
Während es beim Spritzgießen normalerweise bestenfalls nötig ist, den Anguss zu entfernen, muss beim Blasformen oft die Quetschnaht oder die Trennebene entgratet und beim Thermoformen der Rand abgeschnitten werden. Bei Duroplasten und Elastomeren entsteht normalerweise immer ein Grat, weil die Formmassen sehr dünnflüssig sind und auch in kleinste Spalte eindringen und Schwimmhäute oder ähnliche Gratfahnen hinterlassen.
![Abb. 1: Gründe für das Entgraten [1]](/images/stories/Abo-2022-07/gt-2022-07-0045.jpg "Abb. 1: Gründe für das Entgraten [1]") Abb. 1: Gründe für das Entgraten [1]
Abb. 1: Gründe für das Entgraten [1]
Bei den Entgratverfahren überwiegen bei Kleinserien das manuelle Entgraten oder der Einsatz von Robotern. Eine weiter automatisierte Stufe nutzt Bürsten oder andere rotierende Werkzeuge für feine Arbeiten wie die Egalisierung der Trennebene und bei den vollautomatischen, ungezielt arbeitenden Verfahren kommen bei Kunststoffen Gleitschleifen und Strahlspanen zum Einsatz, wie sie ähnlich auch von der Metallbearbeitung bekannt sind. Um Beschädigungen der empfindlichen Oberflächen zu vermeiden, werden die Verfahren und die Verfahrensmittel dem Werkstoff angepasst. Beim Strahlspanen gibt es zwei Varianten, die auf Kunststoffe abgestimmt wurden, das Strahlen mit CO2-Gries und die Bearbeitung von mit Stickstoff unterkühlten Teilen. Nur für Kunststoffe kommt das Erwärmen der Grate zum Tragen, um so Markierungen einer Trennebene mit der benachbarten Oberfläche zu verschmelzen.
Schließlich ist die thermische Entgratmethode (TEM) ein universelles Verfahren, das für sehr viele Kunststoffe sehr gut geeignet ist und bei Acrylglas sogar die gesamte Oberfläche „polieren“ kann. Die Untersuchung hat gezeigt, dass sich viele der für das Entgraten von Metallen verwendeten Verfahren auch für Kunststoffe eignen. Das bedeutet jedoch nicht, dass alle Maschinen für die Metallbearbeitung ohne Anpassung auch für Kunststoffe einsatzbereit wären. Bei den Werkstoffen sind Thermoplaste nur in besonderen Fällen zu entgraten, Duroplaste und Elastomere jedoch fast immer. Viele der Verfahren eignen sich auch für eine Großserienproduktion, obwohl Gratvermeidung immer die günstigere Lösung ist.
Entgraten – ungeliebt, aber erforderlich
Entgraten ist ein Bearbeitungsverfahren, das wenig geliebt und wenig untersucht ist, weil es nur bedingt zur eigentlichen Wertschöpfung beiträgt, im Gegensatz zu Fertigungsverfahren wie Gießen, Umformen oder die Zerspanung. Trotzdem ist es zumindest in der Metallbearbeitung ein Arbeitsgang, der in der Folge sehr vieler Verfahren erforderlich wird. So sind beispielsweise Gussteile ohne Gussputzen nicht verwendbar, bei Tiefziehteilen muss in der Regel ein Rand abgeschnitten werden und bei Bohrungen folgt meist ein Senken. Im Metallbereich hat es sich eingespielt, dass Fertigungsverfahren, z. B. aus den Gruppen des Spanens mit geometrisch bestimmten und unbestimmten Schneiden, die Formgebung abschließen und in der Regel auch ein Entgraten beinhalten.
Die Gründe für das Entgraten (Abb. 1) wurden bereits vor vielen Jahren formuliert [1] und es hat sich daran bis heute nichts geändert, außer dass einige der formgebenden Fertigungsverfahren präziser geworden sind und dadurch in einigen Fällen die Grate kleiner werden. Dadurch mag es bei einigen Werkstücken genügen, sie entweder gar nicht mehr zu entgraten oder sie mit einem sehr viel einfacheren Verfahren zu behandeln, als dies früher der Fall gewesen wäre.
Bei Teilen aus Kunststoff ist das Entgraten an sich nicht üblich, weil eines der hervorstechendsten Merkmale z. B. des Spritzgießens die Entstehung gratfreier und einsatzbereiter Werkstücke ist. Dies trifft jedoch nicht in allen Fällen zu und daher muss auch bei dieser Werkstoffgruppe in sehr vielen Fällen entgratet werden. Als einzige planmäßige Nachbearbeitung wird das Beschichten mit Lack oder einer Metallschicht angesehen, einschließlich der zugehörigen Vorbehandlung.
Grundlagen – Kunststoffe und Fertigungsverfahren
![Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2]](/images/stories/Abo-2022-07/gt-2022-07-0046.jpg "Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2]") Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2] Um die Werkstoffe und Verfahren zu definieren, für die ein Entgraten in Frage kommt, müssen diese wenigstens soweit beschrieben werden, dass die Gründe und die Möglichkeiten verstanden werden. Bei den Werkstoffen ist zunächst zu unterscheiden zwischen Thermoplasten, Duroplasten und Elastomeren, also Kunststoffen, die in Wärme wieder erweicht werden können, solchen, bei denen es nicht möglich ist und den Gummiwerkstoffen. Unter den Thermoplasten ist zu unterscheiden zwischen den amorphen und den teilkristallinen Werkstoffen. Bei den amorphen Thermoplasten liegen die Makromoleküle in unregelmäßigen Knäueln vor, bei den teilkristallinen liegen unterschiedlich große Bereiche der Molekülketten nebeneinander (z. B. zwischen 20 und 90%), durch schwache Bindungen zusammen gehalten. Die thermoplastischen Elastomere (TPE – gummiartige Kunststoffe, die sich im Gebrauch wie Elastomere verhalten, aber wie Thermoplaste wieder erweichbar sind) verhalten sich bei der Fertigung von Teilen oder beim Entgraten wie Thermoplaste und werden mit diesen zusammen besprochen. Duroplaste und Elastomere müssen in erster Näherung hinsichtlich dieser Untersuchung nicht weiter unterschieden werden. Im Sinne technischer Werkstoffe ist noch zu beachten, dass Thermoplaste sowohl unverstärkt als auch mit Teilchen oder Fasern verstärkt eingesetzt werden, während eine Verstärkung oder Füllung bei Duroplasten und Elastomeren prinzipiell der Fall ist.
Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2] Um die Werkstoffe und Verfahren zu definieren, für die ein Entgraten in Frage kommt, müssen diese wenigstens soweit beschrieben werden, dass die Gründe und die Möglichkeiten verstanden werden. Bei den Werkstoffen ist zunächst zu unterscheiden zwischen Thermoplasten, Duroplasten und Elastomeren, also Kunststoffen, die in Wärme wieder erweicht werden können, solchen, bei denen es nicht möglich ist und den Gummiwerkstoffen. Unter den Thermoplasten ist zu unterscheiden zwischen den amorphen und den teilkristallinen Werkstoffen. Bei den amorphen Thermoplasten liegen die Makromoleküle in unregelmäßigen Knäueln vor, bei den teilkristallinen liegen unterschiedlich große Bereiche der Molekülketten nebeneinander (z. B. zwischen 20 und 90%), durch schwache Bindungen zusammen gehalten. Die thermoplastischen Elastomere (TPE – gummiartige Kunststoffe, die sich im Gebrauch wie Elastomere verhalten, aber wie Thermoplaste wieder erweichbar sind) verhalten sich bei der Fertigung von Teilen oder beim Entgraten wie Thermoplaste und werden mit diesen zusammen besprochen. Duroplaste und Elastomere müssen in erster Näherung hinsichtlich dieser Untersuchung nicht weiter unterschieden werden. Im Sinne technischer Werkstoffe ist noch zu beachten, dass Thermoplaste sowohl unverstärkt als auch mit Teilchen oder Fasern verstärkt eingesetzt werden, während eine Verstärkung oder Füllung bei Duroplasten und Elastomeren prinzipiell der Fall ist.
Bei den Fertigungsverfahren sind Extrudieren, Spritzgießen, Blasformen und Thermoformen für Thermoplaste die wichtigsten Verfahren, mit denen Teile hergestellt werden, bei den Duroplasten und Elastomeren vor allem Spritzgießen und im Anteil geringer werdend das Pressen. Im Bereich der faserverstärkten Duroplaste kommt eine Reihe von Verfahren hinzu, die vom handwerklichen Handlaminieren bis in den Bereich der vollautomatischen Verarbeitung durch Spritzgießen bzw. vergleichbare Vorgehensweisen reicht. Für die Serienproduktion unüblich, in einzelnen Fällen jedoch wichtig, ist die spanende Bearbeitung von Kunststoffen jeder Art, regelmäßig jedoch beim Besäumen von faserverstärkten Duroplasten.
Im Sinne dieser Arbeit sind die einzelnen Werkstoffe und auch die verschiedenen Fertigungsverfahren gesondert zu betrachten, da sie keine oder eben verschieden große Grate erzeugen und im Fall des Auftretens von Grat müssen sie beim Entgraten im Gegensatz zu metallischen Werkstücken auch sehr unterschiedlich behandelt werden. Um die Beschreibung übersichtlich zu halten, ist es erforderlich, die Verfahren und Werkstoffe herauszugreifen, für die eine Notwendigkeit zum Entgraten typisch ist und die als Beispiel für ähnlich gelagerte Anwendungen angesehen werden können, wodurch eine Entgratbearbeitung vergleichbar zu gestalten wäre.
Thermoplaste
![Abb. 3: Schirmanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0047.jpg "Abb. 3: Schirmanschnitt [3]") Abb. 3: Schirmanschnitt [3] Die größte Gruppe der Kunststoffe sind die Thermoplaste aus unterschiedlicher Sicht. Sie enthält zum einen die meisten Kunststofftypen und zum anderen sind sowohl die Mengen zumindest für die sogenannten Massenkunststoffe Polystyrol (PS), Polyäthylen (PE), Polyvinylchlorid (PVC) und inzwischen auch die häufig verwendeten Sorten von Polypropylen (PP) und Acryl-Butadien-Styrol (ABS) vergleichsweise sehr groß und die meisten Teile für den täglichen Gebrauch z. B. in Küche und Bad sind aus diesen Thermoplasten.
Abb. 3: Schirmanschnitt [3] Die größte Gruppe der Kunststoffe sind die Thermoplaste aus unterschiedlicher Sicht. Sie enthält zum einen die meisten Kunststofftypen und zum anderen sind sowohl die Mengen zumindest für die sogenannten Massenkunststoffe Polystyrol (PS), Polyäthylen (PE), Polyvinylchlorid (PVC) und inzwischen auch die häufig verwendeten Sorten von Polypropylen (PP) und Acryl-Butadien-Styrol (ABS) vergleichsweise sehr groß und die meisten Teile für den täglichen Gebrauch z. B. in Küche und Bad sind aus diesen Thermoplasten.
Mit dem Verfahren Extrudieren wird in großer Menge Halbzeug in Form von Rohren, Profilen (z. B. Fensterrahmen) oder Tafeln bis zu Granulat für die weitere Verarbeitung durch die übrigen genannten Verfahren produziert. Da die Werkzeuge für die Extrusion ein Profil allseitig begrenzen, müssen diese endlos gefertigten Waren bestenfalls beim Ablängen durch Sägen entgratet werden, falls dies wegen Transport oder Handling erforderlich ist.
Spritzgießen ist das Verfahren, mit dem praktisch alle Massenteile hergestellt werden, von Kleinteilen wie Kanülen, Kugelschreiberteilen oder Lego-Spielsteinen über Zahnbürsten, Frischhaltedosen bis zu Getränkekisten, Müllcontainern oder Karosserieteilen. Je größer die Serien, umso wichtiger ist es, die Werkzeuge so zu gestalten, dass ein nachfolgendes Entgraten vermieden wird. Bei fortschreitendem Werkzeugverschleiß oder bei besonders dünnflüssigen Kunststoffen wie z. B. Polyamid (PA) kann es dennoch sein, dass Grate in Form von sogenannten „Schwimmhäuten“ auftreten (Abb. 2). Normalerweise ist es bestenfalls nötig, den Anguss zu entfernen. Dieser ist lediglich bei komplizierten oder sehr großen Teilen als Stangenanguss, für ein besseres Einspritzen der Schmelze als Ring-, Schirm- oder Bandanschnitt ausgeführt (der Anschnitt ist die engste Stelle zwischen Anguss und Teil, Abb. 3 bis 5), der durch Abschneiden, Brechen oder Sägen abgetrennt wird. Bei allen anderen Teilen wird der Anguss bereits im Werkzeug vom Teil getrennt bzw. er tritt beim Abreißpunktanschnitt oder bei Heißkanalwerkzeugen überhaupt nicht auf. Der Punkt des Einspritzens kann zwar generell nicht vermieden werden und ist bei diesem Verfahren immer sichtbar, aber er wird an Stellen gelegt, wo er nicht stört, wie auf die Innenseite von Teilen, in kleine Vertiefungen oder in den Bereich eines eingezogenen Bodens, wie bei Joghurtbechern. Bei metallischen Einlegeteilen kann es vorkommen, dass Kunststoff in den Spalt zwischen dem Einlegeteil und der Aufnahmehöhlung fließt, wenn die Einlegeteile zu große Toleranzen aufweisen, was dann ebenfalls entgratet werden muss.
![Abb. 4: Ringanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0048.jpg "Abb. 4: Ringanschnitt [3]") Abb. 4: Ringanschnitt [3]
Abb. 4: Ringanschnitt [3]
![Abb. 5: Bandanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0049.jpg "Abb. 5: Bandanschnitt [3]") Abb. 5: Bandanschnitt [3]
Abb. 5: Bandanschnitt [3]
 Abb. 6: Quetschnaht vom Blasformen bei PutzmittelflaschenBehälter wie Flaschen für Putzmittel, Spülmittel bis zu Gießkannen, aber auch die bekannten PET-Getränkeflaschen werden durch Blasformen hergestellt. Dabei wird zwischen dem Spritzblasen und dem Extrusionsblasen unterschieden. Bei Getränkeflaschen werden durch Spritzgießen Rohlinge hergestellt, die in einem zweiten Schritt erneut erwärmt und geblasen werden. Schon wegen der großen Stückzahlen und wegen des etwas anderen Verfahrens sind die Werkzeuge für diese Produkte so gut gefertigt, dass auch in der Trennebene keine Grate entstehen. Lediglich der Anspritzpunkt in der Mitte des Bodens bleibt als Rückstand, der jedoch bei der eingezogenen Form nicht stört und nicht entfernt werden muss. Anders ist dies beim Extrusionsblasen, da hier die Quetschnaht beim Verschließen des Bodens der Behälter nicht so akkurat ausgeführt werden kann. Beim Wegbrechen der gequetschten Teile entsteht ein kleiner Grat, der in vielen Fällen nicht stört, ansonsten jedoch entfernt werden muss (Abb. 6).
Abb. 6: Quetschnaht vom Blasformen bei PutzmittelflaschenBehälter wie Flaschen für Putzmittel, Spülmittel bis zu Gießkannen, aber auch die bekannten PET-Getränkeflaschen werden durch Blasformen hergestellt. Dabei wird zwischen dem Spritzblasen und dem Extrusionsblasen unterschieden. Bei Getränkeflaschen werden durch Spritzgießen Rohlinge hergestellt, die in einem zweiten Schritt erneut erwärmt und geblasen werden. Schon wegen der großen Stückzahlen und wegen des etwas anderen Verfahrens sind die Werkzeuge für diese Produkte so gut gefertigt, dass auch in der Trennebene keine Grate entstehen. Lediglich der Anspritzpunkt in der Mitte des Bodens bleibt als Rückstand, der jedoch bei der eingezogenen Form nicht stört und nicht entfernt werden muss. Anders ist dies beim Extrusionsblasen, da hier die Quetschnaht beim Verschließen des Bodens der Behälter nicht so akkurat ausgeführt werden kann. Beim Wegbrechen der gequetschten Teile entsteht ein kleiner Grat, der in vielen Fällen nicht stört, ansonsten jedoch entfernt werden muss (Abb. 6).
Schließlich ist noch das Verfahren Thermoformen relevant, denn dort wird zwar ähnlich wie beim Tiefziehen von Blechen gearbeitet, aber im Gegensatz dazu wird bei Kunststoffen der Rand festgehalten und gleitet nicht in den Ziehspalt. Bei den fertigen Einzelteilen muss daher der Rand noch abgeschnitten werden, was hier ebenfalls unter Entgraten behandelt wird. Wird das Verfahren zur Produktion von Bechern z. B. für Quark eingesetzt, enthält die Produktionslinie die Vorrichtungen zum Ausstanzen und es erfolgt keine externe Nacharbeit.
Duroplaste
Duroplaste wurden früher generell durch Pressen hergestellt, aus Gründen der Produktivität, aber auch wegen der besseren Qualität werden sie heute überwiegend spritzgegossen, soweit es kleinere Teile mit Teilchenfüllstoffen oder Kurz- und Langglasfasern oder solche aus Organoblechen betrifft (Organobleche sind meist Kohlenfasergewebe, die in ein Spritzgießwerkzeug eingelegt und umspritzt werden). Die erstgenannten Teile erhalten beim Pressen oder Spritzgießen normalerweise immer einen Grat, weil die Formmassen sehr dünnflüssig sind und auch in kleinste Spalte eindringen und Schwimmhäute oder ähnliche Gratfahnen hinterlassen. Neben der Verarbeitung von Organoblechen werden große faserverstärkte Teile durch Laminieren von Hand oder durch Pressen von Prepregs (vorimprägnierte Fasermatten) hergestellt, die praktisch immer einen mehr oder weniger ausgefransten Rand haben, der spanend nachbearbeitet wird und der wiederum entgratet werden muss.
Elastomere
Gummiwerkstoffe, also Elastomere, werden wie Duroplaste durch Pressen oder Spritzgießen verarbeitet, sind sehr dünnflüssig und verhalten sich ebenso wie dünnflüssige Polyamide oder Duroplaste und bilden daher im erwärmten Zustand bei der Formgebung sehr häufig Schwimmhäute oder ähnlich geartete Grate. Sowohl als Einzelteil als auch bei der Fertigung mehrerer Teile in einem „Fell“ müssen Elastomere in der Regel entgratet werden (Abb. 7).
![Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]](/images/stories/Abo-2022-07/gt-2022-07-0051.jpg "Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]") Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]
Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]
Zusammenfassend kann zu den Kunststoffarten und zu den Fertigungsverfahren gesagt werden, dass es immer angestrebt wird, auf Anhieb gratfreie Teile zu fertigen. Es gibt jedoch einige Werkstoffe, die zu mehr Grat tendieren. Bei den Fertigungsverfahren sind solche vorzuziehen, die keine oder nahezu keine Grate erzeugen. Bei anderen Verfahren erfordern die Teile jedoch nahezu immer eine Nacharbeit.
Entgratverfahren
Für Werkstücke aus beliebigen, vor allem metallischen Werkstoffen steht eine große Reihe an Entgratverfahren zur Verfügung (nach [5] sind es über 120), von denen einige auch für Kunststoffteile gut geeignet sind. Für Kunststoffe komplett auszuschließen sind alle Verfahren, die auf den Eigenschaften von Metallen beruhen, wie z. B. der Leitfähigkeit für elektrochemische Verfahren. Auf der anderen Seite ermöglichen die speziellen Eigenschaften der Kunststoffe Verfahrensvarianten, die bei Metallen weniger gut oder nur in Ausnahmefällen (diverse Leichtmetalle) geeignet sind, wie das Abbrechen von Graten im Zustand der Kaltversprödung oder das Einschmelzen von Graten bei Thermoplasten.
Manuelles Entgraten, Spezialwerkzeuge und Industrieroboter
Für alle Werkstoffe ist das Entgraten von Hand die Wahl beim handwerklichen Fertigen von Einzelteilen oder Kleinserien bzw. in Fällen, in denen alle maschinellen Verfahren versagen oder ungeeignet sind. Dies betrifft beispielsweise bei Gummi Dichtungen, die so filigran sind, dass sie beim Unterkühlen brechen würden (siehe späterer Abschnitt), so dass in solchen Fällen die Schwimmhäute mit der Nagelschere vorsichtig abgetrennt werden müssen. Einzelteilbearbeitung im Bereich der Kunststoffe kommt praktisch nur für die Kleinserienfertigung von Prototypen oder Spezialanfertigungen vor. Beim eher seltenen Spanen von Thermoplasten tritt je nach Kunststoff ein faseriger Grat an den Kanten auf (Abb. 8 und 9), der bei spröden, amorphen Kunststoffen wie z. B. Polystyrol etwas weniger ausgeprägt ist als bei teilkristallinnen Kunststoffen, die in der Regel oberhalb der Glasübergangstemperatur verwendet werden und deren Zustand bei Raumtemperatur dann als „zähhart“ oder „zähelastisch“ bezeichnet wird.
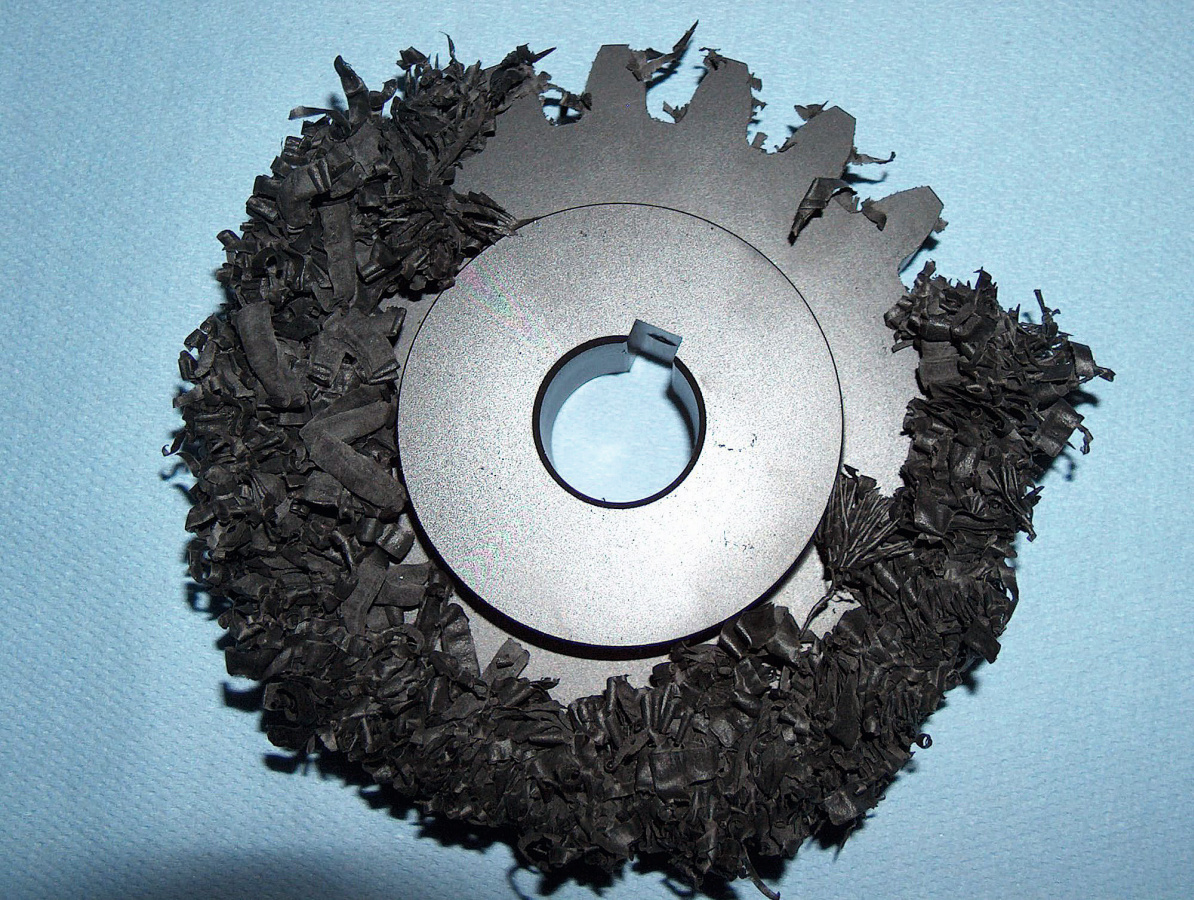
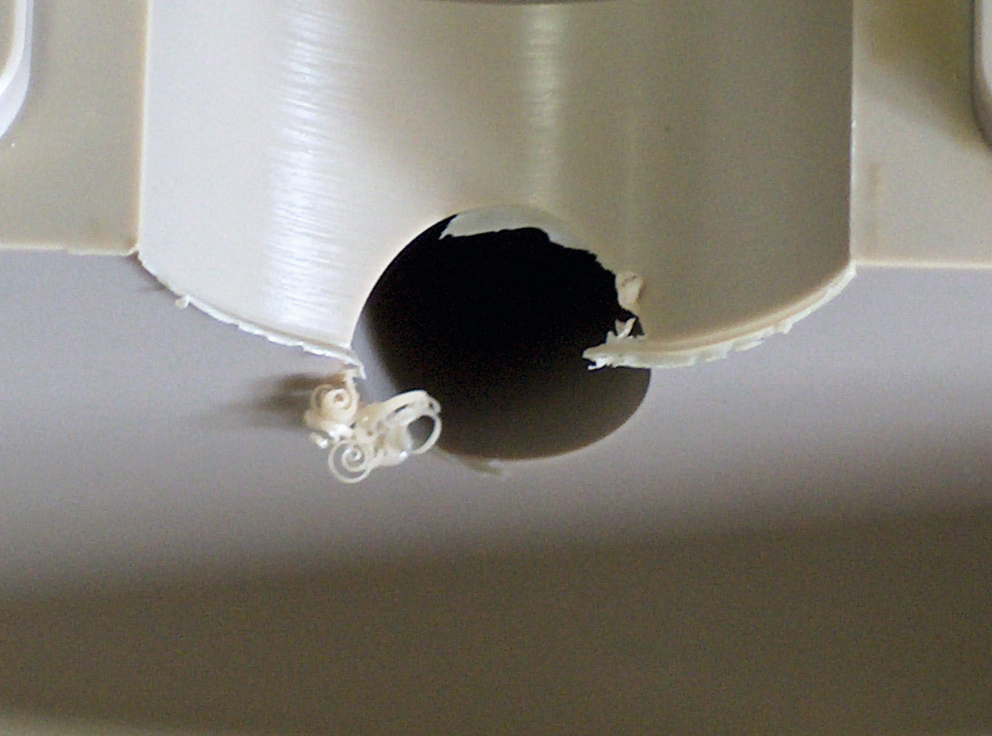
Abb. 8 und 9: Grate an Kunststofteilen durch spanende Bearbeitung wie Wälzfräsen oder Bohren [6]
![Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]](/images/stories/Abo-2022-07/gt-2022-07-0042.jpg "Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]") Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]Beim manuellen Entgraten oder mit einem Roboter kommen alle Werkzeuge wie Senker oder Kantenfräser zum Einsatz wie auch bei Metallen, wobei jedoch damit gerechnet werden muss, dass auch diese Werkzeuge einen Sekundärgrat erzeugen, der je nach Größe und Anforderung ebenfalls wieder entfernt werden muss. In solchen Fällen oder statt der konventionellen Werkzeuge werden häufig Entgratmesser auch mit keramischen Klingen verwendet (Abb. 10), die mit einem negativen Spanwinkel von etwa 10° schabend an der Kante entlanggeführt werden. Sie werden von sehr vielen Ausrüstern in vergleichbarer Weise angeboten.
Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]Beim manuellen Entgraten oder mit einem Roboter kommen alle Werkzeuge wie Senker oder Kantenfräser zum Einsatz wie auch bei Metallen, wobei jedoch damit gerechnet werden muss, dass auch diese Werkzeuge einen Sekundärgrat erzeugen, der je nach Größe und Anforderung ebenfalls wieder entfernt werden muss. In solchen Fällen oder statt der konventionellen Werkzeuge werden häufig Entgratmesser auch mit keramischen Klingen verwendet (Abb. 10), die mit einem negativen Spanwinkel von etwa 10° schabend an der Kante entlanggeführt werden. Sie werden von sehr vielen Ausrüstern in vergleichbarer Weise angeboten.
Bürsten und rotierende Werkzeuge
Bürsten und ähnliche rotierende Werkzeuge wurden auch für die spezielle Anwendung des Entgratens von Kunststoffteilen angepasst bzw. werden für diesen Zweck angeboten [8]. So können z. B. sehr flexible Schleifwerkzeuge mit einem Antrieb ähnlich einem Schleifbock und manueller Werkstückhandhabung verwendet werden (Abb. 11), wären jedoch auch mit Robotern einsetzbar [9].
![Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]](/images/stories/Abo-2022-07/gt-2022-07-0043.jpg "Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]") Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]Die Schleifleinen sind in verschiedenen Körnungen mit diversen Kornwerkstoffen verfügbar. Bei dieser manuellen Bearbeitung gilt wie immer in solchen Fällen, dass zwar die Flexibilität für verschieden große Grate oder wechselnde Werkstücke durch die Erfahrung des Bearbeiters sehr hoch ist, die Qualität der Bearbeitung aber auch von den einzelnen Personen abhängt und manuelle Arbeit generell teuer ist. Außerdem ist sehr sorgfältig vorzugehen, da Kunststoffoberflächen sehr empfindlich gegen Verkratzen sind, insbesondere wenn es sich um glänzende Oberflächen handelt. In [11] werden beispielsweise sowohl die Kunststoffe kurz beschrieben als auch alle Werkzeuge und wie sie werkstoffspezifisch einzusetzen sind.
Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]Die Schleifleinen sind in verschiedenen Körnungen mit diversen Kornwerkstoffen verfügbar. Bei dieser manuellen Bearbeitung gilt wie immer in solchen Fällen, dass zwar die Flexibilität für verschieden große Grate oder wechselnde Werkstücke durch die Erfahrung des Bearbeiters sehr hoch ist, die Qualität der Bearbeitung aber auch von den einzelnen Personen abhängt und manuelle Arbeit generell teuer ist. Außerdem ist sehr sorgfältig vorzugehen, da Kunststoffoberflächen sehr empfindlich gegen Verkratzen sind, insbesondere wenn es sich um glänzende Oberflächen handelt. In [11] werden beispielsweise sowohl die Kunststoffe kurz beschrieben als auch alle Werkzeuge und wie sie werkstoffspezifisch einzusetzen sind.
Zur Vorbereitung von Bauteilen zum Lackieren oder vor allem zum Galvanisieren ist Schleifen und Polieren mit dem Roboter seit vielen Jahren Stand der Technik. In [12] wird berichtet, dass diese Bearbeitung auch für die Einebnung von Markierungen der Trennebene aus Spritzgießwerkzeugen mit einer Höhe über der Fläche von nur etwa 40µm eingesetzt wird, weil solche Markierungen bei optisch hochwertigen Teilen stören. Dabei werden die Flächen ganz leicht aufgeraut („Riefen mit einer Tiefe von 1 bis 2µm“), die jedoch nicht stören, sondern sogar als bessere Grundlage für einen Lack oder eine Metallisierung dienen. Mit 180 Robotern werden Teile aus PP, ABS, PA sowie Blends wie PC/ABS und PBT/PC, aber auch aus anderen Werkstoffen in vergleichbarer Weise bearbeitet. Als Polierwerkzeuge werden Scheiben aus den üblichen Stoffen wie Baumwolle oder Sisal mit Pasten und Emulsionen eingesetzt, die speziell an die Bearbeitung von Kunststoffen angepasst wurden.
Gleitschleifen
![Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]](/images/stories/Abo-2022-07/gt-2022-07-0044.jpg "Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]") Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]Gleitschleifen ist ein in der Großserienproduktion sehr häufig eingesetztes Verfahren zum Entgraten von Metallteilen, weil es einfach zu bedienen und anzuwenden ist und ein Werkstück allseitig bearbeitet, also alle außen liegenden Grate gleichzeitig entfernt, allerdings auch die Flächen bearbeitet. Dies ist bei Kunststoffteilen z. B. aus dem Spritzgießverfahren in der Regel unerwünscht, aber die Anwendungstechnik hat Wege gefunden, das Verfahren dennoch hier einsetzen zu können.
Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]Gleitschleifen ist ein in der Großserienproduktion sehr häufig eingesetztes Verfahren zum Entgraten von Metallteilen, weil es einfach zu bedienen und anzuwenden ist und ein Werkstück allseitig bearbeitet, also alle außen liegenden Grate gleichzeitig entfernt, allerdings auch die Flächen bearbeitet. Dies ist bei Kunststoffteilen z. B. aus dem Spritzgießverfahren in der Regel unerwünscht, aber die Anwendungstechnik hat Wege gefunden, das Verfahren dennoch hier einsetzen zu können.
Gleitschleifanlagen werden nach ihrer Wirkungsweise in Trommelgleitschleifanlagen, Vibrationsgleitschleifanlagen, Trommelfliehkraftanlagen und Tellerfliehkraftanlagen unterteilt. Das Verfahren wird in einem Fachbuch [13] sehr detailliert beschrieben, ergänzt durch neuere Untersuchungen [14], diese allerdings für Metall. Die Anlagen unterscheiden sich durch die Intensität der Bearbeitung und damit auch durch deren Dauer von in der Regel einigen Stunden bei den Trommeln bis zu wenigen Minuten bei den Fliehkraftanlagen. Als eigentliches Werkzeug werden keramisch oder mit Kunststoff gebundene Schleifkörper verwendet, die durch die Relativbewegung zwischen Werkzeug und Werkstück die Bearbeitung bewirken. Die Schleifmittel bestehen meist aus Korund oder Siliziumcarbid und werden zusätzlich durch flüssige Schleifzusätze (sog. Compounds) unterstützt.
Normalerweise werden also vorzugsweise die Kanten bearbeitet sowie die gesamte Oberfläche, was bei Kunststoffteilen zunächst unerwünscht ist. Die Wirkung der Bearbeitung kann jedoch durch schwach schleifende Schleifkörper und angepasstes Compound reduziert werden. Außerdem wird dies vom typischen Verhalten solcher Maschinen unterstützt, denn die Größe des Abtrags hängt u. a. von der Masse der Schleifkörper [15] und der der Werkstücke ab [14]. Da Kunststoffteile etwa um den Faktor 5 leichter sind als Stahlteile, ist auch die Wirkung deutlich geringer und die meist nur sehr dünnen und wenig widerstandsfähigen Grate werden entfernt, ohne dass die gesamte Oberfläche der Teile zu sehr bearbeitet wird.
Mehrere Anlagenhersteller und Anwender dieses Verfahrens bieten in ihren Informationen die Bearbeitung von Kunststoffen und Gummiteilen an [16–26]. Als Anwendung werden sowohl spanend bearbeitete (Abb. 12) als auch Spritzgießteile abgebildet, jedoch meist nicht im Detail erklärt, wie sie bearbeitet wurden. Fast immer wird nur angegeben, dass auch Kunststoffe entgratet werden. Lediglich in [19] wird angeführt, dass die Knöpfe aus Kunststoff mit einem stark spanenden, in Kunststoff gebundenen Schleifkörper mit der Form eines Paraboloids mit einer Höhe von 30mm in 10 Minuten in einer Tellerfliehkraftanlage ZS1 entgratet wurden. Ebenfalls wird dort angegeben, dass O-Ringe mit einem Durchmesser von etwa 135mm mit keramisch gebundenen Schleifkörpern in Form eines dreieckigen Prismas mit einer Kantenlänge von 10mm in einer Tellerfliehkraftanlage Z2 für besonders schonende Bearbeitung in etwa 1 bis 2 Stunden bearbeitet wurden, wobei als Zusatz Wasser zum Einsatz kam. Weitere Beispiele ohne Angabe der Bearbeitungsparameter sind Flittergrate bei Spritzgieß- und Gummiteilen inklusive der Einebnung der Anspritzpunkte.
Literatur
[1] Schäfer, F.: Untersuchungen zur Gratbildung und zum Entgraten insbesondere beim Umfangsstirnfräsen, Universität Stuttgart, Dissertation, 1976
[2] Bonnet, M.: Kunststofftechnik, 3. Aufl., Springer-Verlag, Berlin, 2016
[3] N. N.: Kunststoff-Verarbeitung im Gespräch – 1 Spritzguß. 2. Aufl., Ludwigshafen, BASF, 1970
[4] N. N.: Kryogenes Entgraten hat viele Vorteile, Webseite der ECO Entgratungscenter GmbH, Kreuztal, http://www.eco-entgratungscenter.de/cms/beispiele.html (eingesehen am 13.9.2021)
[5] Itasse, S.: Produktion & Fertigung, Maschinenmarkt, Bericht zur Deburring EXPO 2015, https://www.maschinenmarkt.vogel.de/viele-verfahren-ermoegli-chen-erfolgreichesentgraten-a-505956/, 28.9.2015, (eingesehen am 17.9.2021)
[6] N. N.: Entgraten von Kunststoffen / Metallen, Webseite der Michael Kufner Sandstrahltechnik, Cham, (eingesehen am 17.9.2021)
[7] N. N.: Firmenschrift der Ziersch Fertigungstechnik GmbH, Ilmenau, ohne Jahr, (eingesehen am 17.9.2021)
[8] N. N.: Firmenschrift der Heinrich Kreeb GmbH & Co. KG, Göppingen, ohne Jahr, (eingesehen am 17.9.2021)
[9] N. N.: Roboterzelle entgratet komplexe CFK-Bauteile, mo metalloberfläche. 75(2021)10, 26–28
[10] N. N.: Webseite der Kemper-Kontakt Gert Kemper GmbH, Wuppertal, https://www.kemperkontakt.de/index.php?id=101 (eingesehen am 17.9.2021)
[11] N. N.: Firmenschrift der August Rüggeberg GmbH & Co. KG, Marienheide, 2012
[12] N. N.: Trennnähte auf Kunststoffen automatisiert entfernen, JOT 59 (2019) 6, 66–67
[13] Prüller, H.: Praxiswissen Gleitschleifen, Springer Vieweg Verlag, Wiesbaden, 2012
[14] Schlatter, M.: Neue Untersuchungen zum Gleitschleifen, Jahrbuch Oberflächentechnik, Band 73, Leuze Verlag, Bad Saulgau, 2017, 13–31
[15] Klocke, F.; Brocker, R.; Vits, F.; Mattfeld, P.: Kontaktkräfte beim ungeführten Vibrationsgleitschleifen, wt werkstattstechnik online 105 (2015) 6, 377–383
[16] N. N.: Kunststoff – Glätten und Entgraten, Flyer der Avatec GmbH, Sindelfingen, ohne Jahr, (eingesehen am 17.9.2021)
[17] N. N.: Gratfreie Gummiformteile, Flyer der Avatec GmbH, Sindelfingen, ohne Jahr, (eingesehen am 19.9.2021)
[18] N. N.: Entgraten von Dichtungen aus Gummi oder Kunststoff, Flyer der HN Oberflächentechnik GmbH, Adlikon, Schweiz, ohne Jahr, (eingesehen am 19.9.2021)
[19] N. N.: Knöpfe / Kunststoff und O-Ringe / Gummi, Flyer der Spaleck Oberflächentechnik GmbH & Co. KG, Bocholt, ohne Jahr, (eingesehen am 19.9.2021)
[20] N. N.: Professionelle Oberflächenbearbeitung mit Gleitschleifen, Webseite der Metallbearbeitung Bechtold GmbH, Ölbronn-Dürrn, (eingesehen am 19.9.2021)
[21] N. N.: Gleitschleifen, Webseite der EEP Plömacher GmbH, Marienheide, (eingesehen am 19.9.2021)
[22] N. N.: Wirtschaftlich, präzise bei höchster Qualität, Webseite der Hensel & Blank GmbH, Oersberg, (eingesehen am 19.9.2021)
[23] N. N.: Entgraten von Teilen aus Gummi und Kunststoff, Metall und NE-Metall, Flyer der STS Signal Technik Sprenger GmbH, Naila, ohne Jahr, (eingesehen am 19.9.2021)
[24] N. N.: Kunststoffteile entgraten und verrunden, Webseite der Dörfler & Schmidt Präzisionsfinish GmbH, Kammerstein, (eingesehen am 19.9.2021)
[25] N. N.: Wir machen mehr aus Kunststoff – Zerspanung & Entgratung, Firmenschrift der Neubauer GmbH Murr, ohne Jahr, (eingesehen am 19.9.2021)
[26] N. N.: Verkaufsfertige Oberflächen bei anspruchsvollen Werkstoffen, Webseite der OTEC Präzisionsfinish GmbH, Straubenhardt-Conweiler, (eingesehen am 19.9.2021)




