
Einleitung
Die Metallisierung von Kunststoffen durch die Galvanik hat ein breites Anwendungsfeld. Dekor- und Zierelemente sowie Bedienkonzepte werden im Bereich des Automobilbaus, der Haushaltselektronik und Möbelindustrie gerne mit dieser Technologie umgesetzt. Denn hier vereinen sich optimal die Vorteile der Kunststoffverarbeitung wie Produktionseffizienz, freie Formgebung und geringe Dichte mit den Vorteilen der galvanischen Veredelung in einem Produkt mit hoher Wertigkeit und Beständigkeit. Entsprechend lassen sich durch diese Verfahren eine Vielzahl an Anwendungen und Produkte effizient und zugleich hochwertig erstellen.
Europäische Produktionsbetriebe erfüllen hohe Umweltstandards. Dennoch treten durch die Substitution von Inhaltsstoffen und damit einhergehende Anpassungen in den Elektrolyten neue Herausforderungen, nicht nur in der Beschichtung, auf. Auch die Abwasseraufbereitung in der Galvanik muss an die neuen Verfahren angepasst werden. Bei der Galvanik als wässriges Beschichtungsverfahren mit mehreren Stufen aktiver Elektrolyte, spielen Spülprozesse eine wichtige Rolle für die Prozesssicherheit. Die Elektrolyte in der Beschichtung müssen durch Spülschritte getrennt und eine Verschleppung in die nächste Stufe verhindert werden. Dabei kommt deren Aufbereitung ein besonderes Augenmerk im Bereich des Wasserbedarfs, der Wertstoffrückgewinnung und, final, der Abwasseraufbereitung zu.
Die bei der Galvanisierung von Kunststoffbauteilen entstehenden Abwässer sind aufgrund ihrer Schwermetallgehalte umweltrelevant. Sie dürfen wegen ihrer Zusammensetzung nicht ohne Behandlung ins kommunale Abwasser- system eingeleitet werden. Üblicherweise betreiben Kunststoffmetallisierungsbetriebe in Deutschland daher eigene Abwasseranlagen, in denen die Abwässer vor einer Einleitung entsprechend behandelt werden.
Seit 2013 sind Chromtrioxide (Chrom(VI)) und deren Verbindungen auf der Liste für zulassungspflichtige Stoffe der ECHA zu finden [1]. Aufgrund des damit verbundenen unsicheren Verwendungshorizonts in der Produktion werden als Alternative zu den Chrom(VI)-basierten Elektrolyten zunehmend sulfatbasierte Chrom(III)-Elektrolyte für die dekorative Beschichtung von Kunststoffbauteilen eingesetzt. Diese machen entsprechende Anpassungen in der Abwasserbehandlung notwendig. Ließen sich die Spülwässer von sechswertigen Elektrolyten noch durch eine einfache hydroxydische Fällung behandeln, ist dies bei dreiwertigen Elektrolyt-Spülen nicht mehr möglich. Daher hat die BIA Gruppe in Zusammenarbeit mit der FH Münster und Chemikalienherstellern verschiedene Behandlungsmöglichkeiten auf eine Anwendung unter Serienbedingungen hin geprüft.
 Abb. 1: Einleitwerte an vier Standorten der BIA Kunststoff- und Galvanotechnik
Abb. 1: Einleitwerte an vier Standorten der BIA Kunststoff- und Galvanotechnik
Gesetzliche Vorgaben
Für die Einleitung von Abwässern sind bestimmte gesetzliche Anforderungen einzuhalten. In Deutschland werden diese im Wasserhaushaltsgesetz (WHG) festgeschrieben. Für die Einleitung in öffentliche Abwasseranlagen (Indirekteinleitung) bedarf es nach §58 WHG [2] einer Genehmigung durch die örtliche Behörde, welche in der Regel als satzungsrechtliche Genehmigung erteilt wird. Eine Voraussetzung für den Erhalt der Genehmigung ist u. a. der Betrieb einer Abwasseranlage. Das Einleiten von Abwasser in Gewässer (Direkteinleitung) darf nach §57 WHG [2] nur gestattet werden, wenn die Menge und Schädlichkeit des Abwassers durch eine Behandlung nach dem Stand der Technik möglichst gering gehalten wird. Die nach dem Stand der Technik je nach Herkunftsbereich des Abwassers einzuhaltenden Anforderungen sind in der Abwasserverordnung des Bundes (AbwV) beschrieben. Für Metallbearbeitende und- verarbeitende Betriebe gelten die in Anhang 40 der AbwV festgeschrieben Grenzwerte. In dieser sind auch Grenzwerte vor Vermischung mit anderen Abwässern zu finden. Diese sind wiederum sowohl für Direkt- wie auch für Indirekteinleiter einzuhalten. Zum Teil werden die Angaben im WHG durch die lokale Gesetzgebung konkretisiert. Dies ist dann aber im Einzelfall standortabhängig zu betrachten.
Die Einhaltung der für den jeweiligen Betrieb geltenden Einleitgrenzwerte muss nach WHG durch regelmäßige Probennahmen von Sachverständigen kontrolliert werden. Weltweit gibt es ähnliche gesetzliche Grenzwerte für das Einleiten schwermetallhaltiger Abwässer aus galvanischen Betrieben wie die Abbildung 1 zeigt, in welcher eine Auswahl der gesetzlichen Einleitgrenzwerte an den BIA Standorten weltweit dargestellt ist.
Die dargestellten Grenzwerte sind sehr niedrig und im Bereich von Spurenelementen anzuordnen. Entsprechend ist eine ausgereifte und erprobte Technologie zur Behandlung der Spülwässer notwendig, damit die klare Unterschreitung dieser Grenzwerte sichergestellt wird. Entsprechend ist es wichtig, bei neuen Verfahren auch die Abwasserbehandlung im Vorfeld zu validieren und ggf. als Prozess zu entwickeln. Dabei ist die Zusammensetzung der Elektrolyte natürlich die wichtigste Größe.
Vergleich zwischen sulfatbasierten Chrom(III)- und Chrom(VI)-Elektrolyten
Chromhaltige Elektrolyte werden in der Kunststoffmetallisierung für den letzten Schritt der Beschichtung, das sog. Chrom-Finish, verwendet. Chrom(III)-haltige Elektrolyte sind in Bezug auf die verfahrenstechnische Handhabung aufwendiger als Elektrolyte auf Chrom(VI)-Basis. Die Zusammensetzung der Elektrolyte beruht dabei hauptsächlich auf Chrom(III)-sulfat, Borsäure, Kaliumhydroxid sowie organischen Komplexbildnern und weiteren Zusätzen (u. a. Netzmittel). Das Chrom ist im Chrom(III)-Elektrolyten komplexgebunden. Dies stellt einen großen Unterschied zu Chrom(VI)-Elektrolyten dar, in denen Chrom als Anion vorliegt. Während die Chromat-Anionen im sauren Medium stabil in den Prozessen gehandhabt werden können, ist dies bei dreiwertigen Chromverbindungen nicht der Fall. Hier muss ein Chrom(III)-komplex gebildet werden, um das Chrom in Lösung zu halten. Die enthaltenen Komplexbildner stabilisieren den Elektrolyten und sorgen für eine kontrollierte Abscheidung des Chroms, gelangen aber auch mit ins Abwasser, wo deren komplexbildende Eigenschaft nicht erwünscht ist.
Grundlagen der Abwasserbehandlung in der Kunststoffmetallisierung
In der Serienproduktion mit galvanischer Beschichtung werden die Wirkbäder durch Spülen getrennt, um eine hohe Qualität und Probleme durch Verunreinigungen und Verschleppung zu vermeiden. Für eine möglichst wassersparende Produktion werden in der Galvanik entsprechende Spültechniken wie die Kaskadenspülung oder Ionenaustauscher-Spülen eingesetzt. Bei der Kaskadenspülung wird die erste Spüle nach dem Wirkbad im Vergleich zu einer reinen Standspüle deutlich stärker aufkonzentriert, wodurch teilweise Rückführungen ins Wirkbad möglich werden. Die Belastung der Spülabwässer nimmt dadurch ab. Ionenaustauscher-Spülen werden in der Regel als letzter Spülschritt eingesetzt. Das Wasser in diesen Spülen wird mittels eines Ionenaustauscher-Harzes gefiltert, wodurch die Spülen sauber gehalten und weitere Spülschritte eingespart werden. Anlagentechnisch hat sich bei den Abwasseranlagen in der Kunststoffmetallisierung das Chargen-Behandlungs-Prinzip durchgesetzt.
Die aus den galvanischen Prozessen entstehenden Abwässer sind nicht nur von oxytoxischer und ökotoxischer Bedeutung aufgrund der in den Elektrolyten enthaltenen Stoffen, sondern sie sind auch wirtschaftsrelevant, da sie hochreine Wertstoffe enthalten. Die gängigen Elektrolyte in der Beschichtung für die Sanitär- oder die Automobilindustrie enthalten hauptsächlich Schwermetalle, Phosphat sowie Phosphit, Sulfat, Chlorid und Ammonium als abwasserrelevante Inhaltsstoffe.
Ein Fokus kann bei den neu in den Fertigungen eingebrachten dreiwertigen Elektrolyten auf die komplexgebundenen Schwermetallanteile gelegt werden. Schwermetalle werden üblicherweise durch hydroxydische Fällung aus den Abwässern entfernt. Je nach oxidativem Zustand kann hier im Vorfeld ein zusätzlicher Reduktionsschritt im sauren Milieu notwendig sein. Die sechswertigen Oxidationsstufen von Chrom konnten noch auf diese Weise einfach behandelt werden, das komplexierte dreiwertige Chrom muss anders betrachtet werden.
Liegen die Schwermetalle komplexiert vor, d. h. in stärkeren Komplexen als den Aquakomplexen, werden diese mithilfe von Organosulfiden gefällt oder die Lösung wird vor der hydroxydischen Fällung mittels AOP-Methoden (Advanced Oxidation Process) behandelt. Durch Organosulfide werden die Metallkomplexe in unlösliche Produkte überführt, die sich in einem weiteren Schritt absetzen und letztendlich als Feststoff entfernen lassen. Die Vorteile von Organosulfiden liegen in der geringen Behandlungszeit und den geringen Restmetallgehalten. Nachteilig wirkt ihr Beitrag zur möglichen Wassertoxizität [3]. Erweiterte Oxidationsverfahren (AOP) haben den Vorteil, dass für sie die Verwendung von Chemikalien gering ist und keine schädlichen Nebenprodukte entstehen. Die photokatalytische Reaktion wird im Abschnitt zum vierten Behandlungsversuch genauer erläutert. Nachteilig sind bei dieser Methode gegenüber der Sulfid-Fällung der hohe Energieverbrauch und die längere Behandlungsdauer.
Je nach Belastung der Abwässer und den örtlichen Einleitgrenzwerten kann nach dem Fällungsprozess noch ein Ammonium-Stripp-Prozess oder beim Fällungsprozess eine Reduzierung der Phosphat- und Sulfat-Belastung (z. B. der Einsatz von Calciumhydroxid) notwendig sein. Die durch die Fällung entstehenden Schwermetallhydroxid-Schlämme sollten möglichst rein bzw. konzentriert genug sein, sodass eine Verwertung und somit eine Rückgewinnung der enthaltenen Wertstoffe wirtschaftlich ist.
Behandlungsversuche mit Chrom(III)-haltigen Abwässern
Zur Behandlung von Abwässern aus sulfatbasierten Chrom(III)-Elektrolyten sind verschiedene Methoden getestet worden:
- Einfache hydroxydische Fällung (klassische Methode)
- Umkomplexierung im Sauren mittels Eisen(III)-chlorid und anschließend hydroxydische Fällung
- Verfahren eines Chemielieferanten, das im Wesentlichen auf einem chemischen Aufoxidieren der Elektrolytbestandteile, einem Reduktionsschritt und abschließend einer hydroxydischen Fällung beruht
- UV-Peroxid-Methode mit anschließendem Reduktionsschritt und hydroxydischer Fällung.
Damit die Versuche vergleichbar bleiben, wurde bei allen Versuchen eine simulierte Spüle mit 10 % der Elektrolytkonzentration und eine Behandlungsmenge von einem Liter verwendet. Die Spülkonzentration von 10 % der Elektrolytkonzentration ist gewählt worden, da dies bei Verwendung von Standspülen einer mittleren Konzentration beim Verwerfen der Spülen in Produktionsumgebungen entspricht. Bei allen Versuchen sind jeweils Chrom(III)-Elektrolyte von zwei verschiedenen Lieferanten (Elektrolyt 1 und Elektrolyt 2) getestet worden.
Die Behandlungsversuche werden nachfolgend beschrieben und die Ergebnisse vorgestellt. Eine Reduktion des Chrom-Gehalts um 99,9 % reicht dabei für die Erreichung des gesetzlich geforderten Grenzwertes (in Deutschland) aus. Final erfolgt ein Vergleich der unterschiedlichen Methoden (siehe Tab. 1).
- Zugabe von NaOH
- Zugabe von Ca(OH)2
- Zugabe von NaOH
- Zugabe von Flockungshilfsmittel
- Filtrieren
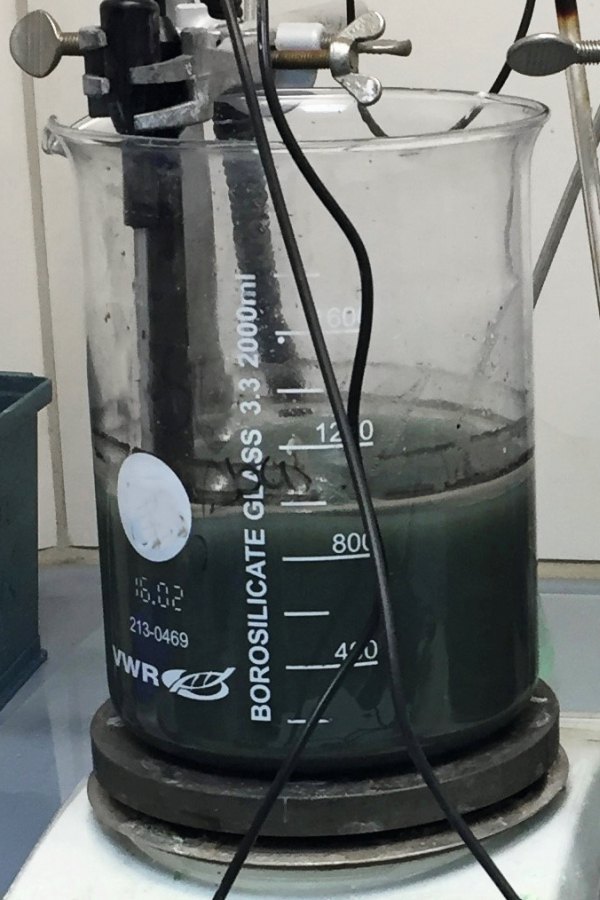
-haltigen Abwasserprobe vor der Behandlung...") Abb. 2: Hydroxidfällung einer Chrom(III)-haltigen Abwasserprobe vor der Behandlung...
Abb. 2: Hydroxidfällung einer Chrom(III)-haltigen Abwasserprobe vor der Behandlung...
 ...nach der Behandlung
...nach der Behandlung
Konventionelle hydroxydische Fällung
Als Referenzmethode ist eine konventionelle hydroxydische Fällung mittels Calciumhydroxid und Natriumhydroxid durchgeführt worden. Durch Zugabe von alkalischen Lösungen und Fällungshilfsmitteln sollen die Schwermetalle als Hydroxide aus der Lösung ausfallen. Durch den partiellen Einsatz von Calciumhydroxid wird der amphotere Charakter des Chroms auch bei höherem pH-Wert unterdrückt, da die Calcium-Ionen u. a. schwerlösliche Metallverbindungen bilden. Abschließend wird der pH-Wert mit einer Natriumhydroxid-Lösung auf einen Wert von 10,5 hochgezogen und die Lösung nach der Sedimentation abfiltriert.
Abbildung 2 zeigt die Prozessabfolge der Fällungsreaktion und die getrennten Phasen nach dem Sedimentationsschritt.
Nach der Behandlung des Chrom(III)-Abwassers durch die hydroxydische Fällung ist eine Reduktion des Chromgehaltes von 90 % sowie eine Konzentration nach der Behandlung von 84 mg/l für Elektrolyt 2 gefunden worden. Auch Elektrolyt 1 konnte nicht in den Bereich der Grenzwerte gebracht werden. Die Methode ist nicht ausreichend, um die gesetzlichen Grenzwerte einzuhalten. Auch eine Erhöhung der Konzentration der Zugaben konnte keine Verbesserung erzielen.
Umkomplexierung im Sauren mittels Eisen(III)-chlorid und anschließender hydroxydischer Fällung
Als zweite Methode ist eine Hydroxidfällung mit vorheriger Zugabe von Eisen(III)-chlorid getestet worden. Nach der ersten Versuchsreihe und dem hohen Restgehalt an Chrom stand zu vermuten, dass die Chromkomplexe weiter in der Lösung vorliegen und damit das Chrom nicht gefällt werden kann. Durch die Zugabe von Eisen(III)-chlorid kommt es teilweise zu Umkomplexierungen, wodurch das Chrom leichter fällbar werden soll.
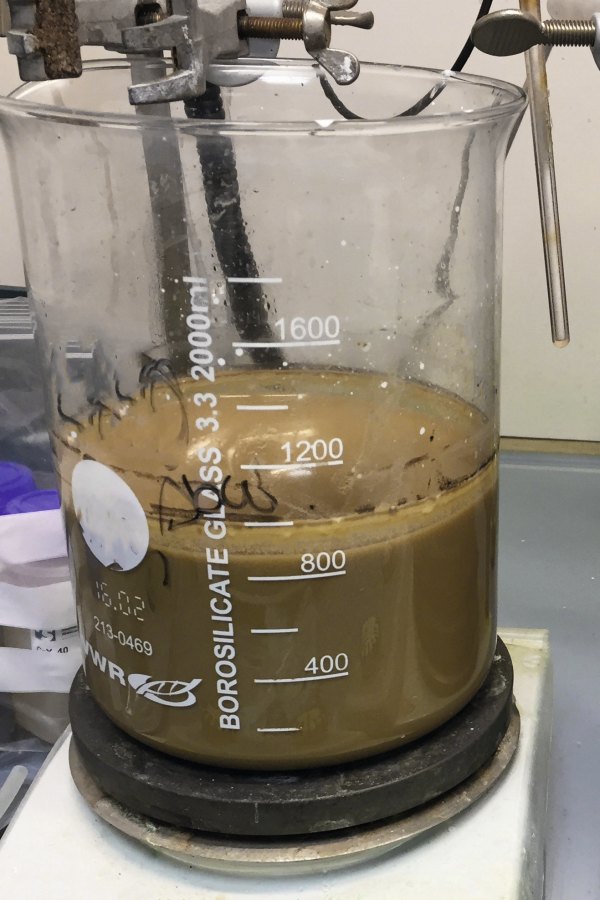
Abbildung 3 zeigt im Vergleich zu der normalen Hydroxidfällung eine Verbesserung bezüglich der Farbe der Abwasserprobe. Allerdings ist auch mit einer höheren Schlammbildung zu rechnen, die sich nachteilig für die Entsorgung der Feststoffe auswirkt.
Nach der Behandlung des Chrom(III)-Abwassers ist eine Reduktion des Chromgehaltes von 97-98,5 % sowie eine Konzentration von 24,8-14 mg/L Chrom (gesamt) festgestellt worden. Dies bestätigt die Annahme, dass die komplexgebundenen Anteile des Chroms in der Behandlung problematisch sind. Durch die Umkomplexierung mit Eisen konnte hier eine deutlich stärkere Fällung und Reduzierung des Chromgehalts erzielt werden. Die Methode ist allerdings auch nicht ausreichend, um die gesetzlichen Grenzwerte einzuhalten. Zudem entstehen durch die Eisenzugabe größere Mengen an Schlamm in der Sedimentation, was wiederum hohen Aufwand in der Prozessabfolge bedeutet und sich in höheren Entsorgungskosten niederschlägt.
- Zugabe von Fe(III)CI3-Lösung (60 ml/l)
- Zugabe von NaOH
- Zugabe von Ca(OH)2
- Zugabe von NaOH
- Zugabe von Flockungshilfsmittel
- Filtrieren
-haltigen Abwasserprobe durch Umkomplexierung mit Eisen(III)-Salzen") Abb. 3: Behandlung einer Chrom(III)-haltigen Abwasserprobe durch Umkomplexierung mit Eisen(III)-Salzen
Abb. 3: Behandlung einer Chrom(III)-haltigen Abwasserprobe durch Umkomplexierung mit Eisen(III)-Salzen

Oxidation und Reduktion der Elektrolytbestandteile mit abschließender hydroxydischer Fällung
Die dritte Behandlung kombiniert die Oxidation und anschließende Reduktion der Elektrolytbestandteile mit abschließender Fällung unter bestimmten pH-Wert-Bedingungen. Hierzu ist die Abwasserprobe zuerst stark angesäuert worden. Anschließend wurden starke Oxidationsmittel (u. a. Manganate) zugegeben. Nach Halten des Redox-Potentials über mehrere Stunden ist der Reduktionsschritt, u. a. mittels Eisen(II)-Salz, erfolgt. Die Entgiftung der Chromat-haltigen Abwässer wurde hierbei mithilfe des Redoxpotentials bestimmt. Abschließend wurde der pH-Wert hochgezogen und mit Fällungs- und zusätzlichen Flockungshilfsmitteln der Sedimentationsprozess unterstützt. Nach der Behandlung des Chrom(III)-Abwassers konnte eine Reduktion des Chromgehaltes von 98,6 - 99,3 % sowie eine Konzentration von 11–7 mg/L Chrom (gesamt) gemessen werden. Die Vorteile aus diesem Versuch waren eine niedrigere Schlammbildung sowie eine deutlich stärkere Absenkung der Schwermetallkonzentration im Vergleich zu den Methoden 1 und 2. Nachteilig waren die sehr langen Reaktionszeiten zwischen den jeweiligen Schritten, der hohe Chemieverbrauch und die Menge der verschiedenen benötigten Chemikalien. Die hohe Anzahl an Prozessschritten sowie der Einfluss der Reaktionszeit und eingesetzten Mengen an zusätzlicher Reaktionschemie zeigen eine gute Wirkung. Allerdings ist eine sichere Unterschreitung der Grenzwerte nicht erzielt worden. Für geringere Konzentrationen kann das Verfahren funktionell sein, aber eine Sicherheit in der Produktion wird dadurch nicht erzielt. Zudem sind die Aufwendungen bei Prozesszeit, Reaktionsschritten und Chemie aus wirtschaftlicher Sicht problematisch.
–wird fortgesetzt –
- Ansäuern der Lösung
- Zugabe von Oxidationsmittel und Eisen-Salzen
- Zugabe von Reduktionsmittel
- Zugabe von Ca(OH)2
- Zugabe von Na-Al-Salze
- Zugabe von Flockungshilfsmittel
- Filtrieren
-haltigen Abwasserprobe mit Hilfe des RedOx-Verfahrens") Abb. 4: Behandlung einer Chrom(III)-haltigen Abwasserprobe mit Hilfe des RedOx-Verfahrens
Abb. 4: Behandlung einer Chrom(III)-haltigen Abwasserprobe mit Hilfe des RedOx-Verfahrens


Literatur
[1] Europäische Chemikalienagentur (ECHA): Verordnung (EG) Nr. 1907/2006. URL https://echa.europa.eu/de/authorisation-list – Überprüfungsdatum 2021-01-11
[2] Bundesrepublik Deutschland: Gesetz zur Ordnung des Wasserhaushalts – Wasserhaushaltsgesetz (idF v. 31. 7. 2009). URL https://www.bgbl.de/xaver/bgbl/start.xav?startbk=Bundesanzeiger_BGBl&jumpTo=bgbl109s2585.pdf#__bgbl__%2F%2F*%5B%40attr_id%3D%27bgbl109s2585.pdf%27%5D__1610358307085 – Überprüfungsdatum 2021-01-11
[3] Gartiser, S.; Hafner, C.; Hercher, C.; Kronenberger-Schäfer, K.; Paschke, A.: Whole effluent assessment of industrial wastewater for determination of BAT compliance, Part 2: metal surface treatment industry (5)
[4] Peñafiel Ayala, R.: Photokatalytische Behandlung von biologisch schwer abbaubauren Wasserverunreinigung mit Titandioxid und simuliertem Sonnenlicht, Berlin, Technische Universität Berlin. genehmigte Dissertation. 2002
