bei der zweiten Fälschung geringer als bei den Originalen ist.
Originale und Plagiate sind daher bereits bei graphischer Auftragung der Verteilungskurven hervorragend unterscheidbar. Massebestimmung ist geeignet um die Übereinstimmung eines Prüfloses oder auch einer Einzelprobe mit Originalen zu testen, auch weil die Prüfmittelstreuung einer Präzisionswaage nur vernachlässigbar klein ist. Investitionskosten und Messaufwand sind gering, Proben müssen nicht präpariert werden, und sind weiterverwendbar. Zusammenfassend handelt es sich um ein kostengünstiges, effizientes Verfahren zur Authentifikation.
6 Geometrische Größen
An den als Original und Fälschung vorliegenden LM317EMP-Bauteilen wurden Breite und Länge in einer Kamera mit der Software NeuroCheck gemessen Die Genauigkeit lag dabei bei ca. 12 µm. Erkennbar (Abb. 6) ist, dass die gefälschten Bauteile im Mittel um 2,7 % kleiner ausfallen als Originale. Es gibt eine Überschneidung der Verteilungen (Schwarz: Originale, Blau: Fälschung). Die Gehäusedimensionen streuen in einer Bandbreite in der Größenordnung von etwa 100 µm, wobei sie bei beiden Losen eher gleichverteilt und bei den Originalen deutlich enger toleriert sind.
Die Dimensionsmessung ist eine wirtschaftliche und schnelle Methode zur Prüfung auf Authentizität. Die Längenmerkmale kann man mit der Gewichtsmessung kombinieren, was noch eine bessere Unterscheidbarkeit aufweist. Die Erfassung mehrerer Größen ergibt kombinatorisch eine höhere Detektionswahrscheinlichkeit. Es ist auch klar, dass simultanes ‚Trimmen‘ mehrerer Merkmale auf den Originalwert den Aufwand einer Fälschung deutlich erhöht bzw. nahezu unmöglich macht.
7 Innere Merkmale (Röntgenanalyse)
Mithilfe der Untersuchungen mit Röntgendurchstrahlung (Radiographie) sollte geklärt werden, in wieweit der innere Aufbau von Bauelementen Erkenntnisse über Unterschiede zu einem als Referenz aufgenommenen Originalbauteil ergibt. Für die Untersuchung wurden Originalbauteile und die beiden beschriebenen Varianten der Fälschungen untersucht. M317EMP-Bauteile wurden mit einem industrieüblichen Röntgengerät mittlerer Qualität durchstrahlt. Die Größe der digitalen Bilder war 512*512 Pixel. Der qualitative Vergleich der Röntgenbilder (Abb. 7, 8) ergibt eine ganze Reihe von Merkmalen aus dem Package-Inneren, die quantitativ auswertbar sind (Tab. 5).


Abb. 8: Röntgenaufnahmen gefälschter LM317EMP
Die beobachteten Unterschiede sind als geometrische Größen quantifizierbar. Auch hier sind die Abweichungen zwischen den Maßen um mindestens eine Größenordnung höher als die Auflösung der Messung. Bei der vorliegenden Vergrößerung misst ein Pixel etwa 20 µm, was hier als Längenauflösung genommen wird. Radiographie ist auch in Übersichtsaufnahmen sehr gut geeignet, um auf Basis diskreter Längenverteilungen eine Klassifikation in Original und Fälschung vorzunehmen. Die dargestellten Merkmale können mit Standardmethoden der Bildverarbeitung automatisiert aus Bildern extrahiert werden [17].
|
Packageelement |
Merkmal |
Anzahl |
|
Leadframe zentral |
Form, Breite, Länge, Ankerloch: Form, Position X,Y, Durchmesser, |
> 5 |
|
Leadframes seitlich |
Länge, Breite, Ankerstrukturen links und rechts: Vorhandensein, Position X,Y, Form, Länge, Breite |
> 8 |
|
Chip |
Länge, Breite, Zentralposition X, Zentralposition Y |
4 |
|
Bonddrähte |
Anzahl, Durchmesser, je Bonddraht Startposition X, Y, Endposition X,Y |
2 bis 26 |
|
Gesamt: |
19 bis 43 |
Der Ansatz, Originale und Fälschungen basierend auf Ansätzen des Deep Learning mit Neuronalen Netzen zu klassifizieren, wurde an den Röntgenbildern ebenfalls untersucht. Die Untersuchung zeigte auch, dass KI-Methoden ein großes Potential bieten und sogar mit beschränktem Aufwand implementiert werden können [18]. Hierüber wird in einer separaten Publikation berichtet.
7.1 Bewertung der Authentifizierungsverfahren
Die Sicherheit der entwickelten Authentifizierung gegen Fälschung wird anhand von mehreren Parametern bewertet: Für Prüfung auf (Nicht-)Übereinstimmung kommen statistische Tests wie der t-Test oder der Chi-Quadrattest infrage. Hieraus ergeben sich Erkenntnisse über die Erkennungssicherheit und die Pseudofehlerquote des jeweiligen Authentifizierungsverfahrens. Ein Prüfverfahren ist tauglich, wenn Unterschiede so groß sind, dass trotz Streuung eine Diskriminierung sicher möglich ist. Die Differenz des Merkmals gegen das Original soll groß und der Messfehler und die Standardabweichung der Messung sollen dagegen klein ausfallen (Tab. 6). Zwei weitere wesentliche Kriterien sind der Investitionsaufwand für die zugehörige Messtechnik und der Messaufwand an sich. Letzter bestimmt im Wesentlichen die variablen Kosten und er berücksichtigt Aspekte wie den präparativen Aufwand, den Durchsatz und die Automatisierbarkeit. Von großer Bedeutung für die Prüfstrategie ist neben Anderen auch die Frage, ob es sich um eine zerstörungsfreie Prüfung (zfP) handelt.
|
Merkmal |
Farbe |
IR-Spektrum |
Thermoanalyse TGA, DSC |
Chemische Zusammen- setzung |
Masse Wiegen |
Dimensionen außen |
Dimensionen innen |
|
Merkmalsab-weichungen |
Sehr gering |
Sehr gering |
Sehr gering |
Signifikant |
Signifikant |
Signifikant |
Signifikant |
|
Varianz d. M. |
Gering |
Mittel |
Mittel |
Hoch |
|||
|
Messfehler |
Gering |
Gering |
Mittel |
Gering |
Sehr gering |
Gering |
Gering |
|
Messtechnik |
Farbspektrometer, visuell Kamera |
FTIR |
Gewichtsverlust Kalorimetrie |
XRF* EDX** |
Präzisionswaage |
Optisch mechanisch |
2D-Röntgen, Röntgentomografie |
|
Zerstörungsfrei |
Ja |
Nein |
Nein |
Bedingt |
Ja |
Ja |
Ja |
|
Messaufwand |
Sehr gering bis gering |
Transmission: Hoch Reflexion: gering |
Mittel |
Groß |
Gering |
Gering bis mittel |
Mittel bis sehr hoch |
|
Geräteaufwand |
Gering bis Hoch |
Hoch |
Hoch |
Hoch |
Gering/ Moderat |
Gering bis mittel |
Mittel bis sehr hoch |
|
Eignung zur Authentifikation |
– |
|
|
|
|
|
|
|
Bemerkung |
Exakter Farbton ist sehr gut fälschbar |
FTIR in Transmission ist Referenzmethode |
Abweichung gibt Hinweis auf Nichtoriginalität |
XRF ist Referenzmethode für Anorganika |
Einfaches, schnelles Verfahren Kombination mit anderen Methoden |
Einfaches schnelles Verfahren in Kombination mit anderen Methoden |
Referenzmethode, auch als Einzelverfahren, automatisierbar |
* Röntgenfluoreszenz XRF, ** Energiedispersive Röntgenspektroskopie EDX
Im Folgenden werden die Authentifizierungsmethoden einzeln betrachtet (Tab. 6):
- Farbmessungen und visuelle Beurteilungen sind im Prinzip gut geeignet, um auch geringe Unterschiede im direkten Farbvergleich zu erkennen. Allerdings hat sich gezeigt, dass Gehäusefarben trotz unterschiedlicher Farbstoffchemie nahezu perfekt fälschbar sind. Der Farbvergleich erfordert bei Herstellern und Abnehmern eine hohe absolute Genauigkeit, die nur durch aufwändige Messgeräte zu gewährleisten sind (Tab. 6).
- Absorptionsspektrometer und Reflexionsspektrometrie waren weniger tauglich; Auch die Auswertung mit dem Raman-Spektrometer führte nur bedingt zum Erfolg. Stoffliche Analyse von Polymeren und Verbundwerkstoffen mit FTIR und die stoffliche Identifikation aus einer Bibliothek sind Stand der Technik. FTIR-Spektren sind mit vertretbarem Aufwand nicht fälschbar. Transmissions-FTIR ist leider zerstörend und präparativ aufwändig; die effizientere FTIR in Reflexion erbrachte leider keine verwertbaren Ergebnisse.
- Thermoanalysen (Thermogravimetrie und Kalorimetrie) bis hin zur Pyrolyse können als gut geeignet zum Nachweis unterschiedlicher Materialien angesehen werden. Materialabweichungen sind eindeutig nachweisbar, und anorganische Füllstoffe können nach der Zersetzung der Matrix gut quantifiziert werden. Die Verfahren sind jedoch zerstörend.
- Ein gut geeignetes Verfahren zu Bestimmung der Element-Zusammensetzung ist die Röntgenspektroskopie, sowohl bei Anregung mit dem Elektronenstrahl im REM mit EDX als auch bei Röntgenfluoreszenz (RFA). Beide können Elemente über einer Ordnungszahl von Z = 10 zum Teil hoch genau quantifizieren. Beobachtet wurde, dass Gehäusematerialien an Fälschungen andere oder keine Elemente zur Flammhemmung (Brom, Antimonoxid) enthalten, oder dass unzulässige bleihaltige Lote verwendet wurden. In der Regel sind diese Proben nach dem Test verloren.
- Ein hervorragendes Verfahren zur quantitativen Merkmalserfassung ist das Wiegen. Es zeichnet sich durch hohe absolute Genauigkeit und geringe Messmittelstreuung aus, sodass auch geringe Unterschiede signifikant werden. Das Verfahren erfordert weder hohe Investitionen noch spezielle Präparation, und ist gut automatisierbar. Grundsätzlich erscheint es möglich, dass Fälscher die Masse von Bauelementen auf den Wert des Originals ‚trimmen‘. Dies ist jedoch insbesondere logistisch aufwändig und beschränkt andere Design-Freiheitsgrade.
- Obwohl Bauelementabmessungen typabhängig genormt sind, wurden Unterschiede beobachtet. An Bauteilen können sehr viele Parameter wie Länge, Breite, Höhe genutzt werden. Die Streuungen waren deutlich größer als bei der Masse, und die Abweichungen der Mittelwerte lagen innerhalb der Streubereiche. Die Geometrie von Bauteilen sollte an Stichproben und nicht nur an Einzelproben gemessen werden. Es sollten die gleichen Prüfverfahren beim Hersteller und bei der Verifikationsabfrage eingesetzt werden. Dies gilt insbesondere für optische Geometriemessungen.
- Sehr universell einsetzbar ist die Vermessung von Dimensionen der Bauteile im Inneren. Mit Röntgendurchstrahlung werden digitale Bilder erzeugt, welche mit Standardmethoden der Bildauswertung vermessen werden können. Viele innere Geometriemerkmale sind mit einer absoluten Genauigkeit von etwa einem Prozent erfassbar. Insgesamt möchten wir das Röntgen als eine Standardmethode der Originalitätsprüfung empfehlen. 2D-Röntgengeräte und Software zur Bildvermessung sind inzwischen sehr kostengünstig. Das Verfahren ist zerstörungsfrei und automatisierbar. Daher kann man Röntgen als Referenzmethode ansehen.
Bezüglich der in dem Vorhaben umfassend untersuchten Verfahren zur Identifikation von Individuen verweisen wir auf den Originalbericht [5].
8 Danksagung
Das IGF-Vorhaben 18683 N: ETRACE [5] der Forschungsvereinigung Elektrotechnik des ZVEI wurde über die AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsförderung und -entwicklung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Der Verfasser dankt für diese Förderung und Unterstützung.
Weiterer Dank gilt den Firmen des projektbegleitenden Ausschusses für die Unterstützung durch Materiallieferungen, Herstellung von Versuchsproben und Arbeiten zur Charakterisierung der Bauteile. Die Mitglieder des projektbegleitenden Ausschusses waren Binder Elektronik GmbH, Eltroplan GmbH, Endress+Hauser GmbH & Co.KG, Hopp Elektronik GmbH&Co.KG, Merkur Elektronik GmbH, Neurocheck GmbH und Sick AG GmbH.
Literaturverzeichnis
[1] Zentralverband Elektrotechnik- und Elektronikindustrie e. V. (ZVEI): Gefälschte Bauteile in der Elektronikproduktion: Handlungsempfehlungen zur Risikoreduzierung, November 2011
[2] Electronical Commission: Produktpiraterie bei Elektro- und Elektronikprodukten: Methoden und Strategien im Kampf gegen Produktfälschung und -piraterie, http://www.vde.com/de/Institut/Kunden/Documents/ IEC_Counterfeiting_brochure_LR-de.pdf
[3] Pecht, M.; Tiku, S.: Bogus: electronic manufacturing and consumers confront a rising tide of counterfeit electronics, Spectrum, IEEE, vol. 43, no. 5, pp.37–46, May 2006, doi: 10.1109/MSPEC.2006.1628506
[4] Zweig, S.: Understanding the counterfeit components problem, http://www.glenbrooktech.com/blog/2011/10/understanding-the-counterfeit-components-problem/, Aufruf: 14.10.2014
[5] Wilde, J.: Schlussbericht zu IGF-Vorhaben 18683 N, ETRACE, ZVEI 2020, Download unter https://www.fv-elektrotechnik.de/aktuelle-vorhaben
[6] Test Methods Standard, AS6171A, General requirements, suspect/counterfeit, electrical, electronic, and electromechanical parts, überarbeitete Auflage vom 18. 04.2018, kostenpflichtig zu beziehen über https://www.sae.org/standards/content/as6171a/
[7] Merli, D.; Sigl, G.: ‚Physical unclonable functions‘, Springer, J. Datenschutz und Datensicherheit, Volume 36, Issue 12, pp 876-880, doi: 10.1007/s11623-012-0294-0
[8] Workman, J.; Springsteen, A.: Applied spectroscopy: a compact reference for practitioners. Academic Press, 1998
[9] Ganzoury, M.A.; Al am, N.K.; Nicolet, T.; Al, C.: Introduction to fourier transform infrared spectrometry, Renew. Sustain. Energy Rev., 2015
[10] Verkaufsseite zur Spektrendatenbank der Fa. Biorad: http://www.bio-rad.com/de-de/product/ir-spectral-databases?ID=N0ZXNZE8Z, Aufruf: 08.08.2019
[11] Sawyer, L. C.; Grubb, D. T.; Meyers, G. F.: Polymer microscopy, Third edition, 2008
[12] Alaee, M.; Arias, P.; Sjödin, A.; Bergman, Å.: An overview of commercially used brominated flame retardants, their applications, their use patterns in different countries/regions and possible modes of release, Environ. Int., vol. 29, no. 6, pp. 683–689, Sep. 2003
[13] Laachachi, A.; Cochez, M.; Ferriol, M.; Leroy, E.; Lopez Cuesta, J. M.; Oget, N.: Influence of Sb2O3 particles as filler on the thermal stability and flammability properties of poly(methyl methacrylate) (PMMA), Polym. Degrad. Stab., 2004
[14] Koltzenburg S.; Maskos, M.; Nuyken, O., et al.: Polymere: Synthese, Eigenschaften und Anwendungen, Berlin Heidelberg: Springer Spektrum, 2014
[15] Czégény, Z.; Jakab, E.; Blazsó, M.; Bhaskar, T.; Sakata, Y.: Thermal decomposition of polymer mixtures of PVC, PET and ABS containing brominated flame retardant: Formation of chlorinated and brominated organic compounds, J. Anal. Appl. Pyrolysis, 2012
[16] N. N.: Beschreibung der Dimensionen des Bauelementtyps Small-Outline-Transistor SOT223-4 auf wikipedia, https://en.wikipedia.org/wiki/Small-outline_transistor#SOT223_(SOT223-4), Aufruf: 26.11.2019
[17] N. N.: Bedienungsanleitung zur Anwendungssoftware für die industrielle Bildverarbeitung NeuroCheck, Fa. NeuroCheck GmbH, Remseck
[18] Parasuraman, S.D.; Wilde, J.: Training convolutional neural networks (CNN) for counterfeit IC detection by the use of simulated X-Ray images, Proc. EuroSime 2021, 22nd Int. Conf. on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems, 2021











