![Abb.1: IMKS – prinzipieller Verfahrensablauf [2]](/media/k2/items/cache/plus-2022-05-0044_XL.jpg)
Seit Umstellung auf bleifreie Löttechnik 2006 sind nickeldotierte Lote in sämtlichen Lötprozessen der Elektronikfertigung etabliert: als Massivlot für Wellen- und Selektivlötanlagen, als Pulver in SMD-Lötpasten für Reflow-Lötprozesse und als flussmittelgefüllte Lötdrähte für händische und automatisierte Kolbenlötungen. Neben diesen ,konventionellen' Anwendungsfeldern haben die Felder NiGe-Lote Sn100Ni+ und Sn96Ag+ ein neues Einsatzgebiet gefunden: Im vom Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen konzipierten und mit Unterstützung von Spritzgießmaschinen-Hersteller KraussMaffei und der Heinze Gruppe weiterentwickelten ,Integrierten Metall/Kunststoff-Spritzgießen' (IMKS) werden damit die integrierten elektrischen und mechanischen Verbindungen der Elektronik erzeugt. Das Fertigungsverfahren erzeugt elektrisch funktionelle, komplexe Kunststoffbauteile in einem einstufigen Spritz-/Druckgussprozess. Seit 2014 wurden in diversen IMKS-Projekten die Grundlagen für dieses Verfahren geschaffen. Seither ist die Felder GmbH auch Mitglied in den projektbegleitenden Ausschüssen.
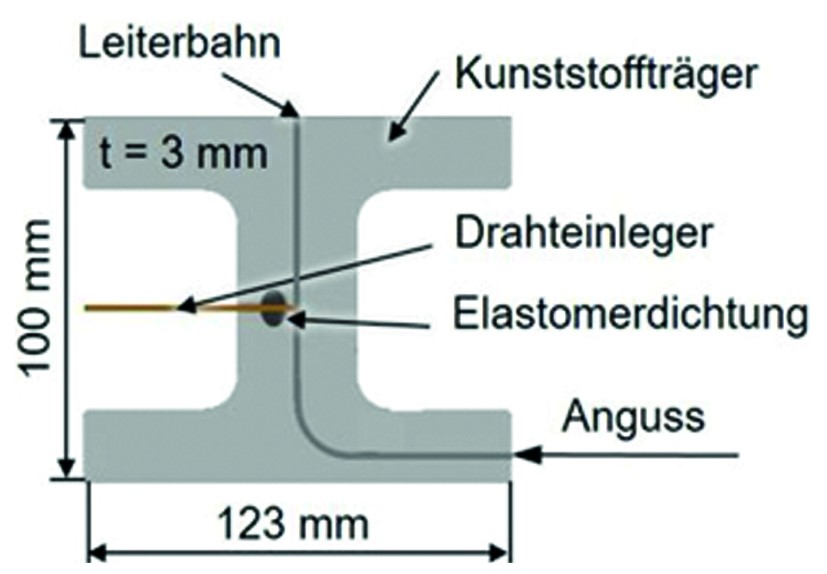

Abb. 2: Probenkörper aus dem Projekt ‚IMKS-Kontaktierung‘ [2]
Hier der prinzipielle Ablauf im IMKS-Prozess: Zunächst wird ein Kunststoffkörper (Gehäuse, Bauteilträger) im Spritzgussverfahren hergestellt. Dieser wird innerhalb der Gießform in eine zweite Kavität umgesetzt, elektronische Bauteile werden platziert (für diesen Versuchsaufbau ein schlichter Kupferdraht) und im Druckgussverfahren Leiterbahnen aus bleifreiem Weichlot in die dafür vorgesehenen Leiterbahnkanäle eingespritzt. Maßgeblicher Vorteil dieses Verfahrens ist die Verkürzung der Prozesskette durch die Einsparung aufwändiger Metallisierungs- oder Einlegeprozesse zur elektronischen Funktionalisierung von Kunststoff-Spritzteilen.
Aus der Vielzahl von konventionellen, bleifreien Lotlegierungen, die sich seit 2006 in der elektronischen Baugruppenfertigung etabliert haben, wurden in den IMKS-Forschungsprojekten zunächst drei Lote –
- Bi58Sn42 (Schmelzpunkt 138 °C)
- Sn96Ag+ (Sn96/Ag3/Cu0,5/Ni0,05/Ge0,01, Schmelzbereich 217-219 °C) und
- Sn100Ni+ (Sn99,24/Cu0,7/Ni0,05/Ge0,01, Schmelzpunkt 217 °C)
– als Leiterbahnmaterialien ausgewählt. Zunächst erschien die Legierung Bi58/Sn42 wegen geringer Schmelz- und Verarbeitungstemperatur optimal für IMKS. Wegen nicht ausreichender elektrischer Leitfähigkeit und einer geringen Verbundfestigkeit zu den getesteten Thermoplasten wurde sie im aktuellen Projekt ,IMKS-Kontaktierung' des IKV [1] jedoch nicht weiter betrachtet.
Sn100Ni+ und Sn96Ag+ wiesen bei durchgeführten Zugversuchen an den Probenkörpern (Abb. 2) in der Materialkombination mit thermisch leitfähigem Kunststoff die höchsten Festigkeitswerte auf. Die höchste elektrische Leitfähigkeit über die gesamte Leiterbahnlänge konnte ebenfalls mit Sn100Ni+ (ebenfalls in Kombination mit thermisch leitfähigen Kunststoffen) gemessen werden. Die hohe Reinheit der Felder-NiGe-Lote sowie die geringe Oxidation im schmelzflüssigen Zustand reduzieren Gussfehler und sorgen für zuverlässige Anbindungen an den Kontaktierungen. Durch den optimierten Nickelanteil in den Loten wird die Haltbarkeit der, mit der Metallschmelze in Kontakt stehenden, Anlagenteile nachweislich und deutlich verlängert.
Das IMKS-Verfahren hat mittlerweile Serienreife erlangt und es stehen entsprechende kommerzielle Fertigungsanlagen zur Verfügung. Dennoch gehen die Forschungen zu diesem Thema am IKV weiter: Optimierungen am Leiterbahnlayout und der Kontaktierung von Einlegern werden durchgeführt, um weitere, mögliche Einsatzbereiche für diese innovative Technologie zu schaffen.
www.ikv-aachen.de, www.felder.de
Referenzen:
[1] Vollständiger Titel: ,Analyse der Kontaktierung metallischer Einlegeteile mit niedrig schmelzenden Metalllegierungen im integrierten Metall/Kunststoff-Spritzgießen'
[2] Bildmaterial: Hopmann, C.; Sturm, I.: Langzeitbeständige Leiterbahnen – Prozesssimulationen zum Optimieren des Integrierten Metall/Kunststoff-Spritzgießens. Plastverarbeiter 70 (2019) 10, S. 96-99




