Im Fahrzeuginnenraum moderner Fahrzeuge steht Autofahrern ein breites Spektrum an hochwertigen Technologien zur Verfügung. Angesichts der Komplexität dieser Systeme ist deren Fertigung kein Leichtes. Für das IEE S. A. entwickelte HOD-Erkennungssystem (Hands Off Detection Sensing System) wurden spezielle Fertigungslösungen entwickelt.
Die HOD-Technologie ermöglicht es festzustellen, ob ein Autofahrer während der Fahrt das Lenkrad hält – eine wichtige Information für Fahrerassistenzsysteme. So müssen beispielsweise Spurhalteassistenzsysteme laut der Verordnung UN-R79 warnen, falls die Hände länger als 15 Sekunden nicht am Lenkrad bleiben. Ein weiteres Beispiel sind automatisiert fahrende Fahrzeuge. Hier muss die Elektronik klar unterscheiden können, ob der Fahrer das Auto steuert oder der Wagen eigenständig fährt.
Spezielles Konzept für außergewöhnliche Anforderungen
 Bei der TL S270 sind fünf Einzelprozesse in Linie und eine komplette Prozessüberwachung integriert. Die Anlage besteht aus verschiedenen Einzelschritten des Lotpastenauftrags mittels Dispenser sowie dem ThermodenlötenDie HOD-Technologie basiert auf einer 3 mm dünnen Sensormatte, die unter dem Lenkradbezug angebracht wird. Allerdings erfordern Materialien wie Leder spezifische Fertigungsverfahren. Deshalb haben die Experten von IEE S. A. den Spezialisten für Löt- und Verbindungssysteme Eutect beauftragt, ein entsprechendes Maschinenkonzept zu entwickeln.
Bei der TL S270 sind fünf Einzelprozesse in Linie und eine komplette Prozessüberwachung integriert. Die Anlage besteht aus verschiedenen Einzelschritten des Lotpastenauftrags mittels Dispenser sowie dem ThermodenlötenDie HOD-Technologie basiert auf einer 3 mm dünnen Sensormatte, die unter dem Lenkradbezug angebracht wird. Allerdings erfordern Materialien wie Leder spezifische Fertigungsverfahren. Deshalb haben die Experten von IEE S. A. den Spezialisten für Löt- und Verbindungssysteme Eutect beauftragt, ein entsprechendes Maschinenkonzept zu entwickeln.
„Für uns ist es wichtig, für eine Anwendung den optimalen Lötprozess sicherzustellen. Deshalb befassen wir uns eingehend mit den kundenseitigen Bedingungen und evaluieren anhand umfangreicher Tests die erforderlichen Leistungsmerkmale. Im Falle der HOD-Technologie haben wir uns gemeinsam mit dem Kunden für das Löten mit Thermode entschieden“, sagt Matthias Schmid, Projektleiter von Eutect.
Mit der Multi-Thermodenanlage TL S270 haben die Experten ein hochflexibles Maschinenkonzept entwickelt, das es erlaubt, alle erforderlichen Einzelschritte zu verknüpfen und zu überwachen. Überdies ist die TL S270 mit einer Breite von 2,3 m und einer Länge von 4,8 m eine der größten Komplettanlagen, die von den Lötspezialisten bislang entwickelt wurden.
Fünf Einzelprozesse in Linie
Für die HOD-Technologie ist es erforderlich, Sensoren mit unterschiedlich positionierten Kabeln zu verlöten. Deshalb wurde die Komplettanlage mit 2 Dispens- und 3 Thermodenlötprozessen ausgestattet. Der Baugruppentransport innerhalb der Anlage erfolgt über Satelliten-Werkstückträger, die sich auf einem Grund-Carrier befinden. Mit einer Länge von 1300 mm entsprechen die Werkstückträger der maximalen Produktlänge.
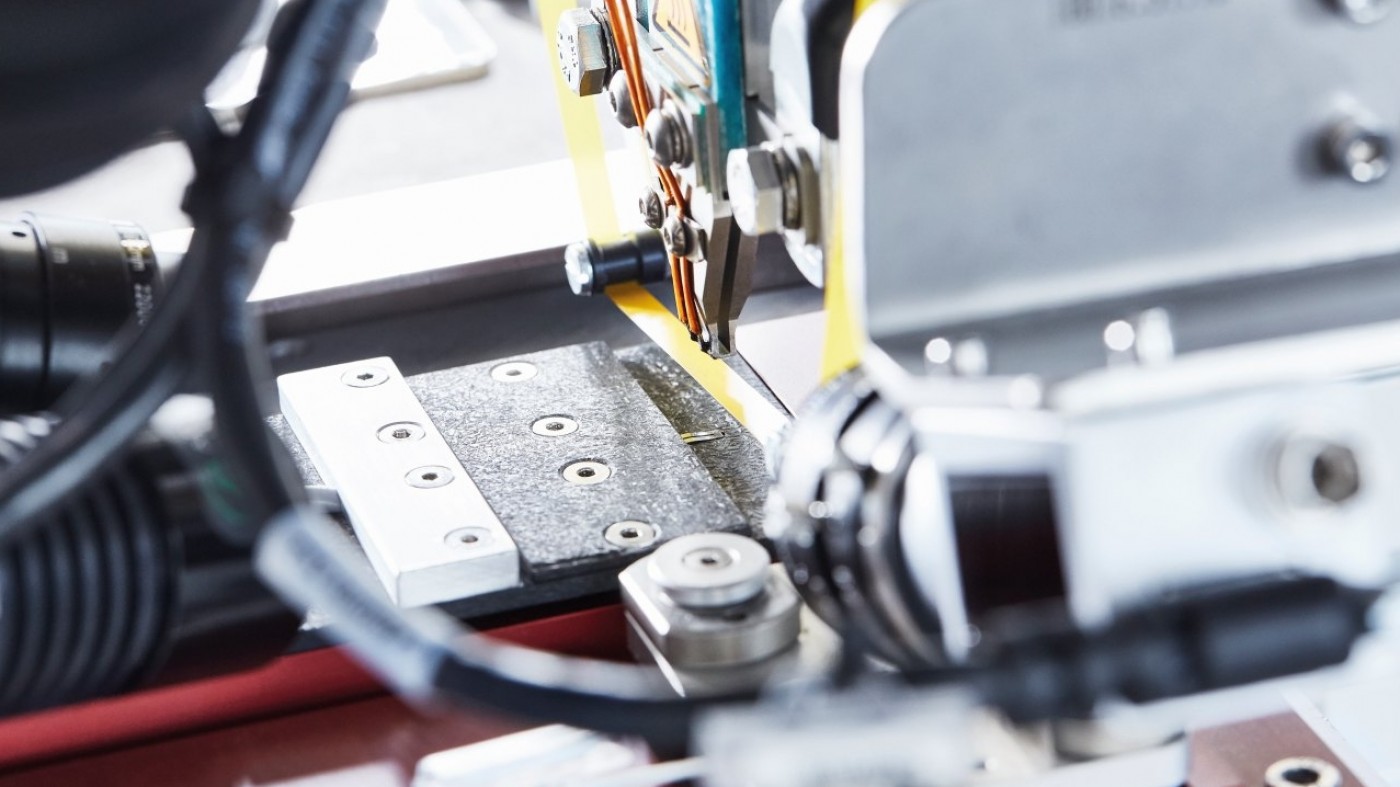
Um die Kabel anbringen zu können, wird der Sensor manuell in die Werkstückträger eingelegt. Zudem werden die anzulötenden Kabel mit Hilfe weiterer, per Hand eingesetzter kleiner Kabelhalter positionsgenau platziert und fixiert. Sobald der Werkstückträger in die Anlage eingefahren ist, applizieren Spindelventildispenser in den ersten beiden Schritten Lötpaste auf die Baugruppenoberflächen und die Kabellitzen der Kabelenden. Im Anschluss daran werden die Litzen mittels Thermodenlötung temperatur-, kraft- und wegüberwacht verlötet. Eine eigens entwickelte Ausrichthilfe sorgt für eine wiederholgenaue Lage der Litzen und somit für reproduzierbare Lötergebnisse.
Alle prozessrelevanten Parameter wie etwa der Anpressdruck, der Einsinkweg und das Temperaturprofil müssen sich exakt dem Prozess und dem Bedarf des Bedieners entsprechend definieren lassen. Deshalb haben die Entwickler drei Thermodenlötmodule TL integriert, die den aktuellen Anforderungen entsprechen.
Die Thermodenlötmodule sind an einem 4-Achssystem X-Y-Z-D (Linearachsen) montiert, wobei das Thermodenlötmodul mit einer weiteren Achse (hochintelligenter Linearmotor) für die Prozesszustellung ausgestattet ist.
Anpressdruck und Einsinkweg
Der Anpressdruck der Thermoden liegt bei 1-60 N, wobei sich die Anpresskraft in 0,5 N Schritten anzeigen lässt. Eine visuelle Steueransicht erlaubt es, einen den Materialien und der Applikation entsprechenden Anpressdruck vorzugeben. Zudem fixiert ein vor- und nachlaufender Niederhalter die zu verlötenden Oberflächen. „Dadurch lassen sich die Kühlzeiten abhängig von der Wärmesenke der Lötstelle um bis zu 70 % optimieren und Taktzeiteinsparungen von bis zu 20 % erzielen“, betont Schmid.
Ein weiterer Prozessvorteil besteht darin, den Einsinkweg kontrollieren zu können. Die Einsinkkontrolle liegt bei 1 µm und damit in einem für das Thermodenlöten einmaligen Bereich. Der Einsinkweg lässt sich frei in µ einstellen, ermöglicht einen definierten Lotspalt und erlaubt damit optimale intermetallische Phasenanordnungen. Das Temperaturprofil wird anhand einer speicherprogrammierbaren Steuerung permanent überwacht und geregelt.
Reibungsloser Rücktransport
Die Thermodenlötanlage TL S270 bietet zwei verschiedene prozessrelevante Modi an, wobei die Baugruppeneingabe manuell erfolgt. Sobald die Baugruppe die Anlage durchlaufen hat, lässt sie sich auf der gegenüberliegenden Seite entnehmen. Oder sie fährt auf einem im Chassis liegenden Conveyor zur Eingabeposition zurück, um dort vom Bediener entnommen zu werden.
Die Maschine ist ferner mit Modulen zur Überwachung und Transportabsicherung ausgestattet. So befinden sich Monitore am Eingabe- und dem rückseitigen Entnahmebereich, mit denen sich Prozesse steuern und überwachen lassen. Dank der Befestigung an langen Armen ist es möglich, die Bildschirme an allen vier Seiten der Anlage zu nutzen. Ein weiterer Monitor ist überdies am Eingangsbereich installiert. Hier wird der mit je zwei Kameras überwachte Dispensprozess angezeigt.
Den reibungslosen Rücktransport der Kabelhalter innerhalb der Anlage gewährleistet ein weiteres, seitlich an der Anlage montiertes Fließband. Dieses Band erlaubt es, den Bestückungsprozess der Kabel durch den Rücktransport der Kabelsatellitenträger parallel zum eigentlichen Lötprozess zu realisieren. Andernfalls müsste die taktzeitoptimierte Anlage auf den Bediener warten.
Erweiterte Leistung für die Zukunft
Aktuell liegt der Fokus darauf, das Erkennungssystem in Pkw-Lenkräder zu integrieren. Zukünftig sollen aber auch Lkw-Lenkräder mit der HOD-Technologie ausgestattet werden. Aktuell wird deshalb eine Maschine mit einer Spurbreite von 1500 mm entwickelt. Um die Werker dabei zu unterstützen, die Qualität der komplexen, manuellen Fertigungsschritte mit hoher Variantenvielfalt sicherzustellen, könnte hier auch das kognitive Assistenzsystem ‚Schlauer Klaus' integriert werden.



