
Because it only contributes to the actual added value to a limited extent, deburring is a little-loved and little-studied machining process. In the case of plastic parts, deburring is not common because injection molding, for example, produces burr-free workpieces. Nevertheless, deburring is necessary in many cases. A two-part article on the basics, materials and processes.
While in injection molding it is normally only necessary to remove the sprue at best, in blow molding it is often necessary to deburr the pinch seam or the parting line and in thermoforming the edge must be cut off. With thermosets and elastomers, a burr normally always occurs because the molding compounds are very thin and penetrate even the smallest gaps, leaving behind webbing or similar burr flags.
![Abb. 1: Gründe für das Entgraten [1]](/images/stories/Abo-2022-07/gt-2022-07-0045.jpg "Abb. 1: Gründe für das Entgraten [1]") Fig. 1: Reasons for deburring [1]
Fig. 1: Reasons for deburring [1]
In deburring processes, manual deburring or the use of robots predominate for small batches. A further automated stage uses brushes or other rotating tools for fine work such as levelling the parting line and, in the case of fully automatic, non-targeted processes, vibratory grinding and blasting are used for plastics, as is also known from metalworking. In order to avoid damaging the sensitive surfaces, the processes and process media are adapted to the material. There are two variants of blasting that have been adapted to plastics: blasting withCO2 grit and the processing of parts that have been supercooled with nitrogen. Heating the burrs is only used for plastics in order to fuse the marks of a parting line with the adjacent surface.
Finally, the thermal deburring method (TEM) is a universal process that is very suitable for many plastics and can even "polish" the entire surface of acrylic glass. The investigation has shown that many of the processes used for deburring metals are also suitable for plastics. However, this does not mean that all machines for metal processing can also be used for plastics without adaptation. When it comes to materials, thermoplastics can only be deburred in special cases, but thermosets and elastomers can almost always be deburred. Many of the processes are also suitable for large-scale production, although burr avoidance is always the more cost-effective solution.
Deburring - unpopular, but necessary
Deburring is a machining process that is little loved and little studied because it only contributes to the actual added value to a limited extent, in contrast to manufacturing processes such as casting, forming or machining. Nevertheless, at least in metalworking, it is an operation that is required as a result of many processes. For example, cast parts cannot be used without fettling, deep-drawn parts usually require an edge to be cut off and drill holes are usually followed by countersinking. In the metal sector, it has become established that manufacturing processes, e.g. from the groups of machining with geometrically defined and undefined cutting edges, complete the shaping and usually also include deburring.
The reasons for deburring (Fig. 1) were formulated many years ago [1] and nothing has changed to this day, except that some of the shaping manufacturing processes have become more precise and in some cases the burrs are smaller as a result. As a result, it may be sufficient for some workpieces either not to deburr them at all or to treat them with a much simpler process than would have been the case in the past.
For plastic parts, deburring as such is not common because one of the most prominent features of injection molding, for example, is the creation of burr-free and ready-to-use workpieces. However, this does not apply in all cases and therefore deburring is also necessary in many cases for this group of materials. Coating with paint or a metal layer, including the associated pre-treatment, is regarded as the only scheduled post-processing.
Basics - Plastics and manufacturing processes
![Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2]](/images/stories/Abo-2022-07/gt-2022-07-0046.jpg "Abb. 2: Schwimmhäute durch zu geringe Zuhaltekraft beim Spritzgießen [2]") Fig. 2: Floating skins due to insufficient clamping force during injection molding [2] In order to define the materials and processes for which deburring is possible, these must be described at least to the extent that the reasons and possibilities are understood. In the case of materials, a distinction must first be made between thermoplastics, thermosets and elastomers, i.e. plastics that can be softened again in heat, those for which this is not possible and rubber materials. Among thermoplastics, a distinction must be made between amorphous and semi-crystalline materials. In amorphous thermoplastics, the macromolecules are present in irregular clusters, whereas in semi-crystalline thermoplastics, different areas of the molecular chains are next to each other (e.g. between 20 and 90%), held together by weak bonds. Thermoplastic elastomers (TPE - rubber-like plastics that behave like elastomers in use but can be softened again like thermoplastics) behave like thermoplastics in the production of parts or during deburring and are discussed together with them. Thermosets and elastomers do not need to be further differentiated in the first approximation with regard to this investigation. In terms of technical materials, it should also be noted that thermoplastics are used both unreinforced and reinforced with particles or fibers, while reinforcement or filling is generally the case with thermosets and elastomers.
Fig. 2: Floating skins due to insufficient clamping force during injection molding [2] In order to define the materials and processes for which deburring is possible, these must be described at least to the extent that the reasons and possibilities are understood. In the case of materials, a distinction must first be made between thermoplastics, thermosets and elastomers, i.e. plastics that can be softened again in heat, those for which this is not possible and rubber materials. Among thermoplastics, a distinction must be made between amorphous and semi-crystalline materials. In amorphous thermoplastics, the macromolecules are present in irregular clusters, whereas in semi-crystalline thermoplastics, different areas of the molecular chains are next to each other (e.g. between 20 and 90%), held together by weak bonds. Thermoplastic elastomers (TPE - rubber-like plastics that behave like elastomers in use but can be softened again like thermoplastics) behave like thermoplastics in the production of parts or during deburring and are discussed together with them. Thermosets and elastomers do not need to be further differentiated in the first approximation with regard to this investigation. In terms of technical materials, it should also be noted that thermoplastics are used both unreinforced and reinforced with particles or fibers, while reinforcement or filling is generally the case with thermosets and elastomers.
In terms of manufacturing processes, extrusion, injection molding, blow molding and thermoforming are the most important processes used to produce thermoplastic parts, while injection molding and, to a lesser extent, compression molding are the most important processes used to produce thermosets and elastomers. In the field of fiber-reinforced thermosets, there are a number of additional processes ranging from manual lamination to fully automated processing by injection molding or comparable methods. The machining of all types of plastics is unusual for series production, but is important in some cases, especially when trimming fiber-reinforced thermosets.
For the purposes of this work, the individual materials and also the different manufacturing processes must be considered separately, as they do not produce burrs or produce burrs of different sizes and, if burrs do occur, they must also be treated very differently when deburring in contrast to metallic workpieces. In order to keep the description clear, it is necessary to pick out the processes and materials for which deburring is typically necessary and which can be regarded as examples of similar applications, which would make deburring comparable.
Thermoplastics
![Abb. 3: Schirmanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0047.jpg "Abb. 3: Schirmanschnitt [3]") Fig. 3: Screen section [3] Thermoplastics are the largest group of plastics from different perspectives. On the one hand, it contains most types of plastic and on the other hand, the quantities of at least the so-called mass plastics polystyrene (PS), polyethylene (PE), polyvinyl chloride (PVC) and now also the frequently used types of polypropylene (PP) and acrylic butadiene styrene (ABS) are comparatively very large and most parts for everyday use, e.g. in the kitchen and bathroom, are made of these thermoplastics.
Fig. 3: Screen section [3] Thermoplastics are the largest group of plastics from different perspectives. On the one hand, it contains most types of plastic and on the other hand, the quantities of at least the so-called mass plastics polystyrene (PS), polyethylene (PE), polyvinyl chloride (PVC) and now also the frequently used types of polypropylene (PP) and acrylic butadiene styrene (ABS) are comparatively very large and most parts for everyday use, e.g. in the kitchen and bathroom, are made of these thermoplastics.
The extrusion process is used to produce large quantities of semi-finished products in the form of pipes, profiles (e.g. window frames) or sheets through to pellets for further processing using the other processes mentioned. As the tools for extrusion limit a profile on all sides, these endlessly produced goods must at best be deburred by sawing when they are cut to length, if this is necessary for transportation or handling.
Injection molding is the process used to produce practically all mass-produced parts, from small parts such as cannulas, ballpoint pen parts or Lego bricks to toothbrushes, food cans, drinks crates, garbage containers or car body parts. The larger the series, the more important it is to design the tools in such a way that subsequent deburring is avoided. With progressive tool wear or with particularly low-viscosity plastics such as polyamide (PA), burrs may nevertheless appear in the form of so-called "webbed edges" (Fig. 2). Normally, it is at best necessary to remove the sprue. Only in the case of complicated or very large parts is this designed as a bar gate or, for better injection of the melt, as a ring, umbrella or ribbon gate (the gate is the narrowest point between the gate and the part, Fig. 3 to 5), which is cut off by cutting, breaking or sawing. For all other parts, the gate is already separated from the part in the mold or does not occur at all in the case of a tear-off point gate or hot runner molds. Although the injection point cannot generally be avoided and is always visible in this process, it is placed in areas where it does not interfere, such as on the inside of parts, in small recesses or in the area of a recessed base, as with yoghurt pots. With metal inserts, plastic may flow into the gap between the insert and the cavity if the inserts have excessive tolerances, which must then also be deburred.
![Abb. 4: Ringanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0048.jpg "Abb. 4: Ringanschnitt [3]") Fig. 4: Ring gate [3]
Fig. 4: Ring gate [3]
![Abb. 5: Bandanschnitt [3]](/images/stories/Abo-2022-07/gt-2022-07-0049.jpg "Abb. 5: Bandanschnitt [3]") Fig. 5: Band gate [3]
Fig. 5: Band gate [3]
 Fig. 6: Pinch seam from blow molding for cleaning agent bottlesContainerssuch as bottles for cleaning agents, washing-up liquid and watering cans, but also the well-known PET beverage bottles are produced by blow molding. A distinction is made between injection blow molding and extrusion blow molding. In the case of beverage bottles, blanks are produced by injection molding, which are reheated and blown in a second step. Due to the large quantities involved and the slightly different process, the tools for these products are so well made that no burrs are created in the parting line. Only the injection point in the middle of the base remains as a residue, but this does not interfere with the retracted mold and does not need to be removed. This is not the case with extrusion blow molding, as the crimped seam cannot be made as accurately when closing the base of the container. When the crimped parts are broken away, a small burr is created, which in many cases does not interfere, but otherwise has to be removed (Fig. 6).
Fig. 6: Pinch seam from blow molding for cleaning agent bottlesContainerssuch as bottles for cleaning agents, washing-up liquid and watering cans, but also the well-known PET beverage bottles are produced by blow molding. A distinction is made between injection blow molding and extrusion blow molding. In the case of beverage bottles, blanks are produced by injection molding, which are reheated and blown in a second step. Due to the large quantities involved and the slightly different process, the tools for these products are so well made that no burrs are created in the parting line. Only the injection point in the middle of the base remains as a residue, but this does not interfere with the retracted mold and does not need to be removed. This is not the case with extrusion blow molding, as the crimped seam cannot be made as accurately when closing the base of the container. When the crimped parts are broken away, a small burr is created, which in many cases does not interfere, but otherwise has to be removed (Fig. 6).
Finally, the thermoforming process is also relevant, because although the process is similar to the deep drawing of sheet metal, the edge of plastics is held in place and does not slide into the drawing gap. The edge of the finished individual parts must therefore be cut off, which is also dealt with here under deburring. If the process is used to produce cups, e.g. for quark, the production line contains the devices for punching out and no external reworking takes place.
Thermosets
In the past, thermosets were generally produced by pressing, but for reasons of productivity, but also because of the better quality, they are now mainly injection molded, as far as smaller parts with particle fillers or short and long glass fibers or those made of organic sheets are concerned (organic sheets are usually carbon fiber fabrics that are inserted into an injection molding tool and overmolded). The first-mentioned parts normally always have a burr during pressing or injection molding because the molding compounds are very thin and penetrate even the smallest gaps, leaving behind webs or similar burrs. In addition to the processing of organic sheets, large fiber-reinforced parts are produced by laminating by hand or by pressing prepregs (pre-impregnated fiber mats), which practically always have a more or less frayed edge, which is machined and which in turn must be deburred.
Elastomers
Rubber materials, i.e. elastomers, are processed like thermosets by pressing or injection molding, are very low-viscosity and behave in the same way as low-viscosity polyamides or thermosets and therefore very often form webbed or similar burrs when heated during shaping. Elastomers generally have to be deburred both as individual parts and when several parts are produced in a "skin" (Fig. 7).
![Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]](/images/stories/Abo-2022-07/gt-2022-07-0051.jpg "Abb. 7: „Fell“ mit Dichtungsringen aus einem Elastomerwerkstoff vom Spritzgießen vor der Vereinzelung der Teile [4]") Fig. 7: "Coat" with sealing rings made of an elastomer material from injection molding before separating the parts [4]
Fig. 7: "Coat" with sealing rings made of an elastomer material from injection molding before separating the parts [4]
To summarize the types of plastic and the manufacturing processes, it can be said that the aim is always to produce burr-free parts at the first attempt. However, there are some materials that tend to have more burrs. When it comes to manufacturing processes, those that produce no or almost no burrs are preferable. With other processes, however, the parts almost always require reworking.
Deburring process
A large number of deburring processes are available for workpieces made of any material, especially metal (according to [5] there are over 120), some of which are also suitable for plastic parts. All processes based on the properties of metals, such as conductivity for electrochemical processes, can be completely ruled out for plastics. On the other hand, the special properties of plastics enable process variants that are less suitable for metals or only suitable in exceptional cases (various light metals), such as the breaking off of burrs in a state of cold embrittlement or the melting of burrs in thermoplastics.
Manual deburring, special tools and industrial robots
For all materials, manual deburring is the method of choice for the manual production of individual parts or small batches or in cases where all mechanical processes fail or are unsuitable. In the case of rubber, for example, this applies to seals that are so delicate that they would break when sub-cooled (see later section), so that in such cases the webbing must be carefully cut off with nail scissors. Single part machining in the field of plastics is practically only used for the small series production of prototypes or custom-made products. During the rather rare machining of thermoplastics, a fibrous burr occurs at the edges depending on the plastic (Fig. 8 and 9), which is somewhat less pronounced with brittle, amorphous plastics such as polystyrene than with semi-crystalline plastics, which are generally used above the glass transition temperature and whose condition at room temperature is then described as "tough-hard" or "tough-elastic".
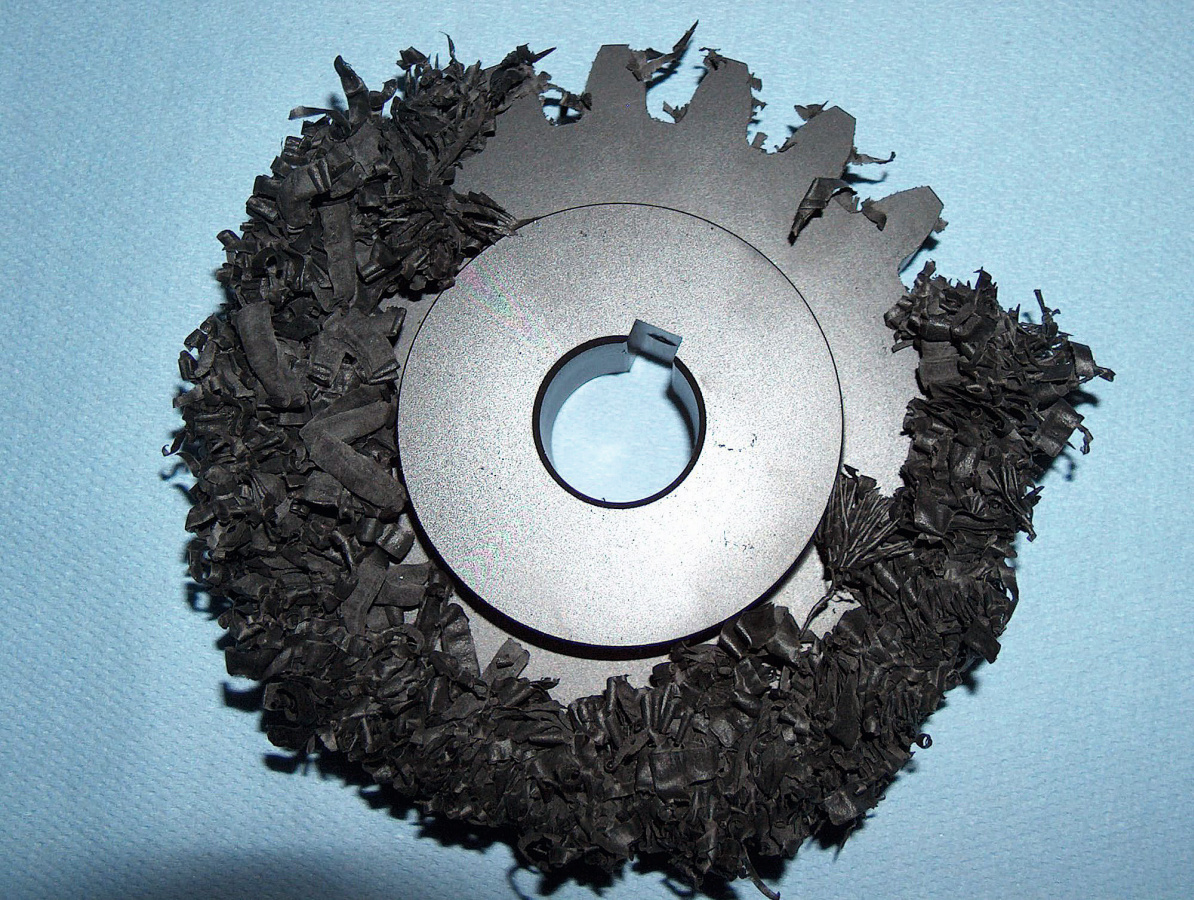
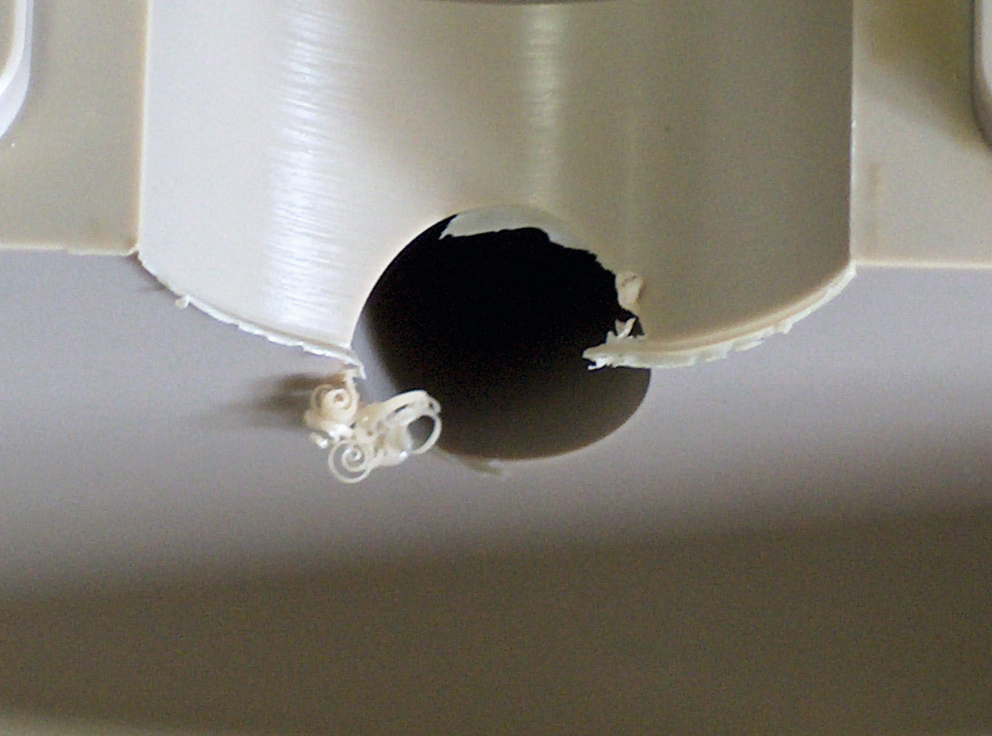
Fig. 8 and 9: Burrs on plastic parts caused by machining such as hobbing or drilling [6]
![Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]](/images/stories/Abo-2022-07/gt-2022-07-0042.jpg "Abb. 10: „Kunststoffentgrater“ in Form von Messern mit verschiedenen Klingen [7]") Fig. 10: "Plastic deburrers" in the form of knives with different blades [7]When deburring manually or with a robot, all tools such as countersinks or edge milling cutters are used, as with metals, although it must be taken into account that these tools also produce a secondary burr, which must also be removed again depending on the size and requirements. In such cases or instead of conventional tools, deburring knives with ceramic blades are often used (Fig. 10), which are guided along the edge with a negative rake angle of around 10°. They are offered by many suppliers in a comparable manner.
Fig. 10: "Plastic deburrers" in the form of knives with different blades [7]When deburring manually or with a robot, all tools such as countersinks or edge milling cutters are used, as with metals, although it must be taken into account that these tools also produce a secondary burr, which must also be removed again depending on the size and requirements. In such cases or instead of conventional tools, deburring knives with ceramic blades are often used (Fig. 10), which are guided along the edge with a negative rake angle of around 10°. They are offered by many suppliers in a comparable manner.
Brushes and rotary tools
Brushes and similar rotating tools have also been adapted for the special application of deburring plastic parts or are offered for this purpose [8]. For example, very flexible sanding tools with a drive similar to a sanding block and manual workpiece handling can be used (Fig. 11), but could also be used with robots [9].
![Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]](/images/stories/Abo-2022-07/gt-2022-07-0043.jpg "Abb. 11: Schleifwerkzeug zum manuellen Entgraten oder Polieren von Kunststoffteilen [10]") Fig. 11: Sanding tool for manual deburring or polishing of plastic parts [10]The abrasive cloths are available in different grit sizes with various grit materials. As always in such cases, the flexibility for burrs of different sizes or changing workpieces is very high due to the experience of the operator, but the quality of the processing also depends on the individual persons and manual work is generally expensive. In addition, great care must be taken, as plastic surfaces are very sensitive to scratching, especially when glossy surfaces are involved. In [11], for example, the plastics are briefly described as well as all the tools and how to use them depending on the material.
Fig. 11: Sanding tool for manual deburring or polishing of plastic parts [10]The abrasive cloths are available in different grit sizes with various grit materials. As always in such cases, the flexibility for burrs of different sizes or changing workpieces is very high due to the experience of the operator, but the quality of the processing also depends on the individual persons and manual work is generally expensive. In addition, great care must be taken, as plastic surfaces are very sensitive to scratching, especially when glossy surfaces are involved. In [11], for example, the plastics are briefly described as well as all the tools and how to use them depending on the material.
Grinding and polishing with robots has been state of the art for many years for preparing components for painting or, in particular, electroplating. In [12], it is reported that this processing is also used to level out parting line markings from injection molds with a height above the surface of only around 40 µm, because such markings are distracting on visually high-quality parts. The surfaces are roughened very slightly ("grooves with a depth of 1 to 2µm"), but these are not disturbing and actually serve as a better basis for a coating or metallization. Parts made of PP, ABS, PA and blends such as PC/ABS and PBT/PC, as well as other materials, are processed in a comparable manner using 180 robots. The polishing tools used are discs made from standard materials such as cotton or sisal with pastes and emulsions that have been specially adapted to the processing of plastics.
Vibratory finishing
![Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]](/images/stories/Abo-2022-07/gt-2022-07-0044.jpg "Abb. 12: Spanend bearbeitetes und durch Gleitschleifen entgratetes Werkstück [16]") Fig. 12: Workpiece machined and deburred by vibratory finishing [16]Vibratory finishing is a very frequently used process for deburring metal parts in large-scale production because it is easy to operate and use and processes a workpiece on all sides, i.e. removes all external burrs simultaneously, but also processes the surfaces. This is generally undesirable for plastic parts, e.g. from the injection molding process, but application technology has found ways to use the process here nonetheless.
Fig. 12: Workpiece machined and deburred by vibratory finishing [16]Vibratory finishing is a very frequently used process for deburring metal parts in large-scale production because it is easy to operate and use and processes a workpiece on all sides, i.e. removes all external burrs simultaneously, but also processes the surfaces. This is generally undesirable for plastic parts, e.g. from the injection molding process, but application technology has found ways to use the process here nonetheless.
Mass finishing systems are divided into barrel finishing systems, vibratory finishing systems, barrel finishing systems and disk finishing systems according to their mode of operation. The process is described in great detail in a specialist book [13], supplemented by more recent studies [14], albeit for metal. The systems differ in the intensity of the processing and therefore also in their duration, which generally ranges from a few hours for the drums to a few minutes for the centrifugal systems. Ceramic or plastic-bonded abrasives are used as the actual tool, which effect the processing through the relative movement between the tool and the workpiece. The abrasives usually consist of corundum or silicon carbide and are additionally supported by liquid abrasive additives (so-called compounds).
Normally, the edges are therefore preferably machined as well as the entire surface, which is initially undesirable for plastic parts. However, the effect of machining can be reduced by using low-abrasive grinding tools and an adapted compound. This is also supported by the typical behavior of such machines, as the amount of material removed depends on the mass of the abrasive media [15] and that of the workpieces [14], among other factors. As plastic parts are about 5 times lighter than steel parts, the effect is also significantly lower and the usually very thin and less resistant burrs are removed without the entire surface of the parts being processed too much.
Several system manufacturers and users of this process offer the processing of plastics and rubber parts in their information [16-26]. Both machined (Fig. 12) and injection-molded parts are shown as applications, but the details of how they were machined are usually not explained. It is almost always only stated that plastics are also deburred. Only in [19] is it stated that the plastic buttons were deburred in 10 minutes in a ZS1 disc finishing machine using a highly abrasive, plastic-bonded grinding wheel in the shape of a paraboloid with a height of 30 mm. It also states that O-rings with a diameter of around 135 mm were machined with ceramic-bonded abrasive media in the form of a triangular prism with an edge length of 10 mm in a Z2 disc finishing machine for particularly gentle machining in around 1 to 2 hours, with water being used as an additive. Further examples without specification of the processing parameters are flitter burrs on injection molded and rubber parts, including the leveling of the injection points.
Literature
[1] Schäfer, F.: Untersuchungen zur Gratbildung und zum Entgraten insbesondere beim Umfangsstirnfräsen, University of Stuttgart, Dissertation, 1976
[2] Bonnet, M.: Plastics technology, 3rd edition, Springer-Verlag, Berlin, 2016
[3] N. N.: Plastics processing in conversation - 1 Injection molding. 2nd ed., Ludwigshafen, BASF, 1970
[4] N. N.: Cryogenic deburring has many advantages, Website of ECO Entgratungscenter GmbH, Kreuztal, http://www.eco-entgratungscenter.de/cms/beispiele.html (viewed on 13.9.2021)
[5] Itasse, S.: Production & Manufacturing, Machine Market, Report on Deburring EXPO 2015, https://www.maschinenmarkt.vogel.de/viele-verfahren-ermoegli-chen-erfolgreichesentgraten-a-505956/, 28.9.2015, (viewed on 17.9.2021)
[6] N. N.: Deburring of plastics / metals, Website of Michael Kufner Sandstrahltechnik, Cham, (viewed on 17.9.2021)
[7] N. N.: Company publication of Ziersch Fertigungstechnik GmbH, Ilmenau, no year, (viewed on 17.9.2021)
[8] N. N.: Company memorandum of Heinrich Kreeb GmbH & Co KG, Göppingen, no year, (viewed on 17.9.2021)
[9] N. N.: Robot cell deburrs complex CFRP components, mo metalloberfläche. 75(2021)10, 26-28
[10] N. N.: Website of Kemper-Kontakt Gert Kemper GmbH, Wuppertal, https://www.kemperkontakt.de/index.php?id=101 (viewed on 17.9.2021)
[11] N. N.: Company publication of August Rüggeberg GmbH & Co KG, Marienheide, 2012
[12] N. N.: Automated removal of separating seams on plastics, JOT 59 (2019) 6, 66-67
[13] Prüller, H.: Practical knowledge of mass finishing, Springer Vieweg Verlag, Wiesbaden, 2012
[14] Schlatter, M.: New investigations into mass finishing, Jahrbuch Oberflächentechnik, Volume 73, Leuze Verlag, Bad Saulgau, 2017, 13-31
[15] Klocke, F.; Brocker, R.; Vits, F.; Mattfeld, P.: Contact forces during unguided vibratory finishing, wt werkstattstechnik online 105 (2015) 6, 377-383
[16] N. N.: Plastics - Smoothing and deburring, Flyer from Avatec GmbH, Sindelfingen, no year, (viewed on 17.9.2021)
[17] N. N.: Burr-free rubber molded parts, Flyer of Avatec GmbH, Sindelfingen, no year, (viewed on 19.9.2021)
[18] N. N.: Deburring of seals made of rubber or plastic, flyer by HN Oberflächentechnik GmbH, Adlikon, Switzerland, no year, (viewed on 19.9.2021)
[19] N. N.: Buttons / plastic and O-rings / rubber, flyer of Spaleck Oberflächentechnik GmbH & Co KG, Bocholt, no year, (viewed on 19.9.2021)
[20] N. N.: Professional surface finishing with mass finishing, website of Metallbearbeitung Bechtold GmbH, Ölbronn-Dürrn, (viewed on 19.9.2021)
[21] N. N.: Mass finishing, Website of EEP Plömacher GmbH, Marienheide, (viewed on 19.9.2021)
[22] N. N.: Economical, precise with the highest quality, Website of Hensel & Blank GmbH, Oersberg, (viewed on 19.9.2021)
[23] N. N.: Deburring of parts made of rubber and plastic, metal and non-ferrous metal, flyer of STS Signal Technik Sprenger GmbH, Naila, no year, (viewed on 19.9.2021)
[24] N. N.: Deburring and rounding plastic parts, website of Dörfler & Schmidt Präzisionsfinish GmbH, Kammerstein, (viewed on 19.9.2021)
[25] N. N.: We make more out of plastic - machining & deburring, company brochure of Neubauer GmbH Murr, no year, (viewed on 19.9.2021)
[26] N. N.: Ready-for-sale surfaces for demanding materials, Website of OTEC Präzisionsfinish GmbH, Straubenhardt-Conweiler, (viewed on 19.9.2021)
