")
")
")

Ya en 1968, Lenz Maschinenbau se especializó en taladradoras y fresadoras para el procesamiento de placas de circuito impreso, lo que la convirtió en una de las primeras empresas de este mercado. El último desarrollo es la DRB 610 1+1 AL - AL significa "cargador automático": se pueden precargar hasta 20 trabajos.
Ernst Lenz Maschinenbau GmbH se fundó en 1939 en Sinn, al noroeste de Wetzlar, donde sigue teniendo su sede en la actualidad. Muchos años de experiencia, una temprana especialización y las exigencias actuales de los clientes han marcado en igual medida los desarrollos de la empresa, por lo que todo el sector sigue de cerca las soluciones en las que trabajan los ingenieros de Sinn. El programa de Lenz también incluye máquinas especiales para otros procesos de producción de placas de circuito impreso y para otros sectores de aplicación.
Sistema de taladrado y fresado DRB 610 1+1 AL
El sistema de taladrado y fresado DRB 610 1+1 AL no sólo marca pautas por su flexibilidad, sino también por su reducido tamaño y su gran flexibilidad gracias al cambio automático de herramientas, que minimiza los tiempos de parada de la máquina. El sistema está diseñado para los mercados europeo y americano, en este último principalmente para la producción de bajo volumen y alta mezcla.
Hay disponibles paquetes de software especiales u opciones, personalizados para cada entorno de producción. La máquina puede crear tanto agujeros ciegos como fresados profundos (cavidades) en las placas de circuito impreso. Para ello se dispone de varios sistemas. El sistema DRB está equipado con un módulo de taladrado por contacto y un segundo sistema de medición en el dispositivo de sujeción. Además, se dispone de un sistema de cámara CCD para la detección de capas internas multicapa. Puede reconocer automáticamente capas internas de hasta un mínimo de 60 µm. Un sistema de registro de la cámara controla la posición de la placa de circuito impreso y corrige las desviaciones y distorsiones de las capas internas.
El nuevo sistema de taladrado y fresado cuenta con un husillo de taladrado que funciona entre 20.000 y 200.000 rpm y un husillo de taladrado y fresado sincronizado con velocidades de 6.000 a 60.000 rpm. Este último también se utiliza para taladrar los agujeros grandes. Sólo se utiliza un husillo a la vez. El cambio de herramientas es totalmente automático y se programa libremente para productos individuales. Las herramientas pueden cambiarse durante el funcionamiento.
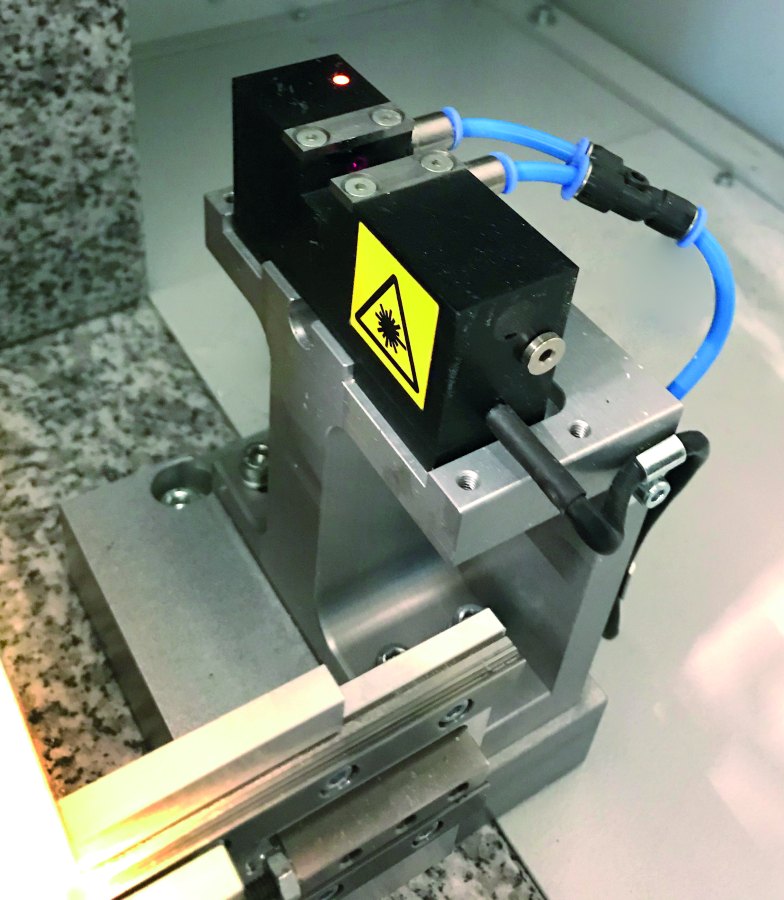 Fig. 2: Medición láser automática del diámetro de la herramienta, la concentricidad del husillo y el ajuste de la posición de la punta de la herramienta
Fig. 2: Medición láser automática del diámetro de la herramienta, la concentricidad del husillo y el ajuste de la posición de la punta de la herramienta
 Fig. 3: Cambio de herramienta totalmente automatizado. Los Euromagazines integrados en el DRB 610 1+1 AL pueden albergar hasta 2600 herramientas en total
Fig. 3: Cambio de herramienta totalmente automatizado. Los Euromagazines integrados en el DRB 610 1+1 AL pueden albergar hasta 2600 herramientas en total
 Fig. 4: Vista del husillo de taladrado con velocidades de 20.000 a 200.000 rpm
Fig. 4: Vista del husillo de taladrado con velocidades de 20.000 a 200.000 rpm
Una cinta, que sirve para organizar el cambio de herramientas, evita los tiempos de parada de la instalación. 243 almacenes Euro, también un desarrollo de Lenz, albergan hasta 2600 herramientas. Su gestión y asignación es muy sencilla gracias a una interfaz gráfica de software y puede realizarla cualquier empleado tras una breve sesión informativa.
El sistema tiene capacidad para 20 paquetes de placas, que pueden pertenecer a distintas líneas de productos. El software se encarga de controlar correctamente los procesos de producción; aquí es donde entra en juego el AL del nombre del producto ("cargador automático"). Se pueden precargar entre uno y 20 pedidos, lo que reduce la carga de trabajo de los empleados y libera una valiosa capacidad para otras tareas importantes.
La máquina también puede utilizarse durante la noche, ya que realiza sus tareas sin supervisión. Las herramientas y las listas de pedidos se comprueban automáticamente y todo queda documentado para que pueda rastrearse posteriormente y reproducirse con exactitud en cualquier cantidad.
Además de las innovaciones, el equipamiento de la máquina también incluye características de eficacia probada, como los motores lineales para un guiado preciso en los ejes X, Y y Z, que Lenz fue el primer fabricante de máquinas del mundo en utilizar en la tecnología de placas de circuito impreso ya en 1993, o los adaptadores de vacío para sujetar placas de circuito impreso muy finas.
Proyecto de ampliación de Becker & Müller
Becker & Müller Schaltungsdruck GmbH de Steinach, en el valle de Kinzig, es una de las empresas que ha integrado consecuentemente las innovaciones de los desarrolladores de Lenz en su propia producción de placas de circuito impreso. La empresa de la Selva Negra colabora con Lenz desde 2003. El primer DRB 610 1+1 AL se instaló en Becker & Müller hace dos años. El fabricante de placas de circuito impreso ha invertido recientemente en otras dos máquinas DRB 610 1+1 AL para optimizar el proceso de producción y hacerlo más flexible, lo que demuestra que la primera ha demostrado su valía.
El equipo de Lenz sustituyó una antigua fresadora y una antigua taladradora por una máquina de última generación que tiene más capacidades. Además, este tipo de máquina ya está en producción, lo que mejora aún más la estandarización. Las nuevas máquinas se personalizaron para Becker & Müller y se entregaron con dos pantallas cada una, de modo que pueden manejarse desde dos lados. Si se utiliza un cargador automático, ahora es posible manejar el software en el mismo lado de la máquina. Gracias a la reducción del espacio necesario y al acceso frontal para mantenimiento y reparación, las máquinas pudieron instalarse directamente una al lado de la otra en la planta de producción de Steinach.
Con los nuevos sistemas, los procesos bien automatizados pueden llevarse a cabo sin operario y los productos pueden cambiarse fácilmente entre las máquinas.
El almacén de herramientas conectado de Becker & Müller se controla con software de HAM Präzision. Las posibilidades de la Industria 4.0 se ponen de manifiesto durante el trabajo en curso: el sistema analiza automáticamente el estado de las herramientas y las reordena en línea desde el almacén conectado. El concepto I4.0 ya está muy avanzado aquí y se está llevando más allá. Si las existencias de herramientas en el almacén se agotan, el software del almacén las vuelve a pedir automáticamente al fabricante.
"Para nosotros, las sustituciones o las nuevas inversiones se evalúan siempre teniendo muy en cuenta la compatibilidad medioambiental".
La inversión en la modernización de la producción tiene aspectos de protección del medio ambiente, además de estar al día. El consumo de aire comprimido y energía de la DRB 610 1+1 AL es significativamente menor que el de los sistemas sustituidos en el parque de máquinas y, por tanto, encaja muy bien en la estrategia medioambiental de la empresa: "Para nosotros, las inversiones de sustitución o nuevas siempre se evalúan fuertemente en términos de compatibilidad medioambiental. Cualquier cosa que no sea lo suficientemente 'respetuosa con el medio ambiente' no pasa el proceso de selección", afirman Michael Becker y Xaver Müller. A la hora de seleccionar las inversiones, los directores son conocidos por su uso coherente y cuidadoso de los limitados recursos medioambientales.
"Los nuevos sistemas DRB 610 1+1 AL son ideales para nuestra producción de prototipos y nos ayudarán a avanzar en términos de estandarización y flexibilización". Para Xaver Müller, la elección de equipos de alta precisión para su propia producción es totalmente acertada. Conduce a una mayor optimización de la producción. Y Uwe Lenz, Director General de Ernst Lenz Maschinenbau GmbH, añade: "Clientes como éste son la referencia de nuestro trabajo". Está encantado de que sus socios de la Selva Negra utilicen sus máquinas.
