1 Einleitung
Bei den verwendeten Topcoats konnte kein Einfluss der Beimischungen (Aluminiumflakes, Pigmente) auf den Korrosionsverlauf festgestellt werden. Die getesteten Poly- ester-basierten Topcoats weisen einen besseren Korrosionsschutz als die vergleichbaren Epoxid-basierten Systeme auf. Die Barrierewirkung und Durchlässigkeit eines Topcoats hat einen signifikanten Einfluß auf den Korrosionsschutz. Topcoat Beschichtungen können aufgrund ihrer hohen Barrierewirkung und geringen Durchlässigkeit zu einer passiven Zink-, Zinklegierungsoberfläche führen. Korrosion findet nur an Beschädigungen (Poren, Risse etc.) statt. Das Vorhandensein einer geringen aktiven und großen passiven Oberfläche führt in chloridhaltiger Umgebung zu einer Pittingkorrosion (Lochfraß) und zu einem beschleunigten Angriff auf die Zink-, Zinklegierungsschicht, was zu punktuellen Rotrosterscheinungen führt. Ein optimales Verhältnis von passiver zu aktiver Oberfläche (Durchlässigkeit) verhindert die Pittingkorrosion und führt zu einem hohen Korrosionsschutz.
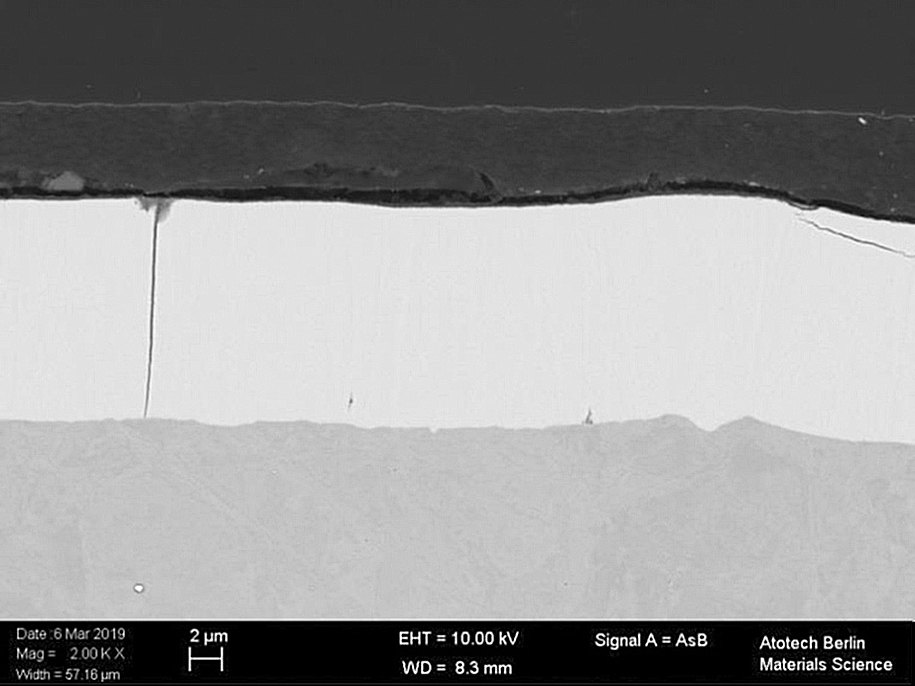
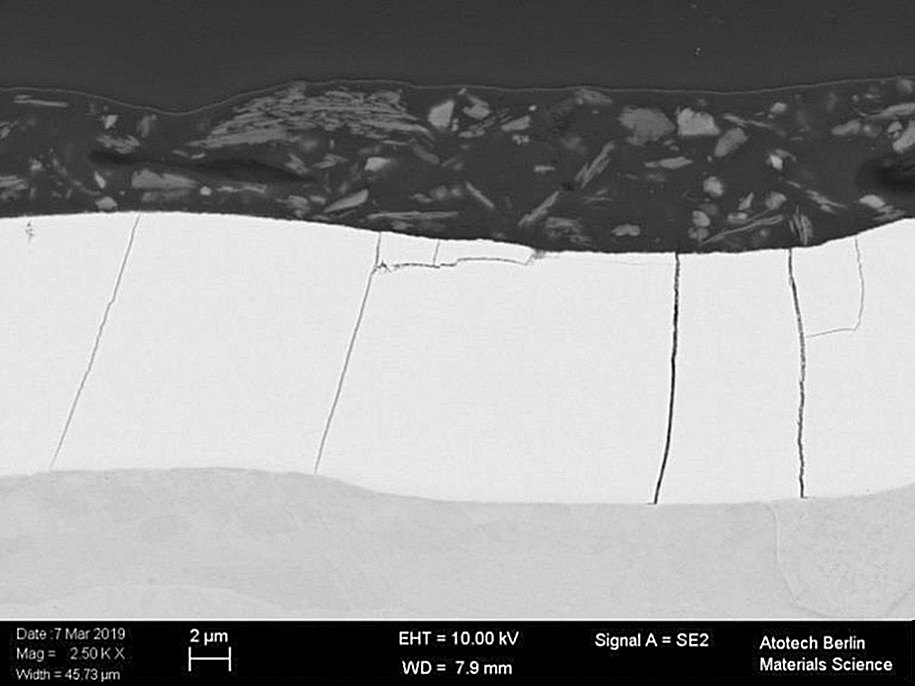
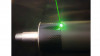
Abb. 1: Querschliff eines transparenten (Abb. 1a), schwarzen (Abb. 1b) und silbernen (Abb. 1c) Topcoats Abb. 1: Querschliff eines transparenten (Abb. 1a), schwarzen (Abb. 1b) und silbernen (Abb. 1c) Topcoats auf einer passivierten Zink-Nickeloberfläche [3]
Topcoats und Versiegelungen sind feste Bestandteile der galvanischen Beschichtungsanlagen. Die Beschichtung erfolgt in der Gestellanlage in Bädern, die der Passivierung nachgelagert sind. In Trommelanlagen werden diese meist in separaten Nachbehandlungsanlagen in einfachen beheizten Zentrifugen durchgeführt. Die Topcoats und Versiegelungen werden hierbei getrocknet, in den seltensten Fällen erfolgt eine Vernetzung. Ihre Barrierewirkung führt zu einer deutlichen Erhöhung des Korrosionsschutzes, ebenso können optische Ansprüche und tribologische Eigenschaften (z.B. Reibungszahlen) dargestellt werden. In den letzten Jahren kommt es dabei immer häufiger zum Einsatz von hochkomplexen Zentrifugen, wie sie in der Zinklamellenbeschichtung eingesetzt werden [1]. Diese Zentrifugen verfügen über einen Kipp-Schwenk Mechanismus (Tilting) oder über ein sogenanntes „Planetensystem“. Hierdurch können deutlich gleichmäßigere, aber auch dickere Schichten appliziert werden. Die Behandlung der Topcoats in nachgelagerten Öfen bei Temperaturen von 180–250 °C ermöglicht den Einsatz und die Vernetzung von Polyester-, Epoxid- oder Acrylatharzen.
Im weiteren Verlauf der Arbeit wird nur über Topcoats berichtet, die in Zentrifugen für die Zinklamellenbeschichtung aufgetragen und in nachgelagerten Öfen vernetzt wurden.
Um ein gutes Ergebnis zu erzielen, müssen die Systeme, Zink / Zinklegierung, Passivierung und Topcoats optimal aufeinander abgestimmt sein. Hinsichtlich der Topcoats stellt sich die Frage, welches System die beste Kombination darstellt und wie sich die Bestandteile der Topcoats und ihr zugrundeliegendes Lacksystem auf den Korrosionsmechanismus des gesamten Schichtsystems auswirkt. Zu diesem Zweck wurden verschiedene Modelsysteme in transparent, silbern und schwarz (Abb. 1) auf Basis von Acrylaten, Epoxiden und Polyestern auf Zink bzw. Zinklegierungsschichten appliziert. Auch der Einfluss der Vorbehandlung (passivierte galvanische Oberfläche) wurde hinsichtlich ihrer Korrosionseigenschaften untersucht.
Elektrochemische Untersuchungen (Impedanzspektroskopie und Potentialmessungen) sowie gängige Korrosionsmessungen (DIN EN ISO 9227 NSST, ACT II nach Volvo Std. VCS 1027,1449) und rasterelektronenmikroskopische Aufnahmen wurden zur Charakterisierung der Topcoat Beschichtungen herangezogen.
2 Experimentelles
Stahlplatten (10 x 20 cm) wurden entfettet und anschließend mit folgenden Systemen beschichtet:
Elektrolytisch alkalisch Zink-Nickel (Ni = 12–15 %, 10 µm) + Dickschichtpassivierung (cobaltfrei) + im Spray-Verfahren appliziert:
a. Polyester-basierter transparenter Topcoat
b. Epoxid-basierter transparenter Topcoat
c. Polyester-basierter schwarzer Topcoat
d. Epoxid-basierter schwarzer Topcoat
e. Polyester-basierter silberner Topcoat
f. Epoxid-basierter silberner Topcoat
Verzinkte und Zink-Nickel (Ni = 12-15 %w/w) beschichtete (10 µm) + fluoridfreier Dickschichtpassivierung Sechskantschrauben (M10-1.5 x 65) wurden in einer Zentrifuge P&P DS250 appliziert:
g. Acrylat-basierter schwarzer Topcoat auf Wasserbasis
h. Epoxid-basierter silberner Topcoat
Alle verwendeten Topcoats sind lösemittelbasiert (Ausnahme Topcoat g) und wurden nach der Applikation 30 min bei 210 °C eingebrannt (Ausnahme Topcoats a und g bei 150 °C).
Elektrochemische Messungen
Die elektrochemischen Messungen wurden mit einem PGSTAT302N Potentiostat (GPES-Software) von Metrohm in einer Messzelle mit Dreielektrodenanordnung durchgeführt. Die Arbeitselektrode hat eine Messfläche von 10,17 cm2, als Referenzelektrode wurde eine gesättigte Kalomelelektrode (SCE 0,2412V vs. NHE (25 °C)) verwendet. Alle in dieser Studie verwendeten Potentiale wurden auf die Standardwasserstoffelektrode umgerechnet. Als Gegen- elektrode diente ein Platinnetz. Die Messungen erfolgten in einem sogenannten neutralen Salzsprühelektrolyt (NSST) gemäß ISO 9227:
50 g/l Natriumchlorid (p.a.) in DI-Wasser (<10 mS/cm), Leitfähigkeit 70 mS/cm (21 °C), pH 6,9, Temp.: 35 °C natürlich belüftet.
Die freien Korrosionspotentiale (OCP) wurden über einen Zeitraum von einer Stunde gemessen, danach erfolgte die Impedanzmessung:
Startpotential: OCP, Potentialamplitude: 5 mV, Frequenzbereich: 100 kHz–10 mHz.
An der gleichen Messstelle erfolgten die Impedanzmessungen nach 1 h, 24 h, 48 h, 72 h, 144 h und 168 h. Nach jeder Messzeit erfolgte eine Wiederholungsmessung. Während der OCP und Impedanzmessung betrug die Elektrolyttemperatur 35 °C, in den Zwischenphasen wurde sie auf RT (22 °C) abgesenkt. Die Auswertung der Impedanzmessungen erfolgte im Bode-Diagramm, die Gesamtimpedanz wird bei 500 mHz abgelesen. Die Bleche wurden vor Beginn der Messungen und nach 168 h an der Messstelle mit einem Lichtmikroskop untersucht und die Porendichte bestimmt.
Korrosionsmessungen
Es wurden Korrosionsuntersuchungen im neutralen Salzsprühnebeltest (NSST, nach DIN EN ISO 9227) und zyklische Tests (ACT II nach Volvo Std. VCS 1027,1449) durchgeführt. Je ein Blech im Salzsprühnebeltest wurde mit einem Kreuzschnitt (bis zum Basismaterial) versehen.
Rasterelektronenmikroskopie
Mit Topcoat beschichtete Bleche wurden 0 h, 144 h und 312 h bei 22 °C in einem neutralen Salzsprühelektrolyten ausgelagert. Nach der Auslagerungszeit wurden die Bleche mit DI-Wasser gespült und getrocknet. Anschließend wurden Querschliffe präpariert und im REM/EDX vermessen. Auf den Blechen wurden im Zentrum Messflächen eingezeichnet und die Schichtdicke magnetinduktiv je zehnmal vor und nach der Auslagerung gemessen.
|
Topcoat |
0 h µm |
312 µm |
Schichtzunahme µm |
Bemerkungen |
|
Polyester transparent |
6,0 |
6,5 |
0,5 |
Keine Oberflächenveränderung |
|
Epoxid transparent |
7,1 |
7,9 |
0,8 |
Weißrost |
|
Polyester schwarz |
5,7 |
6,5 |
0,8 |
Blasenbildung |
|
Epoxid schwarz |
4,1 |
4,8 |
0,7 |
Blasenbildung |
|
Polyester silbern |
5,7 |
5,8 |
0,1 |
Keine Oberflächenveränderung |
|
Epoxid silbern |
5,3 |
5,9 |
0,6 |
Blasenbildung |
3 Bei Auslagerung zeigen die verschiedenen Lacksysteme deutliche Unterschiede
![Abb. 2: Schema eines Ersatzschaltbildes für ein Metall mit nichtleitender poröser Deckschicht [7]](/images/stories/Abo-2021-02/gt-2021-02-0058.jpg "Abb. 2: Schema eines Ersatzschaltbildes für ein Metall mit nichtleitender poröser Deckschicht [7]") Abb. 2: Schema eines Ersatzschaltbildes für ein Metall mit nichtleitender poröser Deckschicht [7]Die Untersuchungen wurden an exemplarisch gewählten Lacksystemen (transparent, silbern und schwarz) durchgeführt. Diese Systeme unterscheiden sich deutlich voneinander (siehe Abb. 1). Im schwarzen Topcoat sind verschiedene Pigmente zu beobachten, im silbernen Aluminiumflakes, im transparenten Topcoat findet sich die pigmentfreie Lackschicht.
Abb. 2: Schema eines Ersatzschaltbildes für ein Metall mit nichtleitender poröser Deckschicht [7]Die Untersuchungen wurden an exemplarisch gewählten Lacksystemen (transparent, silbern und schwarz) durchgeführt. Diese Systeme unterscheiden sich deutlich voneinander (siehe Abb. 1). Im schwarzen Topcoat sind verschiedene Pigmente zu beobachten, im silbernen Aluminiumflakes, im transparenten Topcoat findet sich die pigmentfreie Lackschicht.
Bei der Auslagerung der Topcoat beschichteten (Topcoats a–f) passivierten Zink-Nickelbleche für 312 h in einem 5 %igen Natriumchloridelektrolyten (siehe Tab. 1) konnte eine deutliche Oberflächenveränderung und Schichtdickenzunahme beobachtet werden. Mit Ausnahme des polyesterbasierten silbernen Topcoats zeigen alle Topcoats eine deutliche Schichtzunahme von 0,5–0,8 µm. Bei reiner Wasseraufnahme würde die Schichtzunahme 0,1–0,15 µm betragen [5]. Daraus folgt, dass auch bei den Blechen ohne Oberflächenveränderung schon Ionen durch die Schicht diffundiert sind und Korrosion an der Phasengrenze Zink-Nickel – Topcoat eingesetzt hat. Dass im Gegensatz zu Korrosionstests im Salzsprühnebelschrank oder in zyklischen Tests eine Blasenbildung beobachtet wird, ist bei ruhenden Elektrolyten auf den geringen Abtransport der Korrosionsprodukte (u. a. Hydroxidionen) zurückzuführen, da insbesondere Hydroxidionen an der Oberfläche zu einer Lackenthaftung führen [6].
Entsprechend behandelte Bleche wurden auch für die Impedanzmessungen verwendet. Auch hier erfolgte die Auslagerung in einem 5 %igen Natriumchloridelektrolyten bei 22 °C. Die Messungen erfolgten bei 35 °C. Zu Beginn der Messungen und nach der letzten Messung (168 h) wurden die Bleche an der Messstelle mikroskopisch untersucht und die Porendichte bestimmt (Tab. 2). Bei keinem Blech konnte am Messpunkt eine Blasen- oder Weißrostbildung beobachtet werden.
|
Topcoat |
Porendichte / 2,1mm2 |
|
|
Beginn Auslagerung |
168 h Auslagerung |
|
|
Polyester transparent |
1 |
0 |
|
Epoxid transparent |
30 |
53 |
|
Polyester schwarz |
78 |
55 |
|
Epoxid schwarz |
16 |
54 |
|
Polyester silbern |
35 |
24 |
|
Epoxid silbern |
14 |
24 |
Es zeigt sich, dass bei den Epoxid-basierten Topcoats ein Anstieg der Porendichte über die Auslagerungsdauer beobachtet werden konnte, wohingegen die Polyester-basierten Topcoats keine Zunahme aufwiesen. Zu Beginn einer jeden Impedanzmessung wurde das freie Korrosionspotential über eine Stunde gemessen. In Tabelle 3 sind die Potentiale über die Auslagerungszeit dargestellt.
Die passivierten Zink-Nickelschichten in Kombination mit einem Topcoat zeigen alle ein positiveres OCP (Ausnahme Polyester silbern) als eine passivierte Zink-Nickelschicht ohne Topcoat. Die freien Korrosionspotentiale sind geringfügig negativer als Eisen. Im Laufe der Auslagerung werden die Potentiale geringfügiger positiver bzw. sind stabil, nahe am OCP des Eisens. Aufgrund der isolierenden Wirkung des Topcoats ist eine Potentialmessung im intakten Bereich nicht möglich [5]. Die Zink- Nickelschicht verhält sich in diesem Bereich passiv. Die Potentiale stellen sich über Störstellen und Beschädigungen ein. Trotz des positiven Potentials wird kaum Korrosion beobachtet. Während Wasser sehr schnell eindiffundiert, ist die Diffusion von Ionen (Chloridionen) stark gehemmt, was an der Phasengrenze Zink-Nickel – Topcoat zu einer ausgedehnten diffusen Doppelschicht führt. Das wird als die Hauptursache der geringen Korrosionsraten angesehen [5].
|
Beschichtung |
OCP / VSHE |
||
|
1h Auslagerung |
72 h Auslagerung |
168 h Auslagerung |
|
|
Eisen |
-0,43* |
||
|
Polyester transparent |
-0,52 |
-0,45 |
-0,44 |
|
Epoxid transparent |
-0,49 |
-0,35 |
-0,36 |
|
Polyester schwarz |
-0,46 |
-0,48 |
-0,51 |
|
Epoxid schwarz |
-0,47 |
-0,49 |
-0,44 |
|
Polyester silbern |
-0,69 |
-0,47 |
-0,49 |
|
Epoxid silbern |
-0,48 |
-0,48 |
-0,47 |
4 Das Verhältnis Barrierewirkung / Durchlässigkeit eines Topcoats hat einen großen Einfluss auf den Korrosionsschutz
 + Co-freie Dickschichtpassivierung + Epoxid-basierter transparenter Topcoat") Abb. 3: Bode-Diagramm nach drei Auslagerungszeiten in 5 %iger NaCl-Lösung bei 35 °C. Schichtaufbau: Alk. Zink-Nickel (Ni: 14 %w/w) + Co-freie Dickschichtpassivierung + Epoxid-basierter transparenter Topcoat Um den Einfluss der Barrierewirkung und Durchlässigkeit eines Topcoats zu untersuchen wurden Impedanzmessungen durchgeführt. In Abbildung 2 ist das Ersatzschaltbild für ein Metall mit nichtleitender poröser Deckschicht dargestellt [7]. Die gemessenen Impedanzen setzen sich aus dem Elektrolytwiderstand, dem Widerstand in den Poren und Störstellen sowie der Deckschicht und dem Polarisationswiderstand zusammen. Parallel zum Deckschichtwiderstand liegt eine Deckschichtkapazität vor und parallel zum Polarisationswiderstand eine Doppelschichtkapazität. Der Elektrolyt- widerstand ist im Gesamtsystem vernachlässigbar. Zwischen dem Widerstand in den Poren, der Deckschicht und dem Polarisationswiderstand konnte nicht differenziert werden.
Abb. 3: Bode-Diagramm nach drei Auslagerungszeiten in 5 %iger NaCl-Lösung bei 35 °C. Schichtaufbau: Alk. Zink-Nickel (Ni: 14 %w/w) + Co-freie Dickschichtpassivierung + Epoxid-basierter transparenter Topcoat Um den Einfluss der Barrierewirkung und Durchlässigkeit eines Topcoats zu untersuchen wurden Impedanzmessungen durchgeführt. In Abbildung 2 ist das Ersatzschaltbild für ein Metall mit nichtleitender poröser Deckschicht dargestellt [7]. Die gemessenen Impedanzen setzen sich aus dem Elektrolytwiderstand, dem Widerstand in den Poren und Störstellen sowie der Deckschicht und dem Polarisationswiderstand zusammen. Parallel zum Deckschichtwiderstand liegt eine Deckschichtkapazität vor und parallel zum Polarisationswiderstand eine Doppelschichtkapazität. Der Elektrolyt- widerstand ist im Gesamtsystem vernachlässigbar. Zwischen dem Widerstand in den Poren, der Deckschicht und dem Polarisationswiderstand konnte nicht differenziert werden.
Die Gesamtimpedanz wurde in einem Bode-Diagramm gegen die Frequenz dargestellt. Als Wert für die einzelnen Topcoat-Systeme wurde die Impedanz bei 500 mHz abgelesen. In Abbildung 3 wird ein Bode-Diagramm (Epoxid-basierter transparenter Topcoat) bei drei verschiedenen Auslagerungszeiten beispielhaft dargestellt. Nach jeder Impedanzmessung erfolgte direkt im Anschluss eine Wiederholungsmessung. Die Ergebnisse waren dabei annähernd identisch, das System ist wenig reaktiv und befindet sich annähernd im Gleichgewicht (Tab. 4).
|
Beschichtung |
IZIOhm*cm2 |
ISO 9227 NSST |
ACTII FordL467 |
|||
|
1 h |
168 h |
RR/h |
RR in % im Ritz nach 2232 h |
Zykl. bis RR |
RR im Ritz |
|
|
Polyester transparent |
0,35*106 |
0,045*106 |
>2000 |
0 |
>15 |
>15 |
|
Epoxid transparent |
300*106 |
8,0*106 |
2000 |
100 |
>15 |
8 |
|
Polyester schwarz |
130*106 |
0,5*106 |
>2000 |
0 |
11 |
2 |
|
Epoxid schwarz |
130*106 |
2,9*106 |
>2000 |
0 |
>15 |
5 |
|
Polyester silbern |
34*106 |
0,6*106 |
>2000 |
0 |
>15 |
5 |
|
Epoxid silbern |
1,7*106 |
0,085*106 |
>2000 |
10 |
>15 |
3 |
Unabhängig vom applizierten System fallen die Gesamtimpedanzen innerhalb der ersten 24 h deutlich ab, um dann auf einem niedrigen Niveau zu verbleiben bzw. geringfügig zu sinken (siehe Abb. 4 und 5). Da der Abfall in den ersten 24 h unabhängig von der Porendichte ist und auch in dem porenarmen Polyester-basierten transparenten Topcoat beobachtet wird, ist zu vermuten, dass sich die Leitfähigkeit des Lacksystems erhöht. Ein Einfluss der Bestandteile der einzelnen Topcoats, transparent, silbern oder schwarz (Pigmente, Aluminiumflakes) auf die Diffusionsgeschwindigkeit der Ionen konnte im Gegensatz zu den Arbeiten von S. Palraj et al. [2] in diesem Zeitrahmen nicht mehr beobachtet werden. Hierbei muss jedoch berücksichtigt werden, dass die getesteten Lacksysteme hinsichtlich ihres Korrosionsschutzes optimiert wurden. In vergleichbaren Lacksystemen (Alkydharzschichten) beschreiben Stratmann et al. [5], dass die Sättigung des Lackes mit Wasser innerhalb von 10 Minuten erfolgt. Da die Sättigung mit Wasser aber zu keiner signifikanten Leifähigkeitserhöhung führt, kann in dem gewählten System nur die Einlagerung von Chloridionen zu einer entsprechenden Leitfähigkeitserhöhung führen. Die Messungen legen nahe, dass sich nach 24 h ein stabiler Sättigungszustand mit Ionen eingestellt hat. Die Epoxid-basierten Systeme zeigen nach 24 h bis 168 h noch einen moderaten weiteren Abfall, wohingegen dieser bei den Polyester-basierten Systemen deutlich geringer ausfällt. Das steht in Einklang mit der beobachteten Veränderung der Porendichte der beiden Lacksysteme. Die Porendichte bei den Epoxid-basierten Lacken erhöhte sich deutlich, wohingegen sie bei den Polyester-basierten Systemen konstant geblieben ist. Zacken im Bode-Diagramm bei mittleren und niedrigen Frequenzen sind auf Pittings zurückzuführen.
 Abb. 4: Zeitlicher Verlauf der Gesamtimpedanz bei 500 mHz, alk. Zink-Nickel + Co-freie Dickschichtpassivierung + Epoxid transparent, Polyester schwarz, Epoxid schwarz, Polyester silbern
Abb. 4: Zeitlicher Verlauf der Gesamtimpedanz bei 500 mHz, alk. Zink-Nickel + Co-freie Dickschichtpassivierung + Epoxid transparent, Polyester schwarz, Epoxid schwarz, Polyester silbern
 Abb. 5: Zeitlicher Verlauf der Gesamtimpedanz bei 500 mHz, alk. Zink-Nickel + Co-freie Dickschichtpassivierung + Polyester transparent, Epoxid silbern
Abb. 5: Zeitlicher Verlauf der Gesamtimpedanz bei 500 mHz, alk. Zink-Nickel + Co-freie Dickschichtpassivierung + Polyester transparent, Epoxid silbern
Vergleicht man die Gesamtimpedanzen der einzelnen Systeme mit den Korrosionsergebnissen im Salzsprühnebeltest und ACT II Test (Tab. 4, Abb. 6 und 7) mit besonderem Augenmerk auf die mit einem Kreuzschnitt versehenen Bereiche so stellt man fest, dass sämtliche Systeme einen hohen Korrosionsschutz aufweisen.
Der Topcoat mit der höchsten Durchlässigkeit (niedrigster Widerstand) zeigt die besten Ergebnisse im Korrosionstest bezüglich des kathodischen Korrosionsschutzes. Auch nach 2232 h im Salzsprühnebeltest bzw. 15 Zyklen im ACT II Test weist der Polyester-basierte transparente Topcoat noch keinerlei Rotrost (auch nicht im Kreuzschnitt) auf (siehe Abb. 6).


Abb. 6: Beschichtung mit der höchsten Durchlässigkeit Abb. 6: Beschichtung mit der höchsten Durchlässigkeit (niedrigste Gesamtimpedanz), Polyester transparent 2232 h (DIN EN ISO 9227 NSST), 15 Zyklen (ACT II nach Ford L467)
Generell ist eine Gesamtimpedanz von 45 000 Ohm * cm2 hinsichtlich ihrer Barrierewirkung als hoch zu bewerten [4]. Die beobachteten Korrosionsphänomene sind also auf Störungen (Poren, Risse) und Einlagerung von Wasser und Ionen in die Lackschicht zurückzuführen, die durch die Auslagerung im Natriumchloridelektrolyten verursacht wurden. Dass der Lack mit der höchsten Durchlässigkeit (geringste Gesamtimpedanz) die besten Korrosionseigenschaften hat, hat seine Ursache in einer größeren aktiven Oberfläche. Lacke mit einer niedrigen Durchlässigkeit haben eine große passive Oberfläche, die Korrosion läuft nur an den Schadstellen ab (vergleichbar mit einer Pittingkorrosion), der kathodische Korrosionsschutz ist reduziert [5]. Das optimale Verhältnis von Barrierewirkung und Durchlässigkeit führt zum höchsten Korrosionsschutz. Die gelegentlich beim Schichtsystem Zink-Nickel, Schwarzpassivierung und Topcoat beobachtete frühe Rotrostbildung [8] ist nicht ausschließlich auf eine Verschiebung des freien Korrosionspotentials OCP dieses Systems hin zu Werten des OCP für Eisen oder positiver, sondern auch auf die passive Zink-Nickeloberfläche (bedingt durch die isolierende Topcoat Schicht) bei vereinzelten Fehlstellen, zurückzuführen.


Abb: 7: Beschichtung mit der niedrigsten Durchlässigkeit Abb: 7: Beschichtung mit der niedrigsten Durchlässigkeit (höchste Gesamtimpedanz), Epoxid transparent2232 h (DIN EN ISO 9227 NSST), 15 Zyklen (ACT II nach Ford L467)
5 Der Topcoat sollte spätestens 24 h nach der galvanischen Zink-Nickel Beschichtung appliziert werden, Wärmeauslagerung erhöht den Korrosionsschutz
Um den Einfluss der Vorbehandlung auf das Gesamtsystem nach der Topcoat Applikation zu untersuchen wurden passivierte, elektrolytisch beschichtete Schrauben unterschiedlich lange ausgelagert, bzw. einer Wasserstoffentsprödung unterzogen. Anschließend wurde ein wasserbasierter oder lösemittelbasierter Topcoat einmal bzw. zweimal appliziert. Dabei sollte untersucht werden, ob die Alterung der passivierten Oberfläche einen Einfluss auf das Gesamtsystem hat. Unabhängig von den Auslagerungsbedingungen und den verwendeten Topcoats zeigen alle Beschichtungen eine hervorragende Haftung im Tape- und Gitterschnitttest. In den Abbildungen 8 und 9 sind die Salzsprühnebeltestergebnisse der beiden Lacksysteme auf einer verzinkten und Zink-Nickel beschichteten Oberfläche dargestellt. Als Passivierung wurde eine fluoridfreie Dickschichtpassivierung bei pH 2,2 eingesetzt.
 auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)") Abb. 8: Korrosionsergebnisse (DIN EN ISO 9227 NNST) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Abb. 8: Korrosionsergebnisse (DIN EN ISO 9227 NNST) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
 auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)") Abb. 9: Korrosionsergebnisse (DIN EN ISO 9227 NNST) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Abb. 9: Korrosionsergebnisse (DIN EN ISO 9227 NNST) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Bei den Zink-Nickeloberflächen zeigt sich, dass eine zwei Wochen später aufgetragene Topcoat Beschichtung einen deutlichen Korrosionsschutzeinbruch aufweist. Das gilt für beide Lacksysteme. Bei der Zinkoberfläche tritt dieses Phänomen nicht auf. Bei der Zink-Nickeloberfläche zeigt sich, dass eine Wärmebehandlung zur Wasserstoffentsprödung den Korrosionsschutz steigert, dies ist bei einer Zinkoberfläche nicht der Fall. Eine solche Beobachtung wurde schon in der Literatur diskutiert [8]. Generell zeigt die Zink-Nickeloberfläche für beide Topcoats einen deutlich höheren Korrosionsschutz. Die ACT II Tests bestätigen die Ergebnisse des Salzsprühnebeltests beim Epoxid-basierten silbernen Topcoat (Abb. 10).
 auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)") Abb. 10: Korrosionsergebnisse (ACT II nach Ford L467) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Abb. 10: Korrosionsergebnisse (ACT II nach Ford L467) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Epoxid-basiert silbern, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
 auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)") Abb. 11: Korrosionsergebnisse (ACT II nach Ford L467) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Abb. 11: Korrosionsergebnisse (ACT II nach Ford L467) auf Zink und Zink-Nickeloberflächen nach unterschiedlicher Auslagerung, Topcoat: Acrylat-basiert schwarz, bis Rotrost Zink (einmal Topcoat appliziert); Zink-Nickel (einmal Topcoat appliziert); Zink (zweimal Topcoat appliziert); Zink-Nickel (zweimal Topcoat appliziert)
Der positive Einfluss der Zink-Nickelschicht ist aber deutlich geringer ausgeprägt. Wieder zeigt sich, dass eine Wärmebehandlung zur Wasserstoffentsprödung vor dem Aufbringen des Topcoats keinen negativen Einfluss auf den Korrosionsschutz hat. Beim Acrylat-basierten schwarzen Topcoat (Abb. 11) zeigen die ACT II Ergebnisse keine wirklichen Unterschiede zwischen einer Zink und Zink-Nickelgrundschicht. Die besten Ergebnisse werden jedoch wieder nach einer Wärmebehandlung erzielt. Eine zweite Topcoat-Beschichtung weist in den meisten Fällen keine deutliche Steigerung des Korrosionsschutzes auf. Das ist auf die Beschichtung in der Laborzentrifuge unter geringer mechanischer Beanspruchung zurückzuführen. Im großtechnischen Maßstab wäre eine zweite Topcoat-Schicht sinnvoll um eventuelle Beschädigungen der ersten Schicht auszugleichen.
6 Die eingesetzte Passivierung muss bei anschließender Topcoat Beschichtung in einem deutlich engeren pH-Bereich gefahren werden
Bei gleicher fluoridfreier Dickschichtpassivierung auf Zink- und Zink-Nickeloberfläche konnte ein Einfluss des pH-Wertes der Passivierung auf den Korrosionsschutz des Gesamtsystems beobachtet werden (Abb. 12 und 13).
 + Epoxid-basierter silberner Topcoat, bis Rotrost") Abb. 12: Alk. Zink + fluoridfreie Dickschichtpassivierung (bei verschiedenen pH-Werten) + Epoxid-basierter silberner Topcoat, bis Rotrost
Abb. 12: Alk. Zink + fluoridfreie Dickschichtpassivierung (bei verschiedenen pH-Werten) + Epoxid-basierter silberner Topcoat, bis Rotrost
 + Epoxid-basierter silberner Topcoat, bis Rotrost") Abb. 13: Alk. Zink-Nickel + fluoridfreie Dickschichtpassivierung (bei verschiedenen pH-Werten) + Epoxid-basierter silberner Topcoat, bis Rotrost
Abb. 13: Alk. Zink-Nickel + fluoridfreie Dickschichtpassivierung (bei verschiedenen pH-Werten) + Epoxid-basierter silberner Topcoat, bis Rotrost
Bei pH-Werten von pH 1,6 wird ein deutlicher Abfall des Korrosionsschutzes beobachtet. Auf eine Änderung der Oberflächenrauheit kann das nicht zurückgeführt werden, da sich diese bei Variation des pH-Wertes bei der gegebenen Passivierung nicht verändert hat [3]. Auch Haftungsprobleme konnten nicht beobachtet werden [3]. Der pH-Wert hat einen starken Einfluss auf die Schichtdicke und Zusammensetzung der Passivierung [8]. Bei niedrigen pH-Werten erfolgt eine Rücklösung der Passivierungsschicht. Inwiefern die Schichtdicke der Passivierung einen Einfluss auf das Verhalten des Topcoats hat, müssen weitere Tests ergeben. Generell zeigt sich, dass bei immer komplexer werdenden Systemen die Auswahl der einzelnen Schichten, Zink oder Zink-Nickel, Passivierung inklusive Badparameter sowie die gewählten Topcoats eng aufeinander abgestimmt sein müssen. Kann beispielsweise eine Passivierung auf Zink-Nickel im Bereich von pH 1,6–2,5 zu einheitlichen Korrosionsergebnissen führen, so ist das in Kombination mit einem Topcoat wie im Beispiel gezeigt, nicht immer gegeben.
7 Zusammenfassung
Die Kombination von Galvanischen- und Zinklamellenbeschichtungsanlagen ermöglicht den Oberflächenveredlern auch die höchsten Ansprüche der Automobilindustrie zu gewährleisten. Hierbei lassen sich Korrosionsschutzergebnisse erzielen (>2000 h bis Rotrost) die weit über die typischen Normen (1000 h bis Rotrost) hinausgehen. Die verwendeten Systeme müssen dabei eng aufeinander abgestimmt sein. Besonders bei Zink-Nickeloberflächen sollte die Beschichtung mit Topcoat innerhalb von 24 h erfolgen. Eine Wärmebehandlung zur Wasserstoffentsprödung vor der Topcoatbeschichtung führt besonders bei Zink-Nickeloberflächen zu einer Verbesserung des Korrosionsschutzes. Der pH-Bereich der eingesetzten Passivierung war bei den gegebenen Topcoatbeschichtungen sehr viel enger als bei einer Beschichtung ohne Topcoat. Dicke und Zusammensetzung der Passivierung hat Einfluss auf das Haftvermögen des Topcoats und den Korrosionsschutz des Gesamtsystems. Bei den verwendeten Topcoats konnte kein Einfluss der Beimischungen (Pigmente, Aluminiumflakes) auf den Korrosionsverlauf festgestellt werden. Die verwendeten Polyester-basierten Topcoats weisen einen besseren Korrosionsschutz auf als die ensprechenden Epoxid-basierten Systeme. Bei Auslagerung in wäßriger Natriumchloridlösung zeigen die Epoxid-basierten Topcoats eine Porenzunahme, was bei den Polyester-basierten nicht beobachtet werden konnte. Bei Schraubenbeschichtungen in der Laborzentrifuge ergeben die meisten Versuche mit einem und zwei Topcoats keinen großen Unterschied im Korrosionsschutz. Das ist auf die geringe mechanische Belastung in der Laborzentrifuge zurückzuführen. In der Praxis wäre die mechanische Beanspruchung sehr viel höher, so dass eine zweite Beschichtung sinnvoll ist.
Topcoat Beschichtungen weisen eine hohe Barrierewirkung und geringe Durchlässigkeit auf. Das führt zu einer passiven Zink-, Zinklegierungsoberfläche wobei die Korrosion nur an Beschädigungen (Poren, Risse etc.) stattfindet. Bei geringen aktiven und großen passiven Oberflächen kommt es in chloridhaltigen Elektrolyten zu einer Pittingkorrosion (Lochfraß). Das hat einen beschleunigten Angriff auf die Zink-, Zinklegierungsoberfläche zur Folge und kann zu punktuellen Rotrosterscheinungen führen. Ein optimales Verhältnis von passiver zu aktiver Oberfläche (Durchlässigkeit) verhindert die Pittingkorrosion und führt zu einem hohen Korrosionsschutz.
Literatur
[1] P. Hülser: Galvanotechnik, 10 (2018), 1964
[2] S. Palraj: Progress in Organic Coatings, 67 (2010), 399
[3] V. Levermann: Master Thesis, Investigation of Corrosion Properties of Electrolytic Zinc and Zinc Alloys in Combination with Zinc Flake Coatings, Fachhochschule Südwestfalen, 2019
[4] P. Hülser: Galvanotechnik, 9 (2014), 1872
[5] M. Stratmann et al.: farbe + lack 100, 2 (1994), 93
[6] J. Sander et al.: Korrosionsschutz durch Beschichtungen, Hannover, Vincentz Network, 2011, farbe + lack Edition
[7] Knoblauch: womag Ausgabe (2015) 9/31
[8] S. Sengl; P. Hülser: Galvanotechnik 4 (2018) 655