Doch Löten ist nicht gleich Löten, denn auch in diesem Bereich gibt es unterschiedliche Technologien. Zudem unterscheidet man auch zwischen automatisierten und manuellen Lötverfahren. Doch gleich welchen Lötprozess man analysiert – alle haben eines gemeinsam: Sie produzieren luftgetragene Schadstoffe, welche negative Wirkungen auf Mitarbeiter, Anlagen und Produkte haben können.
Lötverfahren in der Elektronikfertigung
Es gibt eine ganze Reihe an Lötverfahren, die aber nicht alle in der Elektronikfertigung ihren Einsatz finden. Gängige Löttechniken in der Baugruppenproduktion sind:
- Wellenlöten bzw. Schwalllöten
- Reflowlöten
- Tauchlöten
- Heißluftlöten
- Selektivlöten
- Laserlöten
- Vakuumlöten
Bei der Herstellung elektronischer Baugruppen werden nahezu ausschließlich Lötverfahren angewandt, die mit Weichlot arbeiten. Die Schmelztemperatur des Lotes ist niedriger als die der zu verbindenden Elemente, z. B. Anschlüsse von Bauelementen mit den Leiterbahnen (ca. 180 °C bis 260 °C). Das geschmolzene Lot fließt zwischen die Metallteile. Ziel ist, dass zwischen dem Lot und den Metallen eine feste, luftdichte, korrosionsbeständige, strom- und wärmeleitende Verbindung entsteht.
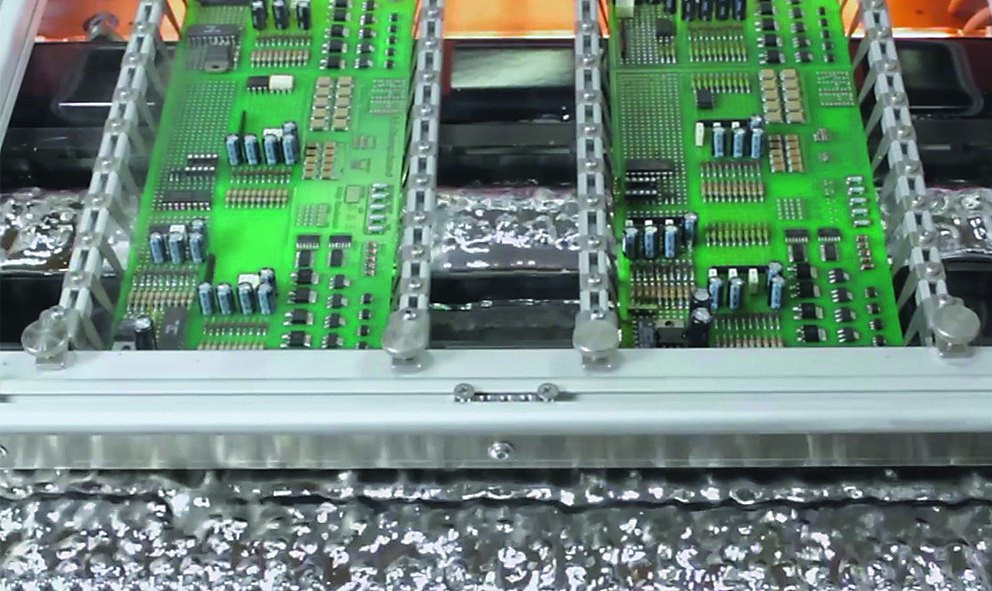
 Beim Wellenlöten taucht die Baugruppe in das flüssige Lot ein – die entstehenden Dämpfe müssen dann zuverlässig abgesaugt werden
Beim Wellenlöten taucht die Baugruppe in das flüssige Lot ein – die entstehenden Dämpfe müssen dann zuverlässig abgesaugt werden
Die Lote bestehen zumeist aus Legierungen – als Lotdraht, Lotbarren oder Lotpaste. Diese bestehen je nach Anwendungsbereich des Endproduktes aus Zinn, Blei, Antimon, Silber und/oder Kupfer. In ihnen können Flussmittel enthalten sein, die aus unterschiedlichen chemischen Zusammensetzungen, z. B. Kolophonium bestehen. Prinzipiell werden sogenannte halogenfreie Flussmittel eingesetzt, wobei sich deren Wirkung auf die Lötstellen bezieht.
Automatisierte Lötverfahren und Handlöten
Wo vor einigen Jahrzehnten noch fleißige Menschen Baugruppe für Baugruppe löteten, werden heute automatisierte Lötanlagen unterschiedlicher Größen eingesetzt. Diese Anlagen sind spezialisierte Systeme, die eine bestimmte Löttechnik, z. B. Reflowlöten oder Selektivlöten, ausführen. Diese Systeme werden je nach Baugruppentyp und Losgröße eingesetzt. In vielen Fertigungslinien finden sich unterschiedliche Systeme, die entsprechend ihrer Bestimmung eingesetzt werden.
Doch das Löten an Handarbeitsplätzen ist immer noch wesentlicher Bestandteil einer Baugruppenfertigung. Allerdings werden manuelle Lötaufgaben vorwiegend bei Kleinstserien, dem Prototypenbau oder an Reparaturstationen durchgeführt.
Auftretende luftgetragene Schadstoffe
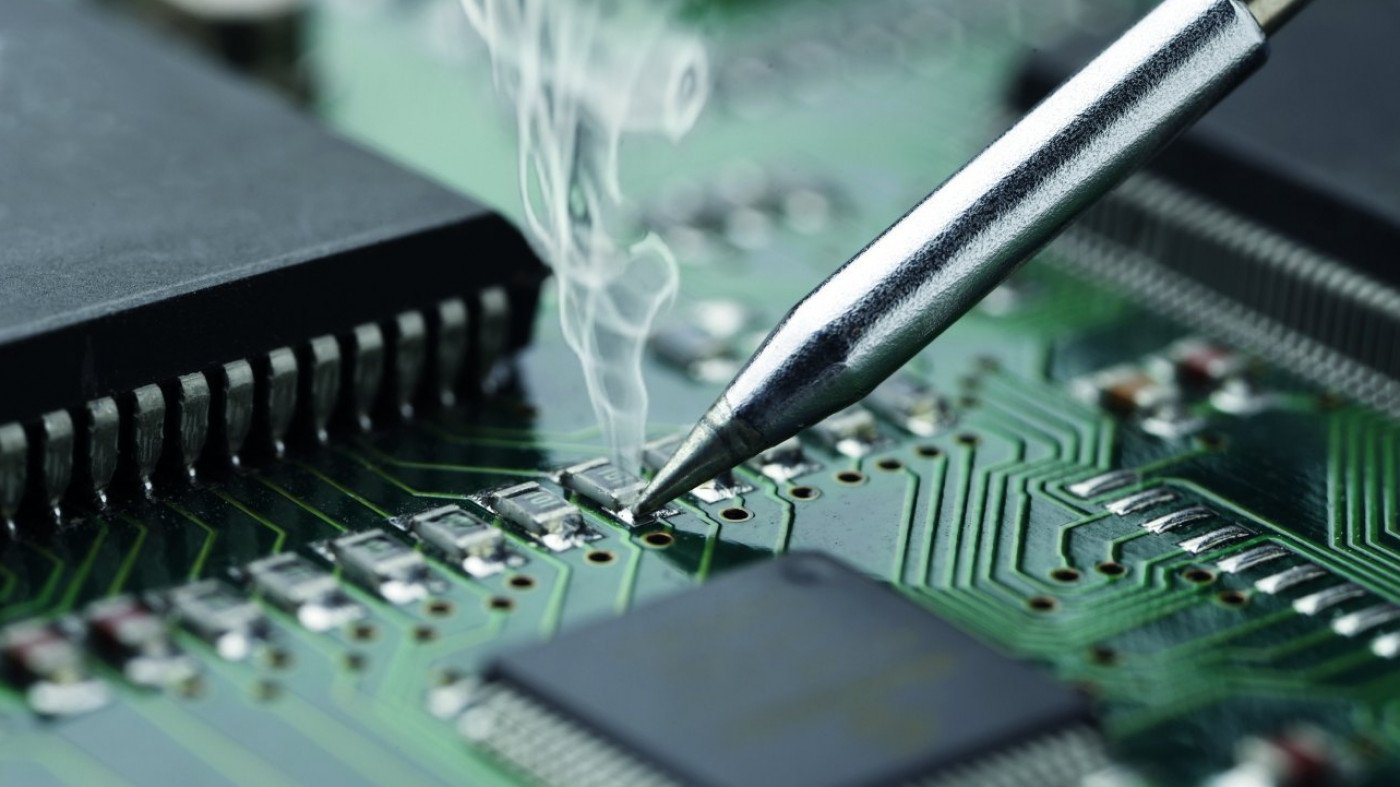
 Lötrauchabsaugung am ReparaturarbeitsplatzJe nach Einsatzgebiet der Baugruppe und Anforderungen der verwendeten Bauteile, werden beim Löten unterschiedliche Lotlegierungen und Flussmittel genutzt. Während des Lötprozesses werden große Teile des Flussmittels und ein geringer Anteil des Lotes verdampft und die hierbei entstehenden Aerosole und Partikel können in den Fertigungsbereich gelangen.
Lötrauchabsaugung am ReparaturarbeitsplatzJe nach Einsatzgebiet der Baugruppe und Anforderungen der verwendeten Bauteile, werden beim Löten unterschiedliche Lotlegierungen und Flussmittel genutzt. Während des Lötprozesses werden große Teile des Flussmittels und ein geringer Anteil des Lotes verdampft und die hierbei entstehenden Aerosole und Partikel können in den Fertigungsbereich gelangen.
Dabei werden nicht nur unangenehme Gerüche verbreitet. Diese luftgetragenen Schadstoffe können zudem schwere Erkrankungen beim Personal hervorrufen. Ein besonders gefährliches Produkt sind hierbei die Aldehyde, die aus kolophoniumhaltigen Stoffen entstehen, wovon einige krebserregend sein können. Zusätzlich entstehen Gase, die bei der Erwärmung aus Teilen des Schutzlackes, Klebstoffes oder Trägermaterialen der Baugruppe entstehen.
Diese Gase beinhalten auch klebrige Aerosole, die sich in den Lötmaschinen − und im schlimmsten Falle auf den Produkten − absetzen und diese verschmutzen. Dies führt dann zu einem erhöhten Wartungsaufwand, da die Funktionsfähigkeit der Anlage beeinträchtigt werden kann. Zudem können die gefertigten Produkte kontaminieren oder gar korrodieren, was sich negativ auf deren Funktionalität und folglich auf die Qualität niederschlägt.
Bei herkömmlichen Wellenlötprozessen wird in aller Regel die gesamte Leiterplatte vollflächig mit Flussmittel benetzt. Die hierbei entstehenden Sprühnebel bei alkoholbasierten Flussmitteln können in Verbindung mit weiteren Ausdämpfungen der Baugruppen zu explosionsgefährlichen, leicht entzündlichen Dampf-Luftgemischen führen.
Differenzierung und gesetzliche Regelungen
Luftgetragene Schadstoffe werden prinzipiell nach Partikelgrößen unterteilt. Diese Klassifizierung orientiert sich in erster Linie am Einfluss der Emissionen auf den menschlichen Organismus. So werden luftgetragene Schadstoffe nicht nur dahingehend differenziert, ob sie hirn-, nerven- oder atemwegsschädigend sind, sondern ob sie einatembar (E-Fraktion) oder alveolengängig (A-Fraktion) sind. Schadstoffe der A-Fraktion überwinden die sogenannte Blut-Luft-Barriere, die in der Lunge den luftgefüllten Raum der Lungenbläschen (Alveolen) vom Blut in den Kapillaren trennt.
Hierzu gibt es gesetzliche Grenzwerte gemäß DIN EN 481. Diese liegen nach TRGS (Technische Regel für Gefahrstoffe) 900 für die E-Fraktion bei 10 mg/m³ und für die A-Fraktion bei 1,25 mg/m³ (seit 1.01.2017). In den gesetzlichen Bestimmungen der TA Luft (Technische Anleitung zur Reinhaltung der Luft) darf eine Gesamtstaub-Massenkonzentration inkl. Feinstaub von 20 mg/m³ vorliegen.
Erfassen der Luftschadstoffe und deren nachhaltige Filtration
 Die dreifache Schadenswirkung von LötrauchUm entstehende Luftschadstoffe zu beseitigen, reicht es nicht aus, für eine gute Be- und Entlüftung in der Fertigungsumgebung zu sorgen. Der Einsatz effizienter Absaug- und Filtertechnologie ist hier erforderlich und wird von der Berufsgenossenschaft auch entsprechend vorgeschrieben.
Die dreifache Schadenswirkung von LötrauchUm entstehende Luftschadstoffe zu beseitigen, reicht es nicht aus, für eine gute Be- und Entlüftung in der Fertigungsumgebung zu sorgen. Der Einsatz effizienter Absaug- und Filtertechnologie ist hier erforderlich und wird von der Berufsgenossenschaft auch entsprechend vorgeschrieben.
Die Vielfalt der angebotenen Absaug- und Filtersysteme ist dabei hoch. Ihr Einsatz wird durch Schadstoffart und -menge, den Einsatz in automatisierten, teilautomatisierten oder manuellen Fertigungen sowie hinsichtlich Mobilität (mobile Geräte vs. stationäre Anlagen) bzw. Flexibilität bestimmt.
Moderne Absaug- und Filteranlagen erreichen eine derart hohe Reinigung der Prozessluft, dass diese anschließend in den Arbeitsbereich zurückgeführt werden kann.
Wichtig beim Einsatz von Absauganlagen zur Luftreinigung ist auch die Erfassung der Luftschadstoffe. Dabei ist die Nähe zur Emissionsquelle entscheidend – je näher, desto besser. Nicht nur, um den Großteil aller Partikel zu erfassen bevor diese in die Umgebungsluft gelangen oder sich in Anlagen und auf Produkten absetzen, sondern auch, um den ökonomischen Aufwand zu minimieren. Je größer der Abstand zwischen Emissionsquelle und dem Erfassungselement umso höher die erforderliche Ansaugleistung des Absaug- und Filtersystems – was sich im Energieverbrauch nachhaltig niederschlägt.
Erfassungselemente helfen, die Effektivität der Absaugung zu erhöhen. Dabei handelt es sich um Endstücke auf Absaugarmen, die eine optimale Aufnahme der Emissionen gewährleisten. Je nach Schadstoffmenge und -art sowie hinsichtlich Luftströmungsprinzipien sind sie in unterschiedlichen Ausführungen – bis zur Komplett-Einhausung – erhältlich.
Der Einsatz des ‚richtigen' Erfassungselements entscheidet über die Qualität des kompletten Absaug- und Filtersystems. Denn die Höhe des Erfassungsgrades ist die Grundlage für eine nachträglich stattfindende hochgradige Filtration, was schließlich im Wirkungsgrad und folglich der Menge der verbleibenden Schadstoffreste in der rückgeführten Luft resultiert.
Zusammenfassung
Der Konkurrenzdruck in der Elektronikfertigung ist hoch. Nur wer hochqualitative Produkte liefert, den Wartungsaufwand seiner Produktionsanlagen minimiert und sich auf gesunde Mitarbeiter verlassen kann, kann auf einem hart umkämpften Markt bestehen. Das Thema Luftreinhaltung spielt dabei eine zentrale Rolle.