")
")
")

Las herramientas de corte están sometidas a tensiones especialmente elevadas en la zona del filo. Por este motivo, desde hace décadas se aplican recubrimientos antidesgaste para proteger los filos. La estabilidad de un filo recubierto depende de su geometría específica, la rugosidad, el material a mecanizar y el sistema de recubrimiento a aplicar. Esta tesis aborda la investigación de sistemas de recubrimiento multicapa basados en AlCrN y procesos de recubrimiento por arco catódico en vacío, que permiten reducir el radio del filo de corte durante la deposición del recubrimiento. Esto debería permitir en el futuro tener en cuenta radios iniciales más elevados a la hora de seleccionar las herramientas y ofrecer soluciones de recubrimiento que cumplan los requisitos con una geometría de filo libremente ajustable.
4 Análisis geométrico de las geometrías seleccionadas
 Fig. 9: Esquema de principio de un filo de corte con especificación del radio del filo de corte rK y el ángulo de cuñaβLos filosde cortey los ángulos de cuña(Fig. 9) se midieron con precisión utilizando el sistema óptico de medición 3D Alicona Infinite Focus 4G de Alicona.
Fig. 9: Esquema de principio de un filo de corte con especificación del radio del filo de corte rK y el ángulo de cuñaβLos filosde cortey los ángulos de cuña(Fig. 9) se midieron con precisión utilizando el sistema óptico de medición 3D Alicona Infinite Focus 4G de Alicona.
Los resultados se ilustran en las Figuras 10 y 11 . Mientras que el radio del filo de corte aproximadamente se triplica (para radios iniciales de 5 µm) o se duplica (radio inicial de 10 µm) en comparación con la muestra inicial no recubierta sin presencia de tensión de polarización, el radio del filo de corte puede reducirse significativamente para recubrimientos con tensiones de polarización (-500 V y 900 V). En el caso de radios iniciales de 10 o 15 µm, el radio del borde inicial puede reducirse a la mitad. Con radios de salida de 5 µm, el radio del filo de corte apenas se ve afectado.
Además del radio del filo de corte, el ángulo de cuña del filo de corte es una variable de salida importante en la tecnología de mecanizado. El gráfico(Fig. 11) muestra que el ángulo de cuña aumenta en general independientemente de los parámetros de recubrimiento y del radio inicial del filo de corte. Sin embargo, el efecto disminuye ligeramente con el aumento de la tensión de polarización. Para el filo de corte, esto significa que el ángulo de cuña aumenta con el recubrimiento, pero el radio del filo de corte puede reducirse.
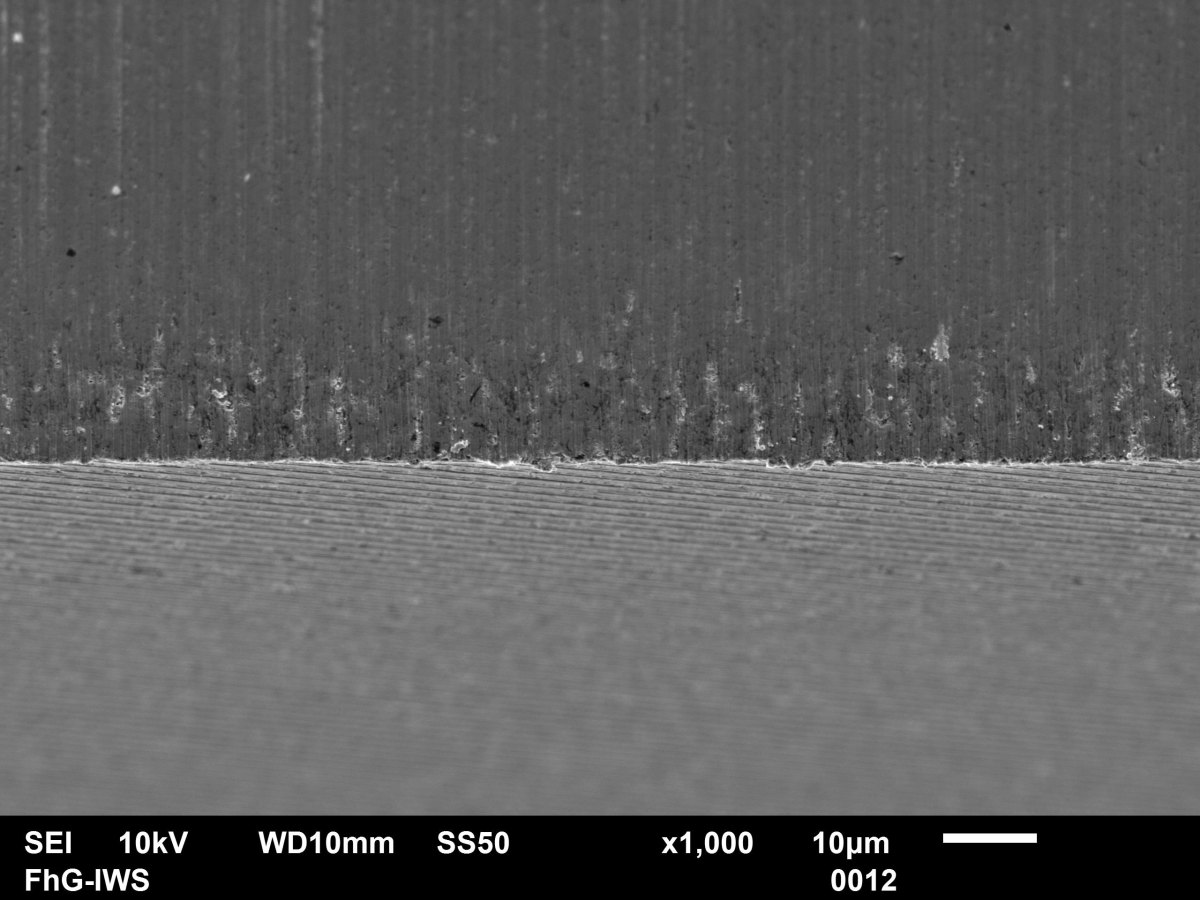
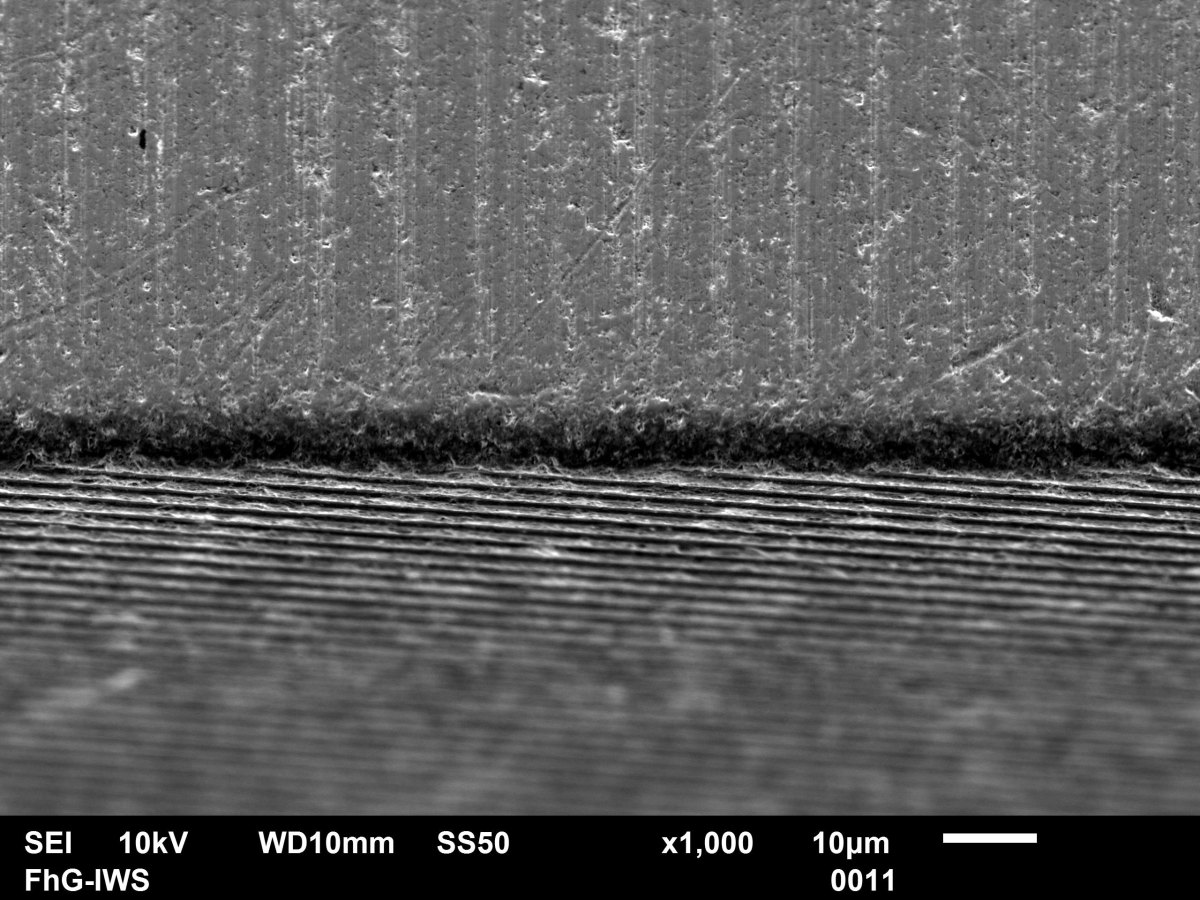
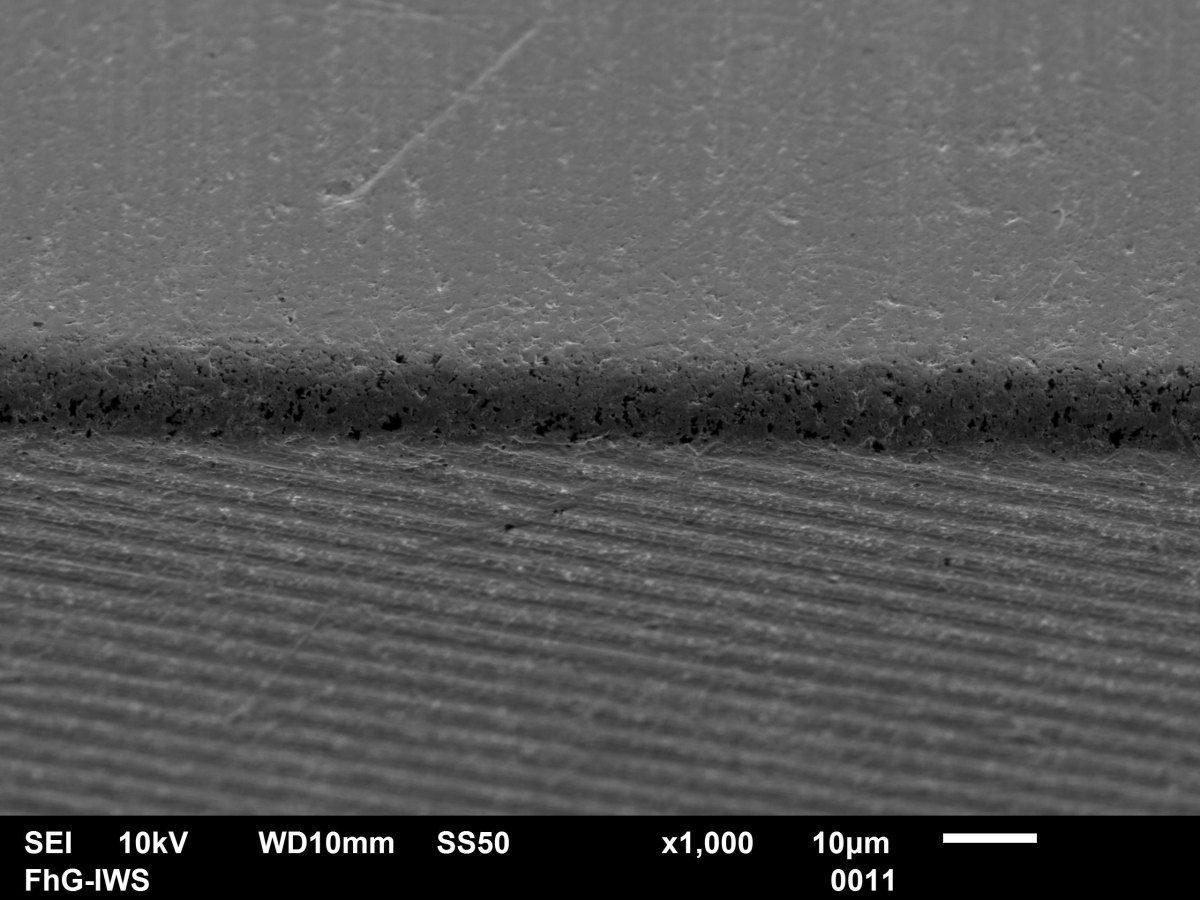
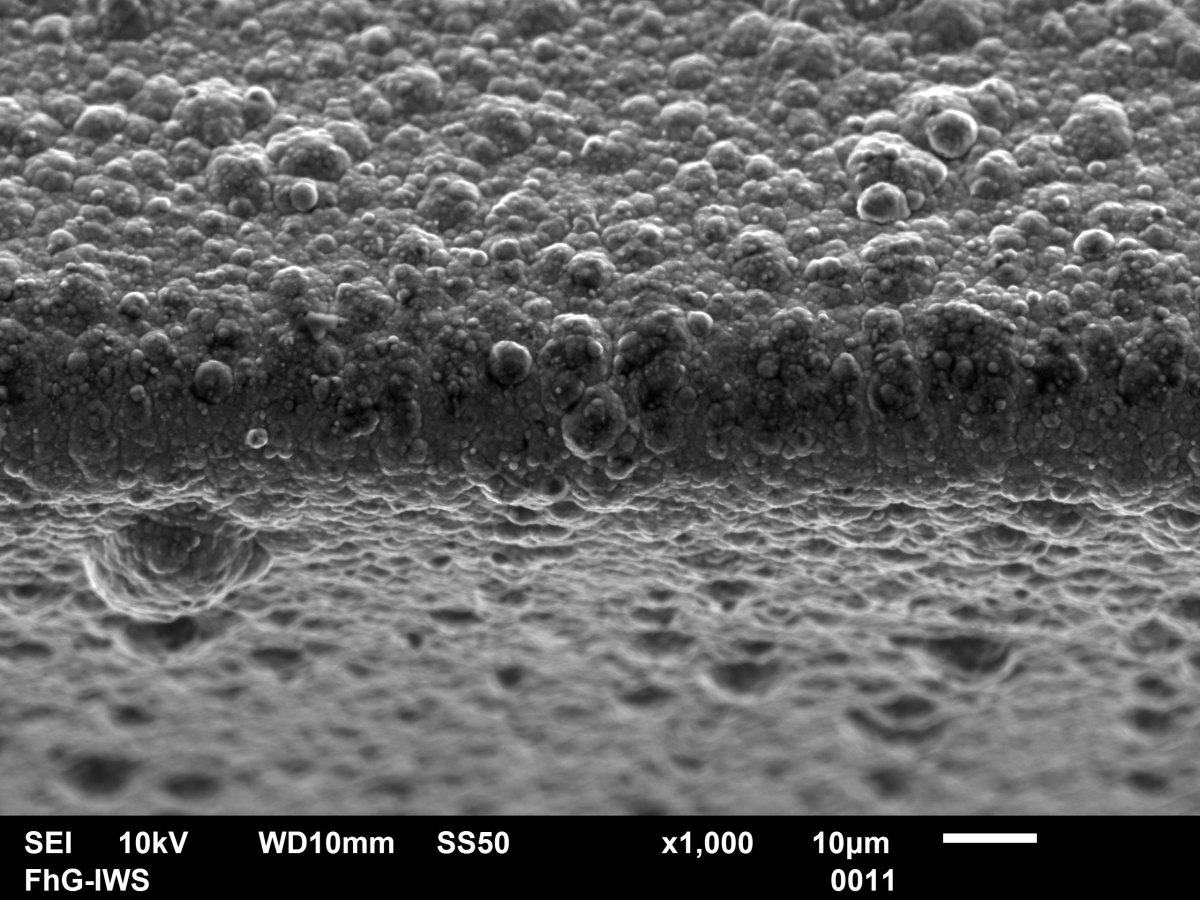
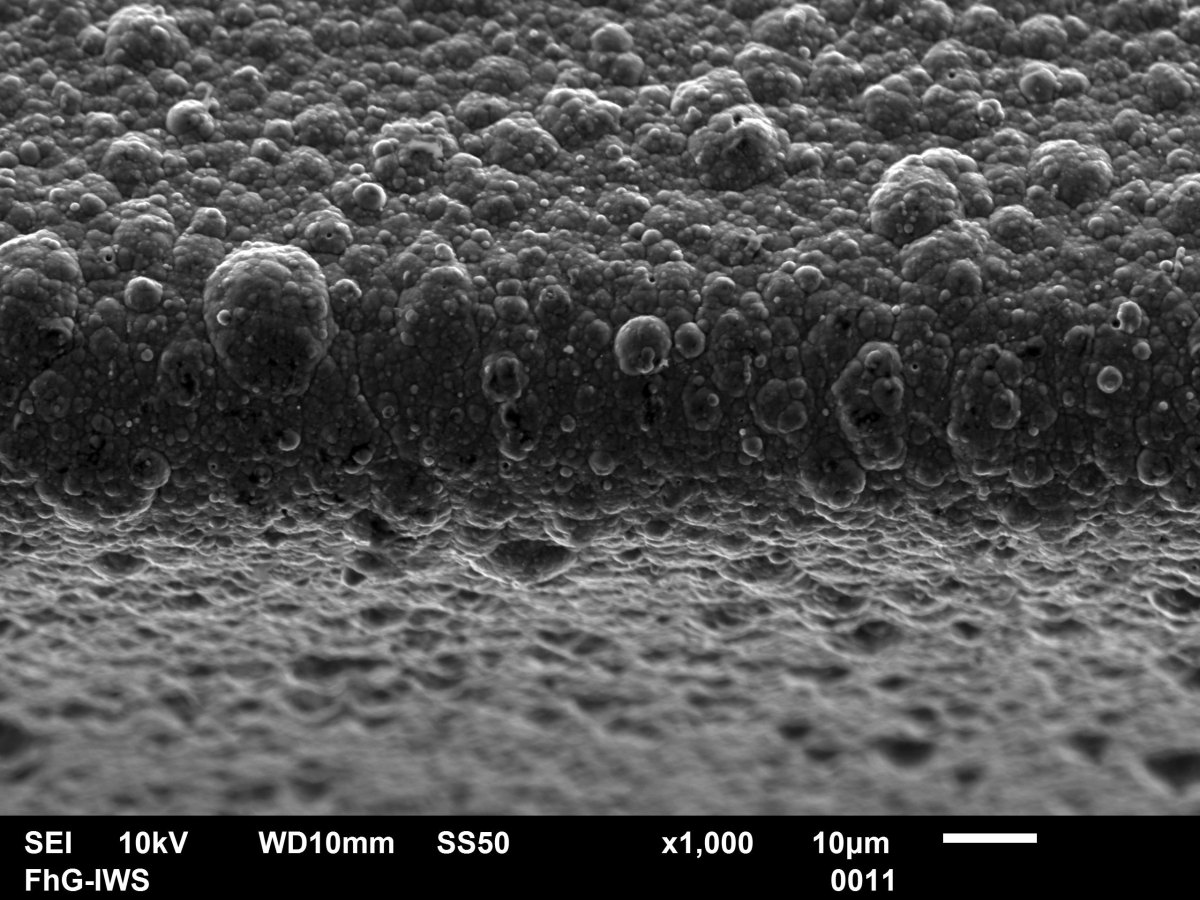
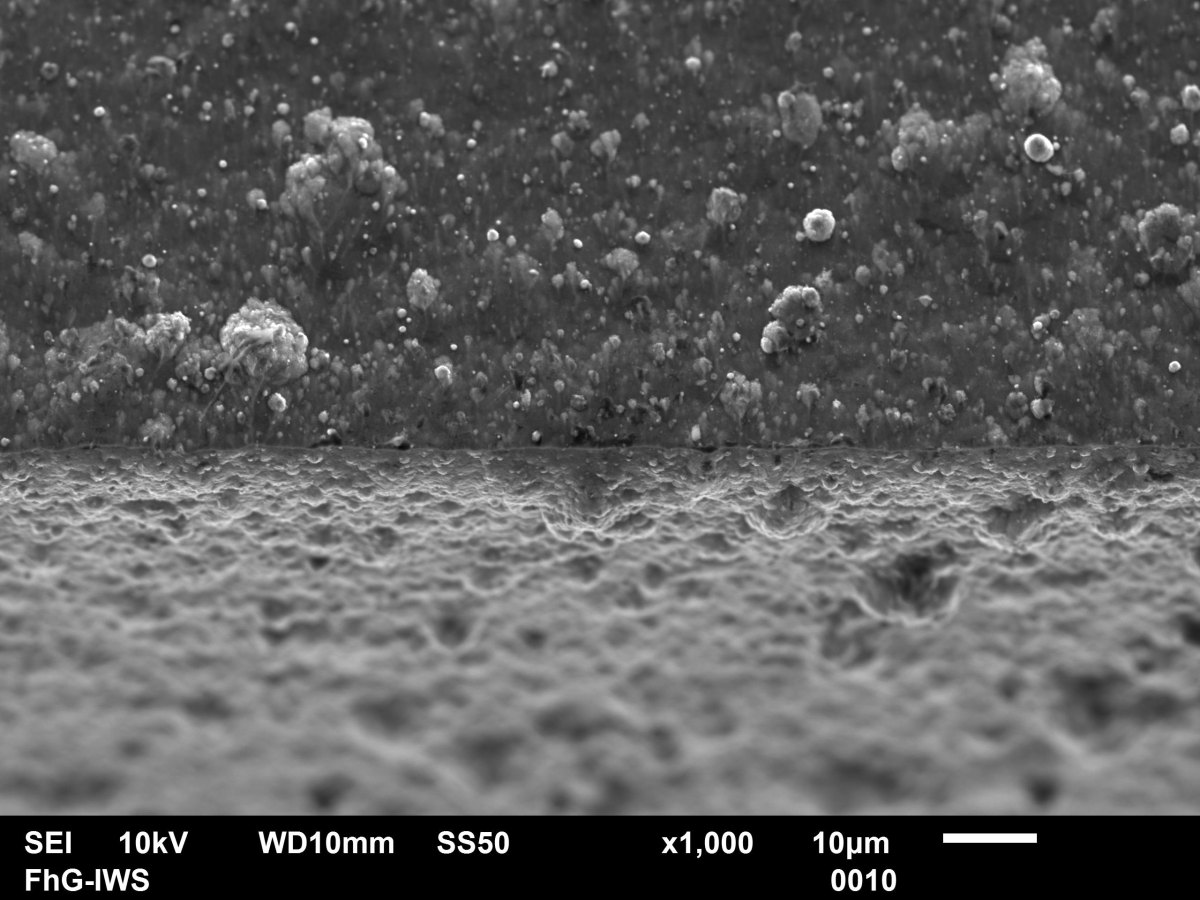
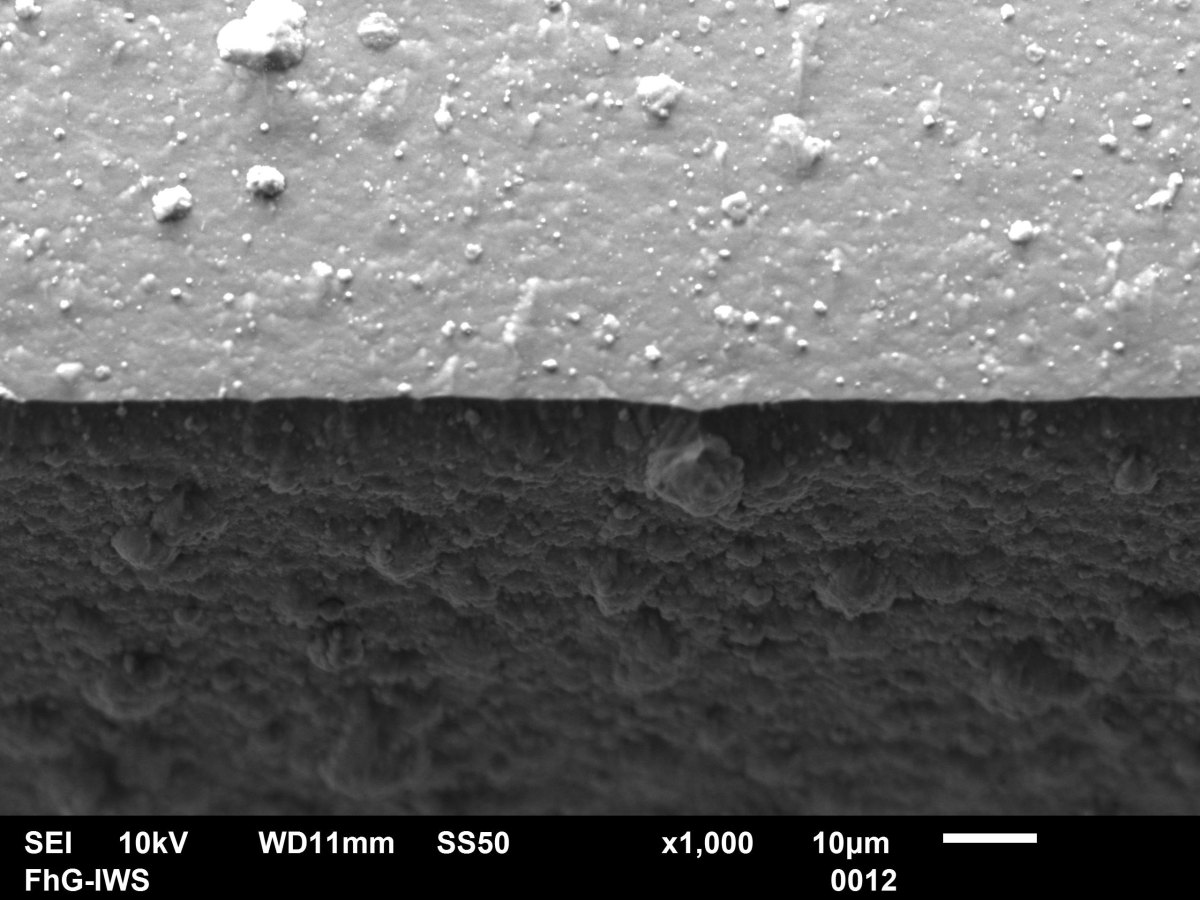
Las imágenes SEM(Tabla 5) se utilizan para ilustrar la morfología del recubrimiento que se forma en la zona del filo en función del radio inicial del filo y de la tensión de polarización aplicada.
Con la ayuda de las figuras, también es posible comprender por qué los intervalos de error al medir los radios de los bordes de corte son mayores, especialmente para los bordes de corte iniciales y para el recubrimiento con polarización de 0 V en comparación con los recubrimientos con mayor tensión de polarización. El estado inicial sigue presentando la rugosidad de mecanizado o marcas de rectificado, mientras que el recubrimiento con polarización de 0 V tiene una carga de partículas especialmente alta en el filo de corte. Al aumentar la tensión de polarización, entra en juego un efecto de alisado o nivelación para afilar los bordes de corte, lo que conduce a una mejor calidad general del borde.
") Fig. 10: Radio del filo de corte antes y después del recubrimiento en función del radio inicial y de la tensión de polarización (nominalmente el mismo espesor de recubrimiento a la tensión de polarización respectiva)
Fig. 10: Radio del filo de corte antes y después del recubrimiento en función del radio inicial y de la tensión de polarización (nominalmente el mismo espesor de recubrimiento a la tensión de polarización respectiva)
 Fig. 11: Ángulo de cuña antes y después del recubrimiento en función del radio inicial y la tensión de polarización
Fig. 11: Ángulo de cuña antes y después del recubrimiento en función del radio inicial y la tensión de polarización
| Radio inicial del filo 5 μm | Radio inicial del filo 10 μm | Radio inicial del filo 15 μm |
| sin recubrimiento | sin recubrir | sin recubrir |
 |  |  |
| recubierto con 0 V de polarización | recubierto con polarización de 0 V | recubierto con polarización de 0 V |
 |  |  |
| recubierto con -500 V de polarización | recubierto con -500 V de polarización | recubierto con -500 V de polarización |
 |  |  |
| recubierto con -900 V de polarización | recubierto con una polarización de -900 V | recubierto con -900 V de polarización |
 |  |  |
5 Dureza y módulo de elasticidad
La dureza y el módulo de elasticidad son parámetros importantes que describen el comportamiento mecánico de los revestimientos. Una dureza elevada es deseable para conseguir el mayor efecto protector posible. Por otro lado, el módulo de elasticidad describe la resistencia a la deformación elástica: cuanto mayor sea el valor, mayor será la resistencia a la deformación. Los recubrimientos investigados se caracterizaron mediante el ensayo de nanoindentación. Se comprobó que la dureza y el módulo de elasticidad pueden variar en función de parámetros clave del proceso, como el voltaje de polarización y la presión del gas de proceso. Esto permite ajustar las propiedades de los revestimientos a los valores deseados. Las figuras 12 y 13 muestran las curvas de dureza y módulo de elasticidad de diferentes revestimientos.
 Fig. 12: Dependencia de la dureza de la capa con la tensión de polarización negativa aplicada al sustrato
Fig. 12: Dependencia de la dureza de la capa con la tensión de polarización negativa aplicada al sustrato
Fig. 13: Dependencia del módulo de elasticidad de la tensión de polarización negativa aplicada al sustrato
En comparación con las curvas de dureza de los sistemas de recubrimiento monocapa (AlCrN), las de los recubrimientos multicapa (AlCrSiN/TiN) son significativamente más planas. Se puede observar que el cambio en las propiedades mecánicas es relativamente moderado con los recubrimientos multicapa a pesar del aumento de la tensión de polarización. Esto tiene la ventaja de que las propiedades de la capa no difieren demasiado de las zonas en las que la intensidad de campo no es excesiva o incluso disminuyen (depresiones/agujeros) en los puntos en los que el campo eléctrico aumenta localmente (por ejemplo, en los bordes). Este efecto igualador puede intensificarse variando la presión de recubrimiento. Cuanto menor sea la presión (comparar 5 Pa con 2 Pa), más uniformes serán las curvas de dureza y módulo de elasticidad sobre la tensión de polarización.
6 Desafíos en el recubrimiento de cantos
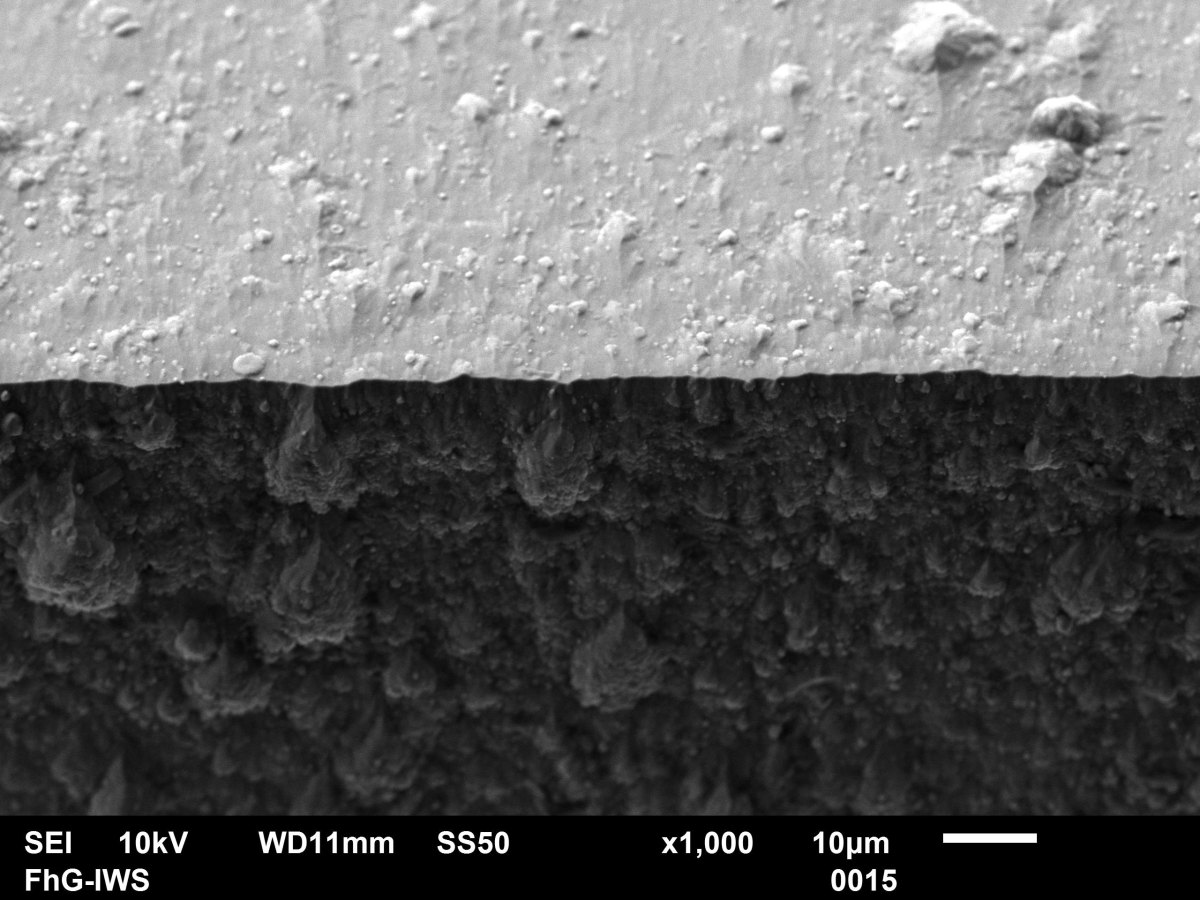
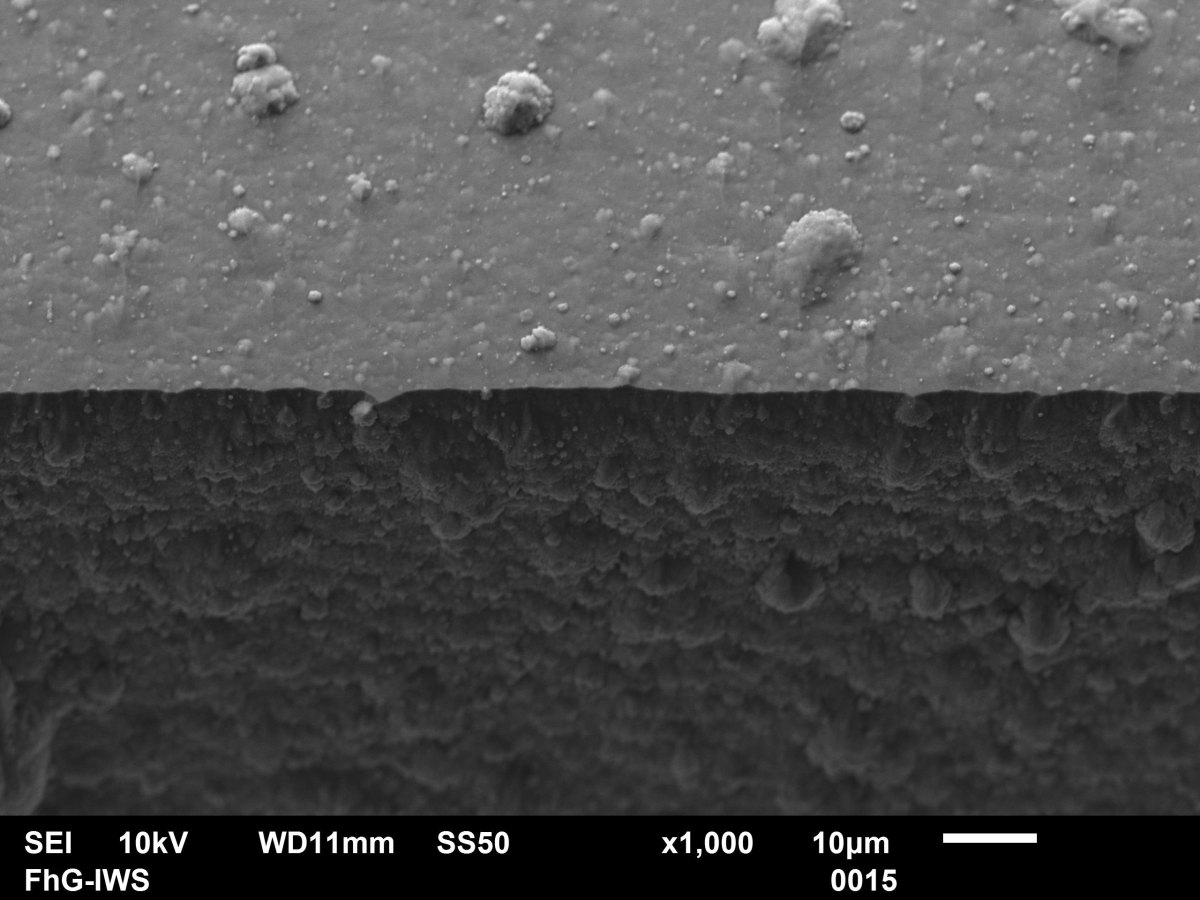
 Fig. 14: Canto recubierto con un radio inicial de 15 µm, recubierto con una monocapa de AlCrSiN a una presión de nitrógeno de 5 Pa y una tensión de polarización de -500 VIAdemás dela capacidad de recubrimiento de las zonas curvas, como en el caso del filo de corte de la herramienta, siempre se plantea la cuestión de la integridad del recubrimiento en esta zona. Debido a la concentración de tensiones en las puntas (el llamado efecto cuña), los bordes de las herramientas son un punto de partida potencial de grietas, que en el peor de los casos pueden llevar a la destrucción del recubrimiento. Este efecto se ilustra en las figuras 14 y 15.
Fig. 14: Canto recubierto con un radio inicial de 15 µm, recubierto con una monocapa de AlCrSiN a una presión de nitrógeno de 5 Pa y una tensión de polarización de -500 VIAdemás dela capacidad de recubrimiento de las zonas curvas, como en el caso del filo de corte de la herramienta, siempre se plantea la cuestión de la integridad del recubrimiento en esta zona. Debido a la concentración de tensiones en las puntas (el llamado efecto cuña), los bordes de las herramientas son un punto de partida potencial de grietas, que en el peor de los casos pueden llevar a la destrucción del recubrimiento. Este efecto se ilustra en las figuras 14 y 15.
6.1 Monocapas
Los recubrimientos monocapa, como el AlCrSiN, que se muestra en la figura 14, son especialmente susceptibles al desconchamiento y al fallo del recubrimiento con tensiones de polarización elevadas. Este efecto impide el uso de este tipo de recubrimiento o limita su aplicación a tensiones de polarización negativas bajas, de hasta unos 100 V, espesores de recubrimiento bajos y geometrías menos puntiagudas.
6.2 Multicapas
En comparación con los sistemas de revestimiento monolíticos, los sistemas de revestimiento multicapa son significativamente más resistentes y también permiten tensiones de polarización significativamente más altas durante la deposición del revestimiento. Por un lado, se produce una nivelación de los defectos de crecimiento de las capas(Fig. 15, izquierda, círculo) en comparación con las capas que crecen sin tensión de polarización(Fig. 15, derecha, flechas). Por otro lado, es posible la formación de grietas(Fig. 15, izquierda) debido a una elevada concentración de tensiones en la zona del borde causada por tensiones residuales en el recubrimiento.
La preparación de los bordes antes del recubrimiento es un paso de trabajo que ya se ha probado en la industria [17]. El objetivo es mejorar la calidad de los bordes no recubiertos y del recubrimiento posterior mediante una preparación específica de los bordes.
Un radio de borde mayor conduce a un efecto de cuña menor y, sin embargo, puede reducirse de nuevo mediante los procesos de recubrimiento desarrollados en el curso de este trabajo. En el futuro, nuevas investigaciones y desarrollos de recubrimiento deberían conducir a una solución de recubrimiento aplicable industrialmente que permita ajustar específicamente la geometría del borde durante el proceso de recubrimiento.
 Fig. 15a: Crecimiento de un borde afilado
Fig. 15a: Crecimiento de un borde afilado
 Fig. 15b: Obtención de un borde redondeado
Fig. 15b: Obtención de un borde redondeado
7 Resumen y perspectivas
En este estudio se crearon y probaron nuevos enfoques para el recubrimiento de herramientas basados en recubrimientos de AlCrSiN/TiN mediante procesos de PVD por arco para recubrir filos de corte, mejorar la cobertura del filo y reducir el radio en el filo de corte. La investigación del efecto de reducción para el sistema AlCrSiN/TiN resultó de pruebas preliminares en la TU Dresden y el Fraunhofer IWS. En el desarrollo de los procesos de recubrimiento se utilizó un sistema de recubrimiento multicapa. El recubrimiento de geometrías complejas (por ejemplo, bordes) con las capas desarrolladas es posible con fiabilidad de proceso, incluso a pesar del aumento de la tensión de polarización. La razón de este notable comportamiento en comparación con los sistemas de recubrimiento monolíticos se debe a una característica especial de deposición del sistema de recubrimiento utilizado, una estratificación pronunciada, la composición química y la formación de fase asociada y un grabado iónico que se produce presumiblemente. Utilizando el sistema de recubrimiento descrito y los procesos de deposición desarrollados en el proyecto, es posible una reducción significativa del radio del filo de corte y un radio final ajustable por el recubrimiento. En el futuro, debería disponerse de recubrimientos aplicables industrialmente que, además de la geometría del filo que puede ajustarse específicamente mediante el proceso de recubrimiento, tengan también una estabilidad particularmente elevada.
Agradecimientos
Este trabajo ha sido financiado por la Fundación Alemana de Investigación (DFG) como parte del proyecto con el código de financiación LE 1373/25-1. Nos gustaría aprovechar esta oportunidad para dar las gracias al personal implicado del Fraunhofer IWS y de la Cátedra de Ingeniería de Materiales de la TU Dresden. Además, muchos estudiantes dedicados han hecho importantes contribuciones con sus proyectos de investigación de estudiantes, tesis de diploma y máster.
Bibliografía
- Johansson, B.O. et al.: Influence of substrate shape on TiN films prepared by reactive sputtering, Thin Solid Films 111(1984) 313-322
- Rother, B. et al.: Characterisation of TiN-coated high speed steel cutting edges by load- indentation measurements, Surface and Coatings Technology 79(1996) 225-230
- Rother, B. et al.: Property distribution on three-dimensionally shaped PVD-coated samples, Surface and Coatings Technology 97( 1997) 200-205
- Jehn, A.H. y otros: PVD coating of 3D parts studied with model samples, Surface and Coatings Technology 94-95, 1997, 232-236
- Kim, S.S. et al.: Deposition behaviours of CrN films on the edge area by cathodic arc plasma deposition process, Thin Solid Films 334 (1998) 133-139
- Novák R. et al.: Study of hard PVD coatings on strongly curved surfaces, Surface and Coatings Technology 114(1999) 65-69
- Macak, E.B. et al.: Electron microscopy studies of hard coatings deposited on sharp edges by combined cathodic arc/unbalanced magnetron PVD, Surface and Coatings Technology 151-152(2002) 349-354
- Macak, E.B. et al.: Edge related effects during ion assisted PVD on sharp edges and implications for coating of cutting tools, Surface Engineering 19(2003) 310-314
- Macak, E.B. et al.: Plasma-surface interaction at sharp edges and corners during ion-assisted physical vapour deposition, Part I: Edge-related effects and their influence on coating morphology and composition, J. Appl. Phys. 94(2003) 2829-2836
- Macak, E.B. et al.: Plasma-surface interaction at sharp edges and corners during ion-assisted physical vapour deposition, Part II: Enhancement of the edge-related effects at sharp corners, J. Appl. Phys. 94(2003) 2837-2844
- Flöter, A. et al.: Improving the sharpness of diamond-coated carbide blades, IDR 38(2004) 110-112
- Qin, F. y otros: Coating thickness effects on diamond coated cutting tools; Surface and Coatings Technology 204(2009) 1056-1060
- Sato, Y. et al.: Sharpening of CVD diamond coated tools by 0.5-10 keV Ar+ ion beam, Diamond and related Materials 20(2011) 954-959
- Bohlmark, J. et al.: Evaluation of Arc Evaporated Coatings on Rounded Surfaces and Sharp Edges, Materials Science Forum 681, (2011) 145-150
- Krülle, T. et al: Nano diseño para macroláminas, Vacío en la investigación y la práctica 30(2018) 46-49
- Watterson, P.A.: Estructura de vaina de Child-Langmuir alrededor de cátodos en forma de cuña, J. Phys. D: Appl. Phys. 22(1989) 1300-1307
- Tikal, F.: Cutting edge preparation - Aims, procedures and measurement methods, Kassel university Press GmbH, Kassel (2009)
