zwischen (Cr,Al,W,Cu)N-Schichten und additivfreiem Polyalphaolefin (PAO) – Teil 2 – Fortsetzung aus „Galvanotechnik“ 7/2025
3 Ergebnisse und Diskussion
Die mittels EDX bestimmten chemischen Zusammensetzungen der Beschichtungen sind in Tabelle 4 zusammengefasst. Um eine tribokatalytische Wechselwirkung zwischen dem Schmierstoff PAO und der (Cr,Al,W,Cu)N-Beschichtung zu begünstigen, wurde ein Kupferanteil von xcu = 15 At.% in der Funktionsschicht eingestellt.
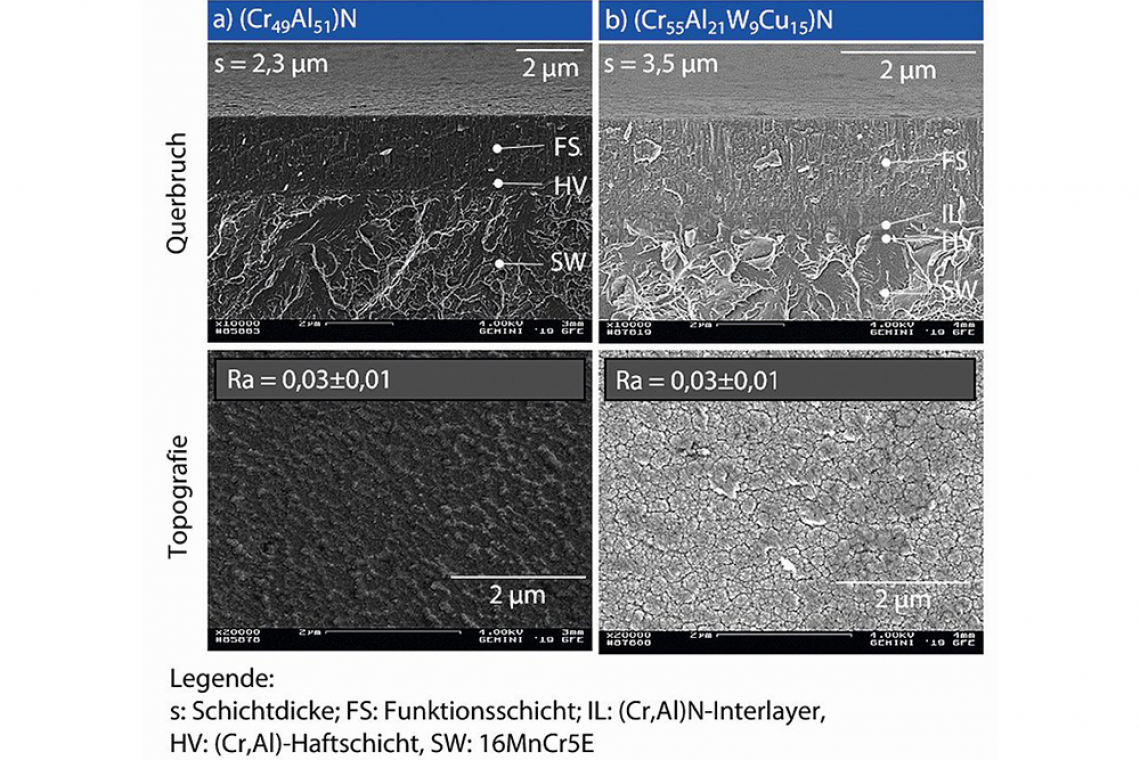
Die Topografie und die Morphologie der untersuchten (Cr,Al)N-Referenzbeschichtung sowie der (Cr,Al,W,Cu)N-Beschichtung sind in Abbildung 2 dargestellt. Die Oberflächen beider Beschichtungen sind feinstrukturiert, welches auf das feinkolumnare Wachstum der Beschichtungen im Beschichtungsprozess zurückzuführen ist, wie die Morphologie in den Querbruchaufnahmen bestätigt (Abb. 2). Sowohl bei der Oberflächenstruktur als auch bei der Morphologie können jedoch Unterschiede in Abhängigkeit vom jeweiligen Beschichtungsprozess identifiziert werden. Bei der Referenzbeschichtung überwiegt der Einfluss der im HPPMS-Modus betriebenen Kathoden, was an der sehr dichten Morphologie und der sehr feinstrukturierten Oberfläche zu erkennen ist, wobei einzelne Kolumnen an der Oberfläche nicht voneinander abgegrenzt werden können. Im Gegensatz dazu sind die Kolumnen an der Oberfläche der (Cr55Al21W9Cu15)N-Schicht deutlich zu erkennen. Dies ist auf die Verwendung von vier Kathoden im dc-Modus während der Synthese der Decklage zurückzuführen, während für die (Cr,Al)N-Referenzbeschichtung lediglich eine Kathode im dc-Modus verwendet wird (Tab. 1).
Beim Vergleich der Linienrauheit beider Schichtsysteme ist der beschriebene Unterschied nicht zu detektieren (Abb. 2). Auch im Vergleich zum polierten Substrat, Ra ≤ 0,02 µm, ergeben die Messungen keine signifikanten Abweichungen. Dies verdeutlicht, dass die Beschichtungen eine sehr glatte Oberfläche besitzen und keine nachteilige Beeinflussung der Oberflächentopografie durch den Beschichtungsprozess erfolgt. Entsprechendes wird durch die homogene Struktur ohne signifikante Schichtdefekte an der jeweiligen Schichtoberfläche bestätigt. Die Dicke der hergestellten (Cr55Al21W9Cu15)N-Beschichtung beträgt mit s = 3,5 µm etwa ∆s = 1 µm mehr als die Referenzbeschichtung. Dies ist auf die zusätzliche Schichtlage sowie die höhere Anzahl von dc-Kathoden bei der Abscheidung der Decklage zu erklären.
 Eindringhärte HIT und b) Eindringmodul EIT der (Cr49Al51)N- und (Cr55Al21W9Cu15)N-Beschichtungen") Abb. 3: a) Eindringhärte HIT und b) Eindringmodul EIT der (Cr49Al51)N- und (Cr55Al21W9Cu15)N-Beschichtungen
Abb. 3: a) Eindringhärte HIT und b) Eindringmodul EIT der (Cr49Al51)N- und (Cr55Al21W9Cu15)N-Beschichtungen
|
Coating |
Cr [At.%] |
Al [At.%] |
W [At.%] |
Cu [At.%] |
|
(Cr,Al)N |
49 |
51 |
– |
– |
|
(Cr,Al,W,Cu)N |
55 |
21 |
9 |
15 |
Abbildung 3 zeigt die mittels Nanoindentation bestimmten Kennwerte Eindringhärte HIT und Eindringmodul EIT für das (Cr55Al21W9Cu15)N-Schichtsystem sowie die (Cr49Al51)N-Referenzbeschichtung. Für die (Cr,Al)N-Referenz kann anhand von 60 Messungen eine hohe Eindringhärte von HIT = (39,1±3,6) GPa sowie ein hoher Eindringmodul von EIT = (388,5,9±30,3) GPa mittels Nanoindentation ermittelt werden. Die Modifikation der (Cr,Al)N-Matrix mit W und Cu führt zu einer Verringerung der Eindringhärte HIT und des Eindringmoduls EIT im Vergleich zur Referenzbeschichtung. Die Messungen mittels Nanoindentation belegen sowohl eine moderate Eindringhärte von HIT = (22,2±3,3) GPa als auch einen moderaten Eindringmodul EIT = (285,9±27,1) GPa für die entwickelte (Cr55Al21W9Cu15)N-Schicht. Es wird erwartet, dass zum einen Cu die Kennwerte beeinflusst. Zum anderen besitzt die Morphologie einen wesentlichen Einfluss auf die ermittelten Kennwerte, sodass somit auch der Betriebsmodus an den Kathoden Einfluss auf die Kennwerte nimmt, was anhand der Ergebnisse deutlich sichtbar wird. Die sehr dichte Morphologie der hauptsächlich im HPPMS-Modus abgeschiedenen Referenzbeschichtung resultiert hierbei in einer deutlich höheren Eindringhärte HIT und einem höheren Eindringmodul EIT gegenüber der modifizierten (Cr55Al21W9Cu15)N-Schicht.
3.1 Verbundhaftung
Zur Quantifizierung der Verbundhaftfestigkeit wurden abschließend Scratchtests an den Verbundsystemen (Cr49Al51)N und 16MnCr5E sowie (Cr55Al21W9Cu15)N und 16MnCr5E durchgeführt, deren Ergebnisse in Abbildung 4 zusammengefasst sind. Bei einer Scratchgeschwindigkeit von vR = 10 mm/min und unter konstanter Last während des Scratches erfolgte die erste signifikante plastische Deformation des Verbunds (Cr49Al51)N/16MnCr5E bei einer kritischen Scratchlast von Lc1 = 10 N, während der Verbund (Cr55Al21W9Cu15)N/16MnCr5E bei Lc1 = 20 N erste Anzeichen für plastische Deformation zeigt. Erste Abplatzungen am Rand der Scratchspur werden in den CLSM-Aufnahmen im System mit der (Cr49Al51)N-Schicht bei Lc2 = 15 N und im System mit der tribokatalytischen Beschichtung (Cr55Al21W9Cu15)N bei Lc2 = 30 N sichtbar.
N/16MnCr5E, A) und (Cr55Al21W9Cu15)N/16MnCr5E, B)") Abb. 4: Optisch ermittelte kritische Scratchlasten Lc1, Lc2 und Lc3 nach den Scratchtests an den Verbundsystemen (Cr49Al51)N/16MnCr5E, A) und (Cr55Al21W9Cu15)N/16MnCr5E, B)
Abb. 4: Optisch ermittelte kritische Scratchlasten Lc1, Lc2 und Lc3 nach den Scratchtests an den Verbundsystemen (Cr49Al51)N/16MnCr5E, A) und (Cr55Al21W9Cu15)N/16MnCr5E, B)
Bei einer kritischen Last von Lc3 = 50 N werden beide Beschichtungen vollständig vom Scratchdiamanten bis auf das Substrat durchdrungen. Die Quantifizierung der Verbundhaftung mittels Scratchtest zeigt somit ein vergleichbares Verhalten unter entsprechender Last für beide Verbundsysteme, sodass infolge der Modifikation mit Cu und W keine nachteilige Beeinflussung der Verbundhaftung des Schichtsystems (Cr55Al21W9Cu15)N auf 16MnCr5E einhergeht. Die mittels Scratchtests gewonnenen Erkenntnisse belegen somit insbesondere vor dem Hintergrund einer Abscheidung der Schichtsysteme in Niedertemperaturprozessen eine vielversprechende Haftung im jeweiligen Verbund. Eine vielversprechende Verbundhaftung zwischen Substratwerkstoff und Beschichtung ist notwendige Grundvoraussetzung für eine Anwendung der Verbunde in hochbeanspruchten tribologischen Systemen.
3.2 Tribologische Analyse im System (Cr,Al,W,Cu)N/PAO mittels PoD-Tribometer
Tabelle 5 fasst die Parameter der durchgeführten PoD-Versuche zusammen. Die mit dem keramischen Gegenkörper Si3N4 durchgeführten Versuche werden nachfolgend mit dem Buchstaben K und der im jeweiligen Versuch verwendeten Temperatur gekennzeichnet, RK23, RK90, K23, K90. Die Bezeichnung der Versuche mit dem Stahlgegenkörper 100Cr6 erfolgt analog über den Buchstaben S, RS23, RS90, S23, S90. In allen mit einem R gekennzeichneten Versuchen wurde ein (Cr49Al51)N-beschichteter (Referenz) sowie in allen weiteren Versuchen ein (Cr55Al21W9Cu15)N-beschichteter Prüfkörper aus 16MnCr5E verwendet.
|
Versuche |
Gegenköper |
Schmierstoff |
Temperatur |
|
RK23, K23 |
Si3N4 |
PAO |
23 °C |
|
RK90, K90 |
Si3N4 |
PAO |
90 °C |
|
RS23, S23 |
100Cr6 |
PAO |
23 °C |
|
RS90, S90 |
100Cr6 |
PAO |
90 °C |
 Abb. 5: Verlauf der Reibungskoeffizienten μ in Abhängigkeit der Temperatur und des Gegenköpers für die untersuchten tribologischen Systeme
Abb. 5: Verlauf der Reibungskoeffizienten μ in Abhängigkeit der Temperatur und des Gegenköpers für die untersuchten tribologischen Systeme
Abbildung 5 zeigt die in den jeweiligen PoD-Versuchen ermittelten Reibungskoeffizienten µ aufgetragen über der Laufstrecke s. Dabei sind in Abbildung 5a alle Versuche mit dem Gegenkörper Si3N4 und in Abbildung 5b mit dem Gegenkörper 100Cr6 dargestellt. Die Auswertung der Versuche für den Gegenkörper Si3N4 zeigt die niedrigsten Reibungskoeffizienten µ für die Versuche mit dem tribokatalytischen Schichtsystem (Cr55Al21W9Cu15)N, (Abb. 5a). Während für den Versuch bei T = 23 °C, K23, eine sehr kurze Einlaufphase zu verzeichnen ist, fällt diese bei erhöhter Temperatur, K90, deutlich länger aus, s ≈ 400 m (Abb. 5a). Letztlich liegt der Reibungskoeffizient µ zum Ende des Versuchs K90 leicht unterhalb des Reibungskoeffizienten µ des Versuchs K23. Die Reibungskoeffizienten für die tribologischen Versuche mit der Referenzbeschichtung (Cr49Al51)N und dem Gegenkörper Si3N4, RK23 und RK90, liegen im Vergleich zu den Versuchen mit dem tribokatalytischen Schichtsystem etwa ∆µ ≈ 0,02 höher und bewegen sich auf ähnlichem Niveau für beide getesteten Temperaturen (Abb. 5a). Während für das tribokatalytische Schichtsystem und den Gegenkörper Si3N4 bei T = 90 °C der geringste Reibungskoeffizient µ detektiert wird, ist der Reibungskoeffizient µ für die tribologischen Versuche mit der Referenz und Si3N4 bei T = 23 °C am niedrigsten (Abb. 5a). Ein höherer Reibungskoeffizient bei T = 90 °C kann auf eine verringerte Viskosität des Schmierstoffes zurückgeführt werden, da diese mit zunehmender Temperatur sinkt. In der Folge erhöht sich der Festkörperkontaktanteil im Bereich der Grenzreibung. Für die Versuche mit dem tribokatalytischen Schichtsystem scheint dieser Effekt keinen signifikanten Einfluss auf das Reibungsverhalten zu nehmen (Abb. 5a).
Die Evaluation der tribologischen Versuche mit dem Gegenkörper 100Cr6 belegen unabhängig von der Temperatur einen kontinuierlich abfallenden Reibungskoeffizienten µ über der Laufstrecke s für die Versuche mit dem Referenzsystem, wobei zum Ende der Laufstrecke vergleichbare Reibungskoeffizienten µ detektiert werden, RS23 und RS90 (Abb. 5b). Lediglich das Einlaufverhalten variiert für die durchgeführten Versuche. Deutliche Unterschiede ergeben sich hinsichtlich der Verläufe der Reibungskoeffizienten µ der Versuche mit dem tribokatalytischen Schichtsystem (Cr55Al21W9Cu15)N und dem Ge-genkörper 100Cr6. Auffällig ist der sehr niedrige Reibungskoeffizient µ bei einer Temperatur von T = 23 °C, der von den Versuchen bei T = 90 °C deutlich abweicht, S23 und S90 (Abb. 5b). Ein Einfluss der Cu-Modifizierung der nitridischen Schicht auf die Reibung in Form von möglichen tribokatalytischen Wechselwirkungen kann anhand der sehr unterschiedlichen Ergebnisse nicht eindeutig belegt werden. Während für die Versuche K23, K90 und S23 ein im Vergleich zur Referenz vielversprechenderes Reibungsverhalten zu beobachten ist, liegt der Reibungskoeffizient für das System S90 am höchsten, siehe Abbildung 5.
 Abb. 6: Verschleißspuren auf beschichteten Grundkörpern in Abhängigkeit der Temperatur und des Gegenkörpers für die untersuchten tribologischen Systeme bei einer Laufstrecke von s = 1.000 m
Abb. 6: Verschleißspuren auf beschichteten Grundkörpern in Abhängigkeit der Temperatur und des Gegenkörpers für die untersuchten tribologischen Systeme bei einer Laufstrecke von s = 1.000 m
Abbildung 6 zeigt die im Anschluss an die tribologischen Versuche aufgenommenen Verschleißspuren auf den beschichteten Oberflächen. Zur Quantifizierung des Verschleißvolumens wurde die Verschleißfläche im Profil der Verschleißspur orthogonal zur Umlaufrichtung mittels CLSM bestimmt und mit dem Umfang der initialen Gleitbahn der Kugel 2· π ·r, mit r = 5 mm, multipliziert. Die errechneten Werte WVB sind in Tabelle 6 dargestellt. Ergänzend wurde der Verschleiß am Kugel-Gegenkörper in Form einer Verschleißfläche WVK ermittelt (Tab. 6).
|
Si3N4-Gegenkörper |
100Cr6-Gegenkörper |
|||||||
|
System |
RK23 |
RK90 |
K23 |
K90 |
RS23 |
RS90 |
S23 |
S90 |
|
Verschleißvolumen Beschichtung WVB [106 µm3] |
0,92 |
0,37 |
0,34 |
1,06 |
1,18 |
1,63 |
0,13 |
0,44 |
|
Verschleißfläche Kugel WVK [106 µm2] |
1,7 |
1,1 |
1,1 |
1,9 |
4,3 |
8,8 |
2,4 |
2,9 |
Sowohl die Oberfläche der Referenzbeschichtung als auch die des tribokatalytischen Schichtsystems zeigen nur geringen Verschleiß im Anschluss an die tribologischen Untersuchungen. Für das Referenzsystem ist sowohl anhand der Verschleißspuraufnahmen als auch anhand des berechneten Verschleißvolumens für die Versuche mit dem keramischen Gegenkörper RK23 und RK90 ein geringer Verschleiß zu detektieren. Für die Versuche mit dem Gegenkörper 100Cr6 liegt das ermittelte Verschleißvolumen WVB über dem der Versuche mit Si3N4-Gegenkörpern. Die in Abbildung 6c und 6d zu sehenden Streifen bestätigen abrasiven Verschleiß an der Beschichtung. In Analogie konnte abrasiver Verschleiß für alle Versuche an den Gegenkörpern detektiert werden. Unterschiede werden auch hier in Bezug auf den verwendeten Werkstoff des Gegenkörpers deutlich. Hierbei ist der Verschleiß an den Si3N4-Gegenkörpern für die Versuche mit der Referenzbeschichtung geringer als an den 100Cr6-Gegenkörpern (Tab. 6). Somit korrelieren der Verschleiß an der Beschichtung und am Gegenkörper in allen Versuchen mit der Referenzschicht. Für die tribologischen Versuche mit dem Schichtsystem (Cr55Al21W9Cu15)N sind die Unterschiede in Bezug auf den Verschleiß am Gegenkörper weniger signifikant. Jedoch kann auch diesbezüglich nach allen Versuchen abrasiver Verschleiß detektiert werden, welcher für die 100Cr6-Gegenkörper höher ist als an den jeweiligen Si3N4-Kugeln.
Vergleichbare Erkenntnisse können den Aufnahmen der Verschleißspuren der mit dem tribokatalytischen Schichtsystem (Cr55Al21W9Cu15)N durchgeführten Versuche entnommen werden. Im Anschluss an die Versuche mit dem keramischen Gegenkörper kann jeweils eine eindeutige, schmale Verschleißspur identifiziert werden, deren Breite abhängig von der Temperatur ist. Dies ist wiederum auf die Temperaturabhängigkeit der Schmierstoffviskosität zurückzuführen. Während für die Referenzbeschichtung der Verschleiß bei T = 23 °C in Bezug auf die Versuche mit Si3N4 höher ist (RK23 und RK90), ist für das System mit (Cr55Al21W9Cu15)N ein höherer Verschleiß bei erhöhter Temperatur zu erkennen (K23 und K90). Die Verwendung eines tribologischen Kontaktpartners aus Stahl führt in den Versuchen mit dem Schichtsystem (Cr55Al21W9Cu15)N (S23 und S90) zu sehr geringem Verschleiß, der bei T = 23 °C am niedrigsten ist (S23). Bei der Analyse der Verschleißspuren des Systems (Cr55Al21W9Cu15)N wird eine dunkle Färbung der Spuren sichtbar, welche mit dem Gegenkörper 100Cr6 durchgeführt wurden. Die Untersuchung von Grund- und Gegenkörper belegt neben abrasivem auch adhäsiven Verschleiß, sodass die Färbung durch den partiellen Materialübertrag zu erklären ist.
Abbildung 7 zeigt die Raman-Spektren für die tribologischen Systeme, um die tribokatalytischen Wechselwirkungen zwischen der (Cr49Al51)N- bzw. der (Cr55Al21W9Cu15)N-Schicht und dem additivfreien Schmierstoff PAO zu untersuchen. Dabei werden jeweils die Ergebnisse von zwei Messungen je System gezeigt, die alle in der Verschleißspur durchgeführt wurden.
N- und (Cr55Al21W9Cu15)N-Beschichtungen und additivfreiem PAO in Abhängigkeit der Temperatur und des Gegenkörpers mittels zweier Raman-Spektren je System") Abb. 7: Auswertung der tribokatalytischen Wechselwirkungen zwischen den (Cr49Al51)N- und (Cr55Al21W9Cu15)N-Beschichtungen und additivfreiem PAO in Abhängigkeit der Temperatur und des Gegenkörpers mittels zweier Raman-Spektren je System
Abb. 7: Auswertung der tribokatalytischen Wechselwirkungen zwischen den (Cr49Al51)N- und (Cr55Al21W9Cu15)N-Beschichtungen und additivfreiem PAO in Abhängigkeit der Temperatur und des Gegenkörpers mittels zweier Raman-Spektren je System
Alle Raman-Spektren weisen unabhängig von den PoD-Testparametern die (Cr,Al)N-Matrix nach. Entsprechende Peakpositionen für die (Cr,Al)N-Matrix wurden bereits von Sánchez-López et al. [5] bestätigt. Unabhängig vom Gegenkörper und der Versuchstemperatur werden vergleichbare Raman-Spektren für das Referenzschichtsystem (Cr49Al51)N ermittelt, die neben der (Cr,Al)N-Matrix auch amorphen Kohlenstoff nachweisen. Die Position des ermittelten Peaks stimmt mit der in Arbeiten von Korepanov et al. nachgewiesenen Peakposition für amorphe Kohlenstoffbindungen überein [6]. Die C-Bindungen können auf Rückstände vom Schmierstoff PAO zurückgeführt werden.
Im Gegensatz dazu sind in Abhängigkeit des verwendeten Gegenkörpers sowie der Temperatur deutliche Unterschiede zwischen den Spektren für die Versuche mit dem Schichtsystem (Cr55Al21W9Cu15)N zu beobachten. Die Raman-Analysen im Anschluss an die Versuche belegen durch den Abgleich mit Daten von Lafuente et al. in [7] die Bildung der Kupfer-Schwefelverbindung Cu7S4, wobei die niedrigen Peakintensitäten nur geringe Anteile an Cu7S4 erwarten lassen. Schwefel, mit einem Gehalt von xs = 1,39 wt.% ist trotz der Klassifizierung „additivfrei“ zur Stabilisierung im Schmierstoff PAO enthalten, sodass eine Reaktion des Schwefels aus dem Schmierstoff mit dem Cu aus der Beschichtung möglich ist. Wie bereits beim Referenzsystem beobachtet, kann amorpher Kohlenstoff in Form von Rückständen von PAO in der Verschleißspur des Systems K23 nachgewiesen werden. Die Entstehung tribochemischer Reaktionsschichten kann im System K23 nicht belegt werden. Auch die Spektren im Anschluss an die PoD-Versuche der System K90 und S23 zeigen keine Hinweise auf tribokatalytische Wechselwirkungen zwischen Schmierstoff und Beschichtung. Im Gegensatz dazu heben sich die Ergebnisse der Raman-Spektroskopie hinsichtlich des Systems S90 deutlich ab. Neben der (Cr,Al)N-Matrix und der Verbindung Cu7S4 sind weitere Peaks erkennbar. Der Abgleich mit Daten von Lafuente et al. in [8] belegt zum einen die Bildung von Fe2O3. Ferner zeigt der Vergleich der Spektren mit Spektren aus Arbeiten von Dychalska et al. [9] Kohlenstoffverbindungen, deren Struktur vergleichbar mit DLC-Beschichtungen ist. Dies kann über die für DLC-Beschichtungen typischen D- (disorderd, 1.580 cm-1 ≤ ϑ ≤ 1.600 cm–1) und G-Peaks (graphitic, 1.305 cm-1 ≤ ϑ ≤ 1.350 cm–1) in den Raman-Spektren des Systems S90 gezeigt werden. Dies kann auf tribokatalytische Wechselwirkungen zwischen der (Cr55Al21W9Cu15)N-Beschichtung und PAO hinweisen, welche zur Ausbildung von Lagen diamantähnlichen Kohlenstoffs in der Verschleißspur führen.
Die Bildung tribokatalytisch induzierter Reaktionsschichten korreliert dabei mit der Bildung von Fe2O3 im tribologischen Kontakt bei T = 90 °C. Deshalb wird angenommen, dass die Anwesenheit von Fe sowie erhöhter Temperaturen für die tribokatalytische Wechselwirkung elementare Bedeutung besitzen. Während in fast allen Systemen der Verschleiß an Gegenkörper und Schicht für die Versuche mit dem Schichtsystem (Cr55Al21W9Cu15)N niedriger ist als für die korrespondierenden Versuche mit der Referenz, kann kein positiver Einfluss der Reaktionsschichtbildung auf die Reibung nachgewiesen werden. Die Korrelation der Ergebnisse der Raman-Spektroskopie mit den ermittelten Reibungskoeffizienten zeigt, dass die gebildeten Reaktionsprodukte eine nachteilige Auswirkung hinsichtlich des Reibungsverhaltens zu haben scheinen. Während für die tribologischen Untersuchungen ohne Nachweis von Wechselwirkungen zwischen PAO und (Cr55Al21W9Cu15)N und unabhängig vom Gegenkörper niedrige Reibungskoeffizienten im Vergleich zur Referenz ermittelt werden können, liegt der Reibungskoeffizient für das System S90 deutlich höher. Eine Reibungsreduktion über eine tribochemisch induzierte Reaktionsschichtbildung kann an dieser Stelle somit nicht belegt werden.
4 Zusammenfassung
Um die tribokatalytische Wechselwirkung zwischen nitridischen PVD-Beschichtungen und Schmierstoffen zu ermöglichen, wurde eine (Cr,Al,W)N-Matrix mit Cu modifiziert. Das Cu besitzt die Funktion, mit dem Schmierstoff zu interagieren und die Umwandlung der Molekülketten des Grundöls zu bedingen. Die Untersuchungen belegen, dass die Bildung tribokatalytischer Reaktionsschichten, vergleichbar zu DLC-Beschichtungen, möglich ist. Neben Cu scheint die Anwesenheit von Fe im tribologischen Kontakt sowie eine gewisse Aktivierungsenergie für die tribokatalytischen Reaktionen notwendig zu sein. Letztere wird über die Pressung im Kontakt und die Temperatur beeinflusst. Ein positiver Einfluss der Reaktionsschichtbildung auf die Reibung konnte hingegen nicht nachgewiesen werden. Vielmehr kann zwar der Verschleiß gegenüber einer (Cr,Al)N-Referenz weitestgehend reduziert werden, jedoch geht die triboinduzierte Reaktionsschichtbildung mit einer Steigerung des Reibungskoeffizienten einher.
5 Danksagung
Die Autoren danken für die finanzielle Unterstützung der Deutschen Forschungsgemeinschaft (DFG) im Rahmen des Forschungsvorhabens „Triboaktive und tribokatalytisch wirkende (Cr,Al)N-Beschichtungen”, BO 1979/65-1.
Literatur
[5] J.C. Sánchez-López; A. Contreras; S. Domínguez-Meister; A. García-Luis; M. Brizuela: Tribological behaviour at high temperature of hard CrAlN coatings doped with Y or Zr, Thin Solid Films 550 (2014) 413–420
[6] V. Korepanov; H. Hamaguchi; E. Osawa; V. Ermolenkov; I.K. Lednev; B.J.M. Etzold; O. Levinson; B. Zousma; C. PrakashEpperla; H.-C. Chang: Carbon structure in nanodiamonds elucidated from Raman spectroscopy, Carbon, 121 (2017) 322–329, https://doi.org/10.1016/j.carbon.2017.06.012
[7] B. Lafuente; R.T. Downs; H. Yang; N. Stone: The power of databases: the RRUFF project, in: T. Armbruster; R.M. Danisi: Highlights in Mineralogical Crystallography, (2015), W. De Gruyter, Berlin, Germany, 1–30, RRUFF ID R060514
[8] B. Lafuente; R.T. Downs; H. Yang; N. Stone: The power of databases: the RRUFF project, in: T. Armbruster; R.M. Danisi: Highlights in Mineralogical Crystallography, (2015), W. De Gruyter, Berlin, Germany, 1–30, RRUFF ID X050102
[9] A. Dychalska; P. Popielarski; W. Frankow; K. Fabisiak; K. Paprocki; M. Szybowicz: Study of CVD diamond layers with amorphous carbon admixture by Raman scattering spectroscopy, Material Science-Poland, 33, 4, (2015) 799–805, https://doi.org/10.1515/msp-2015-0067
