
Lenz Maschinenbau specialized in drilling and milling machines for PCB processing back in 1968 - making it one of the first companies in this market. The latest development is the DRB 610 1+1 AL - AL stands for 'automatic loader': up to 20 jobs can be preloaded.
Ernst Lenz Maschinenbau GmbH was founded back in 1939 in Sinn, northwest of Wetzlar, where it is still based today. Many years of experience, early specialization and current customer requirements have shaped the company's developments in equal measure, and the entire industry is keeping a close eye on the solutions the engineers from Sinn are working on. Lenz's product range also includes special machines for other PCB production processes and for other application sectors.
DRB 610 1+1 AL drilling and milling system
The DRB 610 1+1 AL drilling and milling system not only sets standards with its flexibility - other important factors are its small footprint and high flexibility thanks to automated tool changing, which minimizes machine downtimes. The system is designed for the European and American markets, in the latter primarily for low-volume high-mix production.
Special software packages or options, adapted to the respective production environment, are available. The machine can create both blind holes and deep milling (cavities) in the PCBs. Various systems are available for this purpose. The DRB system is equipped with a contact drilling module and a second measuring system on the hold-down device. In addition, a CCD camera system is available for multilayer inner layer detection. It can automatically detect inner layers down to a minimum of 60 µm. A camera registration system controls the position of the PCB and corrects offsets and distortions of the inner layers.
The new drilling and milling system has a drilling spindle that operates at 20,000 to 200,000 rpm and a synchronous drilling and milling spindle with speeds of 6,000 to 60,000 rpm. The latter is also used to drill the large holes. Only one spindle is in use at a time. The tool change is fully automatic and is freely programmed for individual products. Tools can be changed during operation.
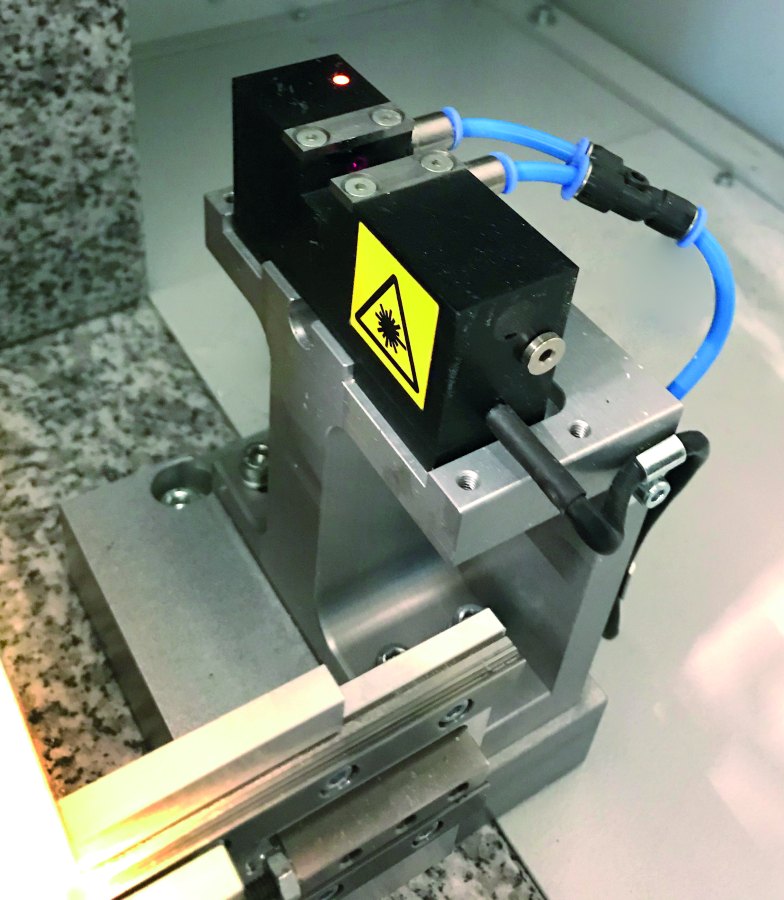 Fig. 2: Automatic laser measurement for tool diameter, spindle concentricity and position adjustment of the tool tip
Fig. 2: Automatic laser measurement for tool diameter, spindle concentricity and position adjustment of the tool tip
 Fig. 3: Fully automated tool change. The Euromagazines integrated in the DRB 610 1+1 AL can hold up to 2600 tools in total
Fig. 3: Fully automated tool change. The Euromagazines integrated in the DRB 610 1+1 AL can hold up to 2600 tools in total
 Fig. 4: View of the drilling spindle with speeds from 20,000 to 200,000 rpm
Fig. 4: View of the drilling spindle with speeds from 20,000 to 200,000 rpm
A belt, which is used to organize the exchange of tools, avoids system downtimes. 243 Euro magazines, also a Lenz development, hold up to 2600 tools. Their management and allocation is very simple thanks to a graphical software interface and can be carried out by any employee after a short training session.
The system holds 20 plate packages, which can all belong to different product lines. The software takes over the correct control of the production processes - this is where the AL in the product name ('automatic loader') comes into play. Between one and 20 orders can be preloaded, which relieves the employees and frees up valuable capacity for other important work.
The machine can also be used overnight - it then carries out its tasks without supervision. Tools and job lists are checked automatically and everything is documented so that it can be traced later and reproduced exactly in any quantity.
In addition to innovations, the machine's equipment also includes tried and tested features - such as linear motors for precise guidance in the X, Y and Z axes, which Lenz was the first machine manufacturer in the world to use in PCB technology back in 1993, or vacuum adapters for holding down very thin PCBs.
Becker & Müller expansion project
Becker & Müller Schaltungsdruck GmbH from Steinach in the Kinzig valley is one of the companies that consistently integrates the innovations of the Lenz developers into its own PCB production. The Black Forest company has been working in partnership with Lenz since 2003. The first DRB 610 1+1 AL was installed at Becker & Müller two years ago. The PCB manufacturer recently invested in two more DRB 610 1+1 AL machines to optimize the production process and make it more flexible - which shows that the first one has proved its worth.
The Lenz team replaced an old milling machine and an old drilling machine with a newer generation machine that has more capabilities. In addition, this type of machine is already in production, which further improves standardization. The new machines were customized for Becker & Müller and delivered with two screens each so that they can be operated from two sides. When using an automatic loader, software operation is now possible on the same side of the machine. Thanks to the reduced space requirement and maintenance and repair access from the front, the machines could be set up directly next to each other in the Steinach production facility.
With the new systems, well-automated processes can be carried out without an operator and products can be easily changed between the machines.
The connected tool warehouse at Becker & Müller is controlled with software from HAM Präzision. The possibilities of Industry 4.0 become clear during ongoing work: the system automatically checks the condition of the tools and reorders them online from the connected warehouse. The I4.0 concept is already very advanced here and is being taken further. If the stock of tools in the warehouse runs low, the warehouse software automatically reorders them from the manufacturer.
"We always assess replacement or new investments in terms of environmental compatibility."
In addition to being up-to-date, the investment in the new production system also has environmental protection aspects. The compressed air and energy consumption of the DRB 610 1+1 AL is significantly lower than that of the replaced systems in the machine park and therefore fits in very well with the company's environmental strategy: "We always assess replacement or new investments in terms of environmental compatibility. Anything that is not 'environmentally friendly' enough fails the selection process," say Michael Becker and Xaver Müller. When selecting investments, the managing directors are known for their consistent and careful use of limited environmental resources.
"For our prototype production, the new DRB 610 1+1 AL systems are ideally suited and will help us move forward in terms of standardization and flexibilization." For Xaver Müller, the choice of high-precision equipment for his own production is absolutely right. It leads to further optimization of production. And Uwe Lenz, Managing Director of Ernst Lenz Maschinenbau GmbH, adds: "Such customers are the reference for our work." He is delighted that his machines are being used by his partners in the Black Forest.
