")
")
")
Además de la impresión por estarcido, existen otros métodos de aplicación y dispensación de pastas de soldadura, como las que se utilizan en electrónica como conexiones conductoras; por ejemplo, la microdispensación. La aplicación reproducible de la microdosificación depende de la combinación adecuada de pastas de soldadura y sistemas de dosificación. En el siguiente artículo, John P. Kummer GmbH, en colaboración con NSW-Automation Sdn Bhd, Malasia, presenta la tecnología adecuada con la que también será posible dispensar pastas de soldadura con un tamaño de punto de 50 µm Ø en el futuro.
 A pesar de la optimización de los parámetros de dosificación en los dosificadores, ambos fallaron y fueron incapaces de proporcionar un resultado de dosificación consistente a lo largo de 4000 dosificaciones
A pesar de la optimización de los parámetros de dosificación en los dosificadores, ambos fallaron y fueron incapaces de proporcionar un resultado de dosificación consistente a lo largo de 4000 dosificaciones Fig. 1: Dosificador de cartucho (izquierda) frente a transportador de tornillo
Fig. 1: Dosificador de cartucho (izquierda) frente a transportador de tornillo
valve (derecha):La microdosificación de pasta de soldadura ofrece numerosas ventajas para diseños no homogéneos con diferentes componentes en un ensamblaje, que se instalan lo más pequeño y ahorrando espacio posible. El proceso, que se basa en el exclusivo principio de la bomba de compresión, también es adecuado para adhesivos, sustancias biológicas, siliconas, materiales de sellado o fósforo. Para su uso en el campo de las pastas de soldadura, deben tenerse en cuenta en primer lugar los principios básicos:
El comportamiento de flujo de las pastas de soldadura
Las pastas de soldadura se componen esencialmente de fundente y polvo de soldadura. Esta combinación da lugar a un comportamiento viscoelástico, de modo que las pastas de soldadura permanecen elásticas/estables a bajo cizallamiento, pero se vuelven menos viscosas y, por tanto, más fluidas a alto cizallamiento. Factores como la densidad, el nivel de llenado o la aleación de las pastas de soldadura también influyen en el comportamiento de fluidez. El mayor problema, sin embargo, es el tamaño de las partículas de las cargas, ya que éstas pueden obstruir la aguja de un sistema dispensador por diversas razones. Regla empírica: debe seleccionarse una aguja dosificadora cuyo diámetro interior:diámetro exterior sea de 5 a 7 veces mayor que el tamaño de partícula seleccionado.
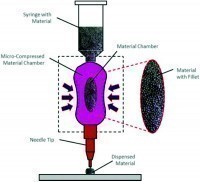 Fig. 2: Bomba de exprimido NSW - principio defuncionamientoTambién debe tenerse en cuenta que un tamaño de partícula más fino tiene más probabilidades de provocar una soldadura en frío. Esto se debe a la mayor estructura superficial y a la menor masa de las partículas. Por tanto, los métodos de dispensación como los dispensadores de tornillo o de cartucho, que funcionan con altas presiones o fuerzas mecánicas, alcanzan sus límites con la microdispensación.
Fig. 2: Bomba de exprimido NSW - principio defuncionamientoTambién debe tenerse en cuenta que un tamaño de partícula más fino tiene más probabilidades de provocar una soldadura en frío. Esto se debe a la mayor estructura superficial y a la menor masa de las partículas. Por tanto, los métodos de dispensación como los dispensadores de tornillo o de cartucho, que funcionan con altas presiones o fuerzas mecánicas, alcanzan sus límites con la microdispensación.
Para realizar una comparación, se dispensaron puntos sobre una oblea utilizando una válvula dispensadora de tornillo y un dispensador neumático de cartucho, y se analizaron. El objetivo de la comparación era lograr un tamaño de punto reproducible de 100 µm en 4000 puntos. Esto demostró que un sistema de guiado preciso como último eslabón importante en el proceso de dispensación es esencial para obtener un resultado perfecto. Para la prueba se seleccionó el S400H de NSW-Automation con una precisión de repetición de ±5 µm. La distancia de dispensación a la superficie de la oblea era de 30 µm. Como regla general, se debe seleccionar aproximadamente ⅓ del tamaño de punto deseado como distancia de dispensación. Pasta de soldadura utilizada: SAC305 T6SG 78 % con aguja dispensadora cerámica de Ø100 µmI Fig. 4: Distribución del tamaño de punto Ø en mm sobre 4000 puntos de dispensación
Fig. 4: Distribución del tamaño de punto Ø en mm sobre 4000 puntos de dispensación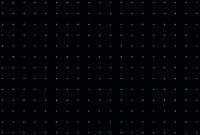 Fig. 3: Sección de 4000 puntos de dispensación, creada con la bomba de exprimido NSW
Fig. 3: Sección de 4000 puntos de dispensación, creada con la bomba de exprimido NSW
Bomba de exprimido NSW
La bomba de exprimido NSW también se probó con la misma configuración. Funciona según el principio de la bomba de exprimido, en el que una cámara de exprimido flexible recibe el material de un cartucho previamente almacenado y dispensa con precisión la pasta de soldadura sobre la superficie de la oblea sin deformarla. NSW ha endurecido aún más los requisitos en las pruebas de la bomba de exprimido y ha fijado un tamaño de punto de 80 µm como especificación.
La medición posterior de los puntos individuales demostró que podían aplicarse dentro de un margen de tolerancia de tan sólo ±8 µm.
- Punto de dispensación más pequeño: 72 µm
- Punto de dispensación más grande: 84 µm
 Fig. 7: Ancho de banda de 80 µm(ampliado)
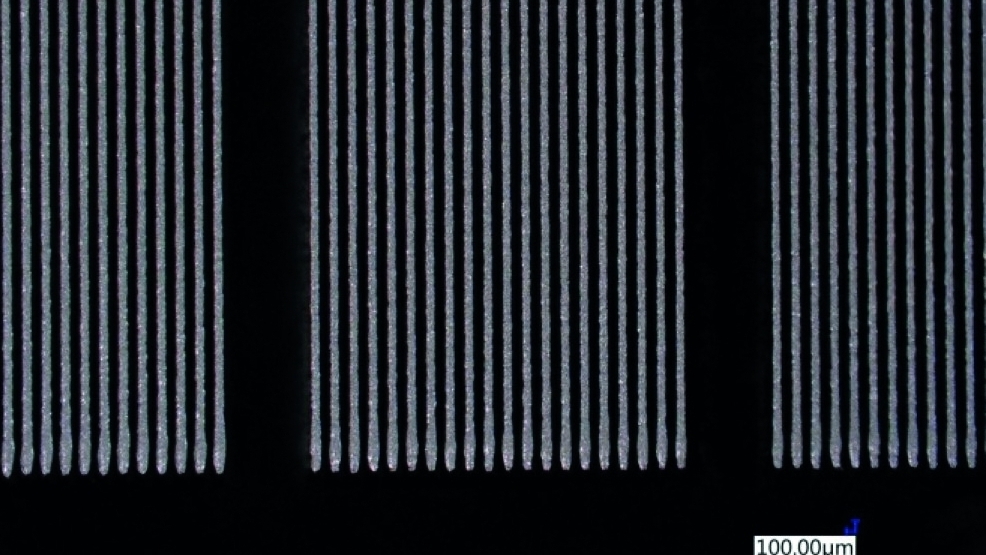
Fig. 7: Ancho de banda de 80 µm(ampliado) Fig. 6: Sección de 400 líneas con ancho de banda de 80 µm
Fig. 6: Sección de 400 líneas con ancho de banda de 80 µm Fig. 5: Medida del punto de dispensación Ø 80Elsiguiente gráfico(Fig. 4) muestra la distribución del tamaño de los puntos en 4000 puntos. Se puede observar que la mayor parte de los puntos de dispensación se encuentra en un Ø de 80 µm.
Fig. 5: Medida del punto de dispensación Ø 80Elsiguiente gráfico(Fig. 4) muestra la distribución del tamaño de los puntos en 4000 puntos. Se puede observar que la mayor parte de los puntos de dispensación se encuentra en un Ø de 80 µm.
El resultado de la serie de pruebas muestra que es posible dispensar de forma reproducible pastas de soldadura con un tamaño de punto de 80 µm utilizando la bomba de exprimido NSW. También se llevó a cabo otra serie de pruebas con la bomba exprimidora NSW y pasta de soldadura. En esta serie se dispensaron 400 líneas, cada una con una anchura de banda de 80 µm. El resultado muestra la misma reproducibilidad que con la dispensación de puntos. JP Kummer puede solicitar a JP Kummer el estudio completo, así como más información sobre la bomba de exprimido NSW u otros equipos de dispensado NSW. -dir/vti-
