
Heutzutage werden die meisten Teile an Flugzeugen aus Aluminiumlegierungen durch Oberflächenanodisierung und Mehrschichtlackierung gegen Korrosion geschützt. Die Behandlung erfolgt in der Regel mit Verbindungen auf Cr(VI)-Basis. Cr(VI)-Stoffe sind jedoch von der REACh-Verordnung betroffen, und die Europäische Kommission wird ab 2024 immer mehr Einschränkungen für ihre Verwendung festlegen. Bis heute gibt es keine Cr(VI)-freie Schutzbehandlung für Aluminiumlegierungen der Serie 7000, die den mit den Beschichtungen auf Cr(VI)-Basis erzielten Ergebnissen entspricht, deshalb ist es notwendig, ein umweltfreundliches und Cr(VI)-freies akzeptables alternatives Verfahren zu entwickeln.
3.3 Process selection
Different process conditions were analysed in order to select the ones that provide good adhesion of the e-coating with the substrate and improve corrosion behaviour.
First, the effect of e-coating curing temperature on the coating adhesion and its corrosion behaviour was evaluated. For this purpose, three different curing temperatures (100 °C, 120 °C and 140 °C) were analysed keeping curing time constant for 1 h. These experiments were carried out on e-coatings with 18 µm of mean thickness.
Samples were characterized by dry-adhesion test and the ad-hoc solvent rub test and the obtained results are detailed in Table 4. As it can be observed adhesion efficiency of the coatings cured at different temperatures remains constant and are in a very good condition. Regarding the rub test, coatings cured at 100 ºC failed because the e-coating was partially removed after 100 double rubs of acetone-soaked.
| 100 °C | 120 °C | 140 °C | |
| Dry adhesion test (ISO 2409) | 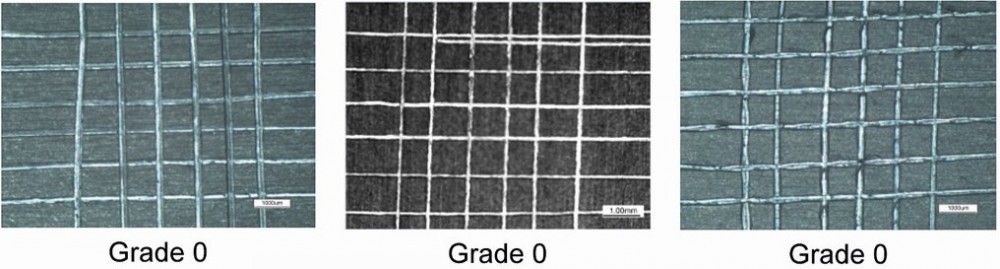 |
||
| Solvent rub test | 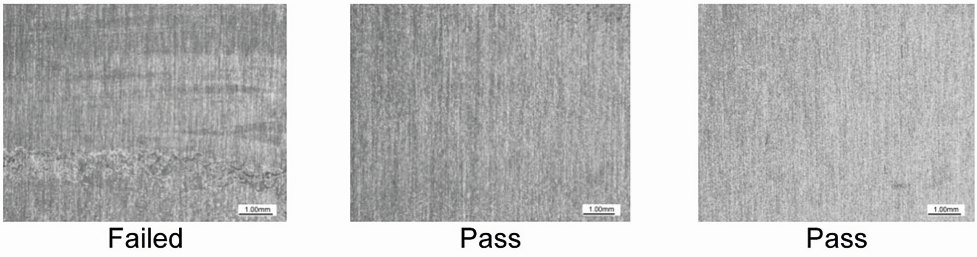 |
||
Barrier effect of these coatings was evaluated by Electrochemical Impedance Spectroscopy (EIS). The barrier mechanism prevents or impedes the ingress and permeation of water through the coating which can enable corrosion reactions at the substrate via transport of electrolytes. Impedance modulus ( |Z|) is a measurement of charge transfer impedance, which in the low frequency region is indicative of corrosion resistance, while in the high frequency region is indicative of the barrier effect. The Bode plot shown in Figure 3 corresponds to the impedance spectra at different curing temperatures. In the low frequency region, it can be observed that e-coating cured at 120 ºC has the highest |Z| value being orders of magnitude higher than the e-coatings cured at 100 ºC and 140 ºC. This suggests an influence of the coating surface compositional chemistry as a result of cure reactions. The results show also a correlation with the rub test results.
 Fig. 3: Bode plot of e-coatings cured at different temperatures
Fig. 3: Bode plot of e-coatings cured at different temperatures
 Fig. 4: Bode plot of e-coatings with 10 μm, 20 μm and 30 μm
Fig. 4: Bode plot of e-coatings with 10 μm, 20 μm and 30 μm
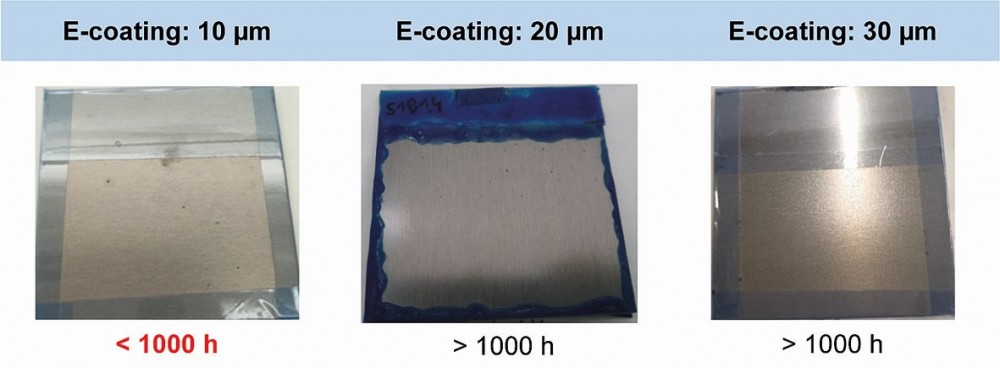
The effect of coating thickness on corrosion behaviour was also characterized by EIS and by NSS. Table 5 shows the images of the e-coatings with 10 µm, 20 µm and 30 µm after 1000 h exposure in a NSS chamber according to ISO 9227. The e-coatings with a thickness of 20 and 30 µm remain without corrosion after 1000 h, whereas the e-coating with a thickness of 10 µm failed before 1000 h.
|
E-coating: 10 µm |
E-coating: 20 µm |
E-coating: 30 µm |
|
|
||
To gain a better understanding of the corrosion behaviour, EIS was used to assess the coatings’ barrier properties.
Figure 4 shows Bode plots of the e-coatings with 10 µm, 20 µm and 30 µm. As it can be observed, the impedance of 20 µm Lectraseal is higher than 10 µm and 30 µm of the e-coating. Note that the barrier effect of the coating would be expected to increase in line with the thickness. The apparent decrease (two orders of magnitude) in the barrier effect between 20 µm and 30 µm may be explained by surface compositional variations associated with higher thickness application. On the other hand, the low impedance for e-coatings with 10 µm correlates with NSS results.
|
|
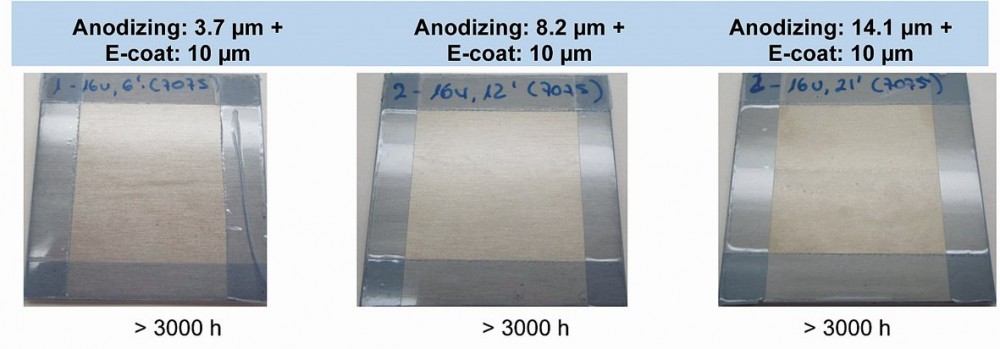
 Fig. 5: Bode plot of Al 7075 with 10 μm of e-coating with and without anodisingIn order to enhance the barrier effect of the layer and thus the corrosion resistance properties, sulphuric acid anodizing was implemented before the e-coating application. Three different anodising layer thicknesses were analysed (about 3 µm, 8 µm, 14 µm) and in this study the e-coating thickness was established in 10 µm. Table 6 shows the images of these surfaces after 3000 h in the NSS chamber. All coating systems remain without corrosion after 3000 h whereas a similar e-coating without anodizing failed before 1000 h (see Tab. 5). Considering the obtained results, it is possible to confirm that anodizing layer can improve the corrosion resistance properties of Lectraseal e-coating.
Fig. 5: Bode plot of Al 7075 with 10 μm of e-coating with and without anodisingIn order to enhance the barrier effect of the layer and thus the corrosion resistance properties, sulphuric acid anodizing was implemented before the e-coating application. Three different anodising layer thicknesses were analysed (about 3 µm, 8 µm, 14 µm) and in this study the e-coating thickness was established in 10 µm. Table 6 shows the images of these surfaces after 3000 h in the NSS chamber. All coating systems remain without corrosion after 3000 h whereas a similar e-coating without anodizing failed before 1000 h (see Tab. 5). Considering the obtained results, it is possible to confirm that anodizing layer can improve the corrosion resistance properties of Lectraseal e-coating.
Figure 5 shows a Bode plot of 10 µm of e-coating with and without previously anodizing with 3.7 µm. In the low frequency region, it can be observed that the |Z| values of the previously anodized sample is higher than the one for the e-coating without anodizing. This is an important indication that the corrosion properties have been improved by almost three orders of magnitude when samples are previously anodized. Moreover, the impedance value for anodized + e-coat 10 µm is comparable with e-coat 20 µm without anodizing (see Fig. 5). This result indicates that it is possible to obtain comparable corrosion resistance properties with a thinner overall coating system (3.7 µm anodizing + 10 µm e-coating) and an e-coating with thicker thickness (20 µm).
To sum up, Figure 6 presents a schematic representation of the current Cr(VI)-containing system and the e-coating systems, and a comparison of their corrosion behaviour in NSS, for the same e-coating thickness.
- This study has enabled the selection of the most promising parameters to up-scale the process in pilot line to treat more complex geometries and to perform validation tests. In this context 120 ºC of e-coating curing temperature during 1 h, 20 µm of e-coating thickness, the application of about 3 µm microns of SA anodizing prior to e-coating and the addition of IR particles to the bath formulation were selected. Although the presence of a nanometric anodic layer has been detected when Lectraseal is applied directly on aluminium, the tests carried out show that the prior application of a micrometric anodizing layer improves the result of corrosion tests. However, no improvement has been observed when anodic layer is higher than 4 µm. Additionally, it has been verified that 10 microns with a previous layer of Thin-SAA could be enough for corrosion protection. However to assure a good protection in a complex geometry where the e-coating thickness in edge, recess or hidden areas is going to be lower, a nominal thickness of 20 µm microns was selected.
-containing coating system")
3.4 Testing
The validation of the previously selected e-coating system was carried out according to aeronautical standards. These tests were performed not only on the selected e-coating system but also on currently used ones. For this purpose, Al 7075 panels were treated with the following coating;
- Acid pickling + CAA + Cr(VI)-primer + top coat
- Acid pickling + Thin-SAA (3 µm) + e-coating (20 µm)
- Acid pickling + Thin-SAA (3 µm) + e-coating (20 µm) + top coat
The standards, assessment criteria and results of the different tests are detailed in Table 7.
|
Testing |
Assessment criteria |
Results |
|
Tape Dry Adhesion |
ISO 2409 ≤ 1 |
OK for all coatings |
|
Tape Wet Adhesion |
ISO 4628-1/-2 & ISO 2409 ≤ 1 No blistering, no delamination, quantity ≤ 1, size ≤ 1 |
OK for all coatings |
|
Scratch resistance |
ISO 1518-1. No penetration to the substrate up to a load of 1500 g |
OK for all coatings |
|
Stone-chipping resistance |
ISO 20567-1 Method B ≤ 2 |
OK for e-coating systems NOK for CAA + Cr(VI)-primer + top coat (Fig. 7) |
|
Fluid Susceptibility |
ISO 4628-1/-2 (No blistering, no delamination, quantity ≤ 1, size ≤ 1) |
OK for all coatings |
|
NSS with scribe |
1000 h with scribe (ISO 9227) and 3000 h without scribe |
OK for all coatings (Fig. 8) |
As it can be observed, in most of the cases, the selected e-coating system fulfils the analysed requirements in the same way as the actual approved coating systems does. Additionally, the stone-chipping resistance of the anaphoretic coating is higher than the system with CAA + Cr(VI)-primer + top coat. The e-coating results considering the standard ISO 20567-1 Method B ≤ 2 shows a LEVEL 2, while the results for CAA + primer + top coat system is a LEVEL 3 stone chipping resistance. These results demonstrates that adherence between top coat and e-coating is stronger than between top coat and Cr(VI) containing primer.
 Acid pickling + SAA + e-coat + top coat (stone chipping resistance LEVEL 2) and b) Acid pickling + CAA + Cr(VI)-primer + top coat (stone chipping resistance LEVEL 3)") Fig. 7: a) Acid pickling + SAA + e-coat + top coat (stone chipping resistance LEVEL 2) and b) Acid pickling + CAA + Cr(VI)-primer + top coat (stone chipping resistance LEVEL 3)
Fig. 7: a) Acid pickling + SAA + e-coat + top coat (stone chipping resistance LEVEL 2) and b) Acid pickling + CAA + Cr(VI)-primer + top coat (stone chipping resistance LEVEL 3)
 + e-coating (20 μm) after 1000 h in NSS with scribe (ISO 9227)") Fig. 8: Panel treated with Acid pickling + Thin SAA (3 μm) + e-coating (20 μm) after 1000 h in NSS with scribe (ISO 9227)
Fig. 8: Panel treated with Acid pickling + Thin SAA (3 μm) + e-coating (20 μm) after 1000 h in NSS with scribe (ISO 9227)
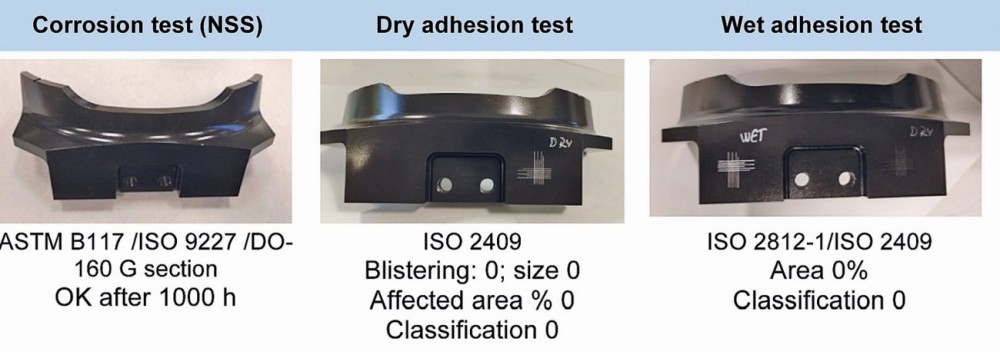
Two demonstrators with complex geometries proposed by Liebherr were also coated with the selected e-coating system. As it can be observed in Figure 9, both demonstrators were homogeneously coated.
Adhesion and corrosion behaviour were analysed on coated prototypes. In Table 8 it can be observed that coatings pass adhesion tests and remain without corrosion after 1000 h in a NSS chamber.
|
|
3.5 Profit and Environmental analysis
 Ref. A b) Ref. B") Fig. 9: E-coated prototypes a) Ref. A b) Ref. BThe advantages of the anaphoretic system against the traditional Cr(VI) system include environmental benefits (less energy consumption, reduction of VOCs emissions), cost reduction (labour, materials and electricity), lead time reduction, very good throwing power and better adherence with top coat (probably without time limitation between applications). Specifically, the comparative of anaphoretic electrocoatings against Cr(VI)-containing processes has shown a 40 % reduction of emissions, 13 % of energy consumption, 30 % of lead time and 21 % of cost saving.
Fig. 9: E-coated prototypes a) Ref. A b) Ref. BThe advantages of the anaphoretic system against the traditional Cr(VI) system include environmental benefits (less energy consumption, reduction of VOCs emissions), cost reduction (labour, materials and electricity), lead time reduction, very good throwing power and better adherence with top coat (probably without time limitation between applications). Specifically, the comparative of anaphoretic electrocoatings against Cr(VI)-containing processes has shown a 40 % reduction of emissions, 13 % of energy consumption, 30 % of lead time and 21 % of cost saving.
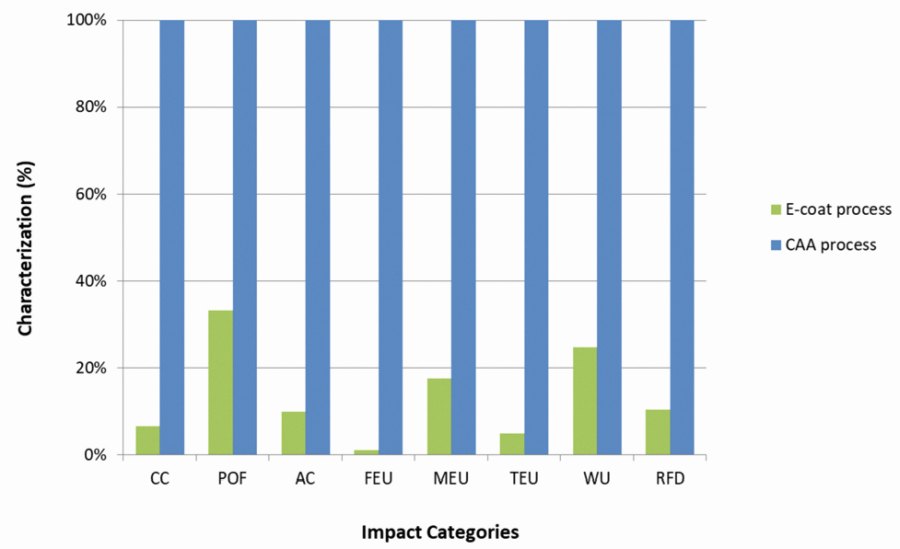
Figure 10 presents a summary of Life Cycle Assessment (LCA) performed on the Cr(VI) system and the alternative system based on e-coating.
Conclusions
This study has showed that an alternative Cr(VI)-free treatment for Al 7075 based on a colloidal and polyurethane anaphoretic e-coating is feasibly. It has shown that it has good adherence, scratch and erosion resistance, chemical resistance, good paintability and similar behaviour against corrosion than Cr(VI) based coatings. The comparative of anaphoretic electrocoating against the Cr(VI)-containing process has shown a reduction of 40 % of emissions, 13 % of energy consumption, 30 % of lead time and 21 % of cost saving. All this thanks, mainly, to the elimination of the Cr(VI)-containing spray primer which has outstanding levels of emissions, energy consumption and makes more difficult the treatment process. Moreover, the application of a thin sulphuric acid anodizing combined with an e-coating offers a promising approach to provide environmentally friendly coatings with high corrosion resistance properties.
Acknowledgments
This project has received funding from the Clean Sky 2 Joint Undertaking (JU) under grant agreement No 864521. The JU receives support from the European Union’s Horizon 2020 research and innovation programme and the Clean Sky 2 JU members other than the Union.
This publication reflects only the author's view and the JU is not responsible for any use that may be made of the information it contains.
Bibliography
[1] Cr Free EPaint-ID 267285-FP7-JTI (https://cordis.europa.eu/project/rcn/103188/brief/en)
[2] Cordier, D.; Marylène C.: Industrialization of anaphoretic coating process on aluminium alloys, Surfair, May 24th to 26th 2016, Biarritz, France
[3] Cordier, D.: Industrialization of anaphoretic coating process on aluminium alloys, Aluminium-21, Oct 3th to 5th 2017, Moscow
[4] Applied Surface Science, Characterization by TEM and ToF-SIMS of the oxide layer formed during anphoretic Paint electrodeposition on Al-alloys, 277(2013), 186–191
[5] Analysis of alternatives submitted by CCST Consortium (https://echa.europa.eu)
[6] Commission Recommendation of 9 April 2013 on the use of common methods to measure and communicate the life cycle environmental performance of products and organisations (2013/179/EU)
 |
 |
 |
Fig. 10: Environmental comparative assessment between conventional Cr(VI)-containing system and e-coating1), 2)
1) The comparative LCA only considers the inputs and outputs that are different in both product systems and their consumption or emission by functional unit. The functional unit (f. u.) is fixed at 1 m2 of landing gear parts made of 7000 series aluminium alloys protected under specific operating conditions.
2) Life Cycle Impact Assessment (LCIA) methodology proposed by the European Commission in Product Environmental Footprint Guide [6]. Climate
change (CC), Photochemical ozone formation (POF), Acidification (AC), Eutrophication, fresh water (FEU), Eutrophication, marine (MEU), Eutrophication, terrestrial (TEU), Water use (WU), Resource use: fossils (RFD)











