|
Macro-voids |
Biggest voids in solder layers due to wetting issues |
|
Planar micro-voids |
Small voids due to inclusions |
|
Shrinkage-voids |
Occur during solidification |
|
IMC micro-voids |
Occur within intermetallic phases |
Tab. 1: Void-Typen in der Lötebene [1]
Technologievarianten
Die folgenden Schwerpunkte sind als Technologievarianten und Einflußgrößen identifiziert:
Directional Solidification of Soldered Power Modules
In [1] wird diese Technologie beschrieben als Verfahren zur Reduzierung der Void-Rate und zur Erhöhung der Zuverlässigkeit durch Anwendung des DSM Verfahrens (Directional Solidification Mechnism). Spezielle Pins kontrollieren den Wärmefluss in der Aufheiz- und Abkühlphase zur signifikanten Reduzierung der ‚Shrinkage‘-Voids in der Lötebene.
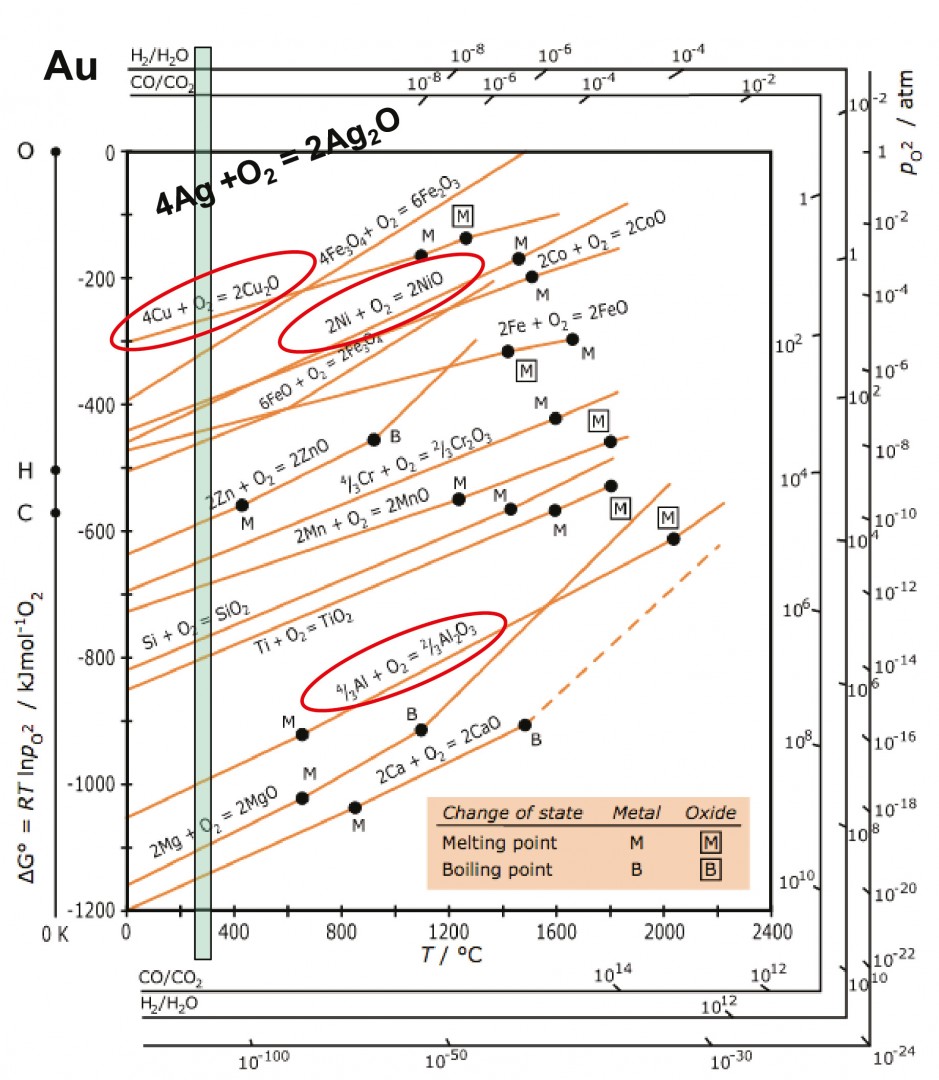 Abb. 1: Ellingham-Richardsson Diagramm mit standardfreier Energie der Formation von Metalloxiden [6]
Abb. 1: Ellingham-Richardsson Diagramm mit standardfreier Energie der Formation von Metalloxiden [6]
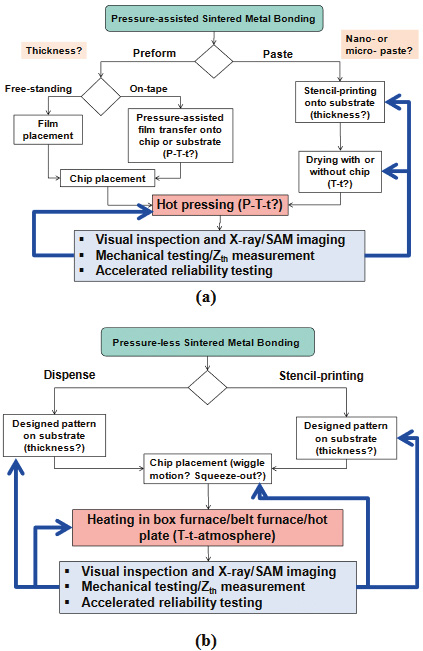 Abb. 2: Flow Chart für druckbehaftete (a) und druckfreie (b) Sinterprozesse [6]
Abb. 2: Flow Chart für druckbehaftete (a) und druckfreie (b) Sinterprozesse [6]
Ag sintering
Das Ag-Sintern als Verfahren zur Herstellung von Hochtemperatur-geeigneten Verbindungen Ist in [2, 44, 54, 61, 64, 65, 67, 88] beschrieben. Hier sind die Merkmale der Verbindungsbildung unter den differenzierten technologischen Ansätzen aufgeführt, die entscheidend die Zuverlässigkeit der Verbindungen charakterisieren. Verglichen mit konventionellen Lötverbindungen besitzen die Ag-Sinterverbindungen mehr als die 5-fache thermische und elektrische Leitfähigkeit [6]. Wenn ein Chip mit der Sinterpaste auf dem Substrat fixiert wird, ist die Anzahl der Metallpartikel, die physisch in Kontakt mit den Festkörpern steht von vielen Faktoren abhängig, dem applizierten Druck, der Partikelgrößenverteilung, der Oberflächenrauhigkeit, der Oxidfreiheit der Sinterpartikel [6] sowie der Benetzungscharakteristik der organischen Moleküle in der Sinterpaste. Die Oxidfreiheit (Abb. 1) kann nach [6] kalkuliert werden. Abbildung 2 zeigt einen Flow Chart für die Herstellung druckbehafteter und druckloser Sinterverbindungen [6], deren Unterschiede in der Trocknungsphase und derApplikation der Druckkomponente zu sehen sind.
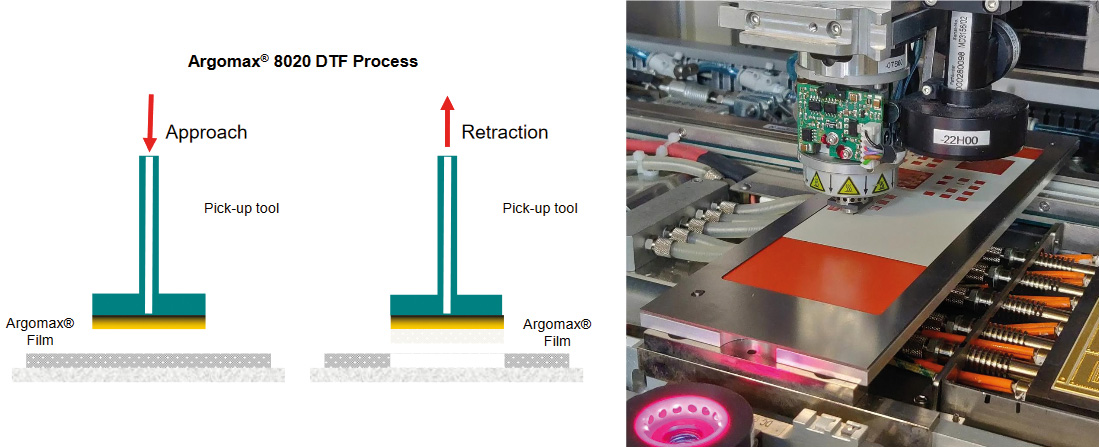
 Abb. 3: Die Transfer Film und Wafer orientierter Verfahrensablauf [3]
Abb. 3: Die Transfer Film und Wafer orientierter Verfahrensablauf [3]
Die Transfer Film
In [3] wird dargestellt, wie durch einen vorgefertigten Die Transfer Film die Verbindungsbildung ohne Sinterpastendruck unterstützt wird (Abb. 3). Der Die Transfer Film wird im Bestückprozess mit dem Die und der Die-Geometrie abgeholt und zur Verbindungsbildung mittels Sintern auf dem Substrat platziert.
Ultrasonic Assisted Sintering
Der Ultraschall-unterstützte Fügeprozess nutzt gezielt den horizontalen oder vertikalen Ultraschsalltransfer zur Stabilisierung der Verbindungsbildung im Sinterpasten-kontrollierten Aufbau. Damit kann die Druckkomponente reduziert werden, führt also zur mechanischen Entlastung des Die im Sinterprozess im Falle druckbehafteter Sinterung.
Laser Assisted Sintering
In [4] wird beschrieben, wie der Prozess beim Draht- oder Bändchenbonden energetisch unterstützt wird, um die Qualität der Verbindungsbildung zu erhöhen.
Infrared Assisted Sintering
Die Herstellung der Sinterverbindung wird für drucklose Sinterverfahren beschrieben [5, 72] und hier durch die gezielte Infrarotstrahlung unterstützt. Unter Anwendung typischer SInterprofile (Abb. 4), wird durch die Überlagerung mit Infrarotstrahlung (Abb. 5) ein druckloses Sintern wirkungsvoll unterstützt. Sintering Prozesse mit Infrarotstrahlung sind schon aus Printed Electronics bekannt.
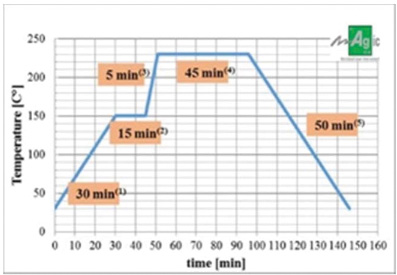 Abb. 4: Typisches Sinterprofil [5]
Abb. 4: Typisches Sinterprofil [5]
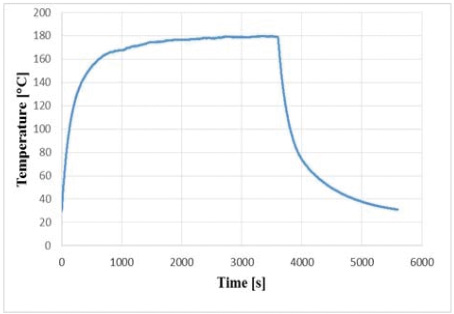 Abb. 5: IR Sintering Profile [5]
Abb. 5: IR Sintering Profile [5]
Z. B. Sintern von Ag inks auf RFID Karten, welche als Teil der Telefon- oder Kreditkarten angewandt werden als Kopierschutz oder als Sicherheitsmerkmal in ID Karten. Infrarotlicht ist definiert für Wellenlängen von 0,4 bis 5 µm. IR-Strahlung wird verwendet in der Herstellung elektronischer Schaltungen durch IR Löten oder zur Trocknung von Materialien. Die Infrarotstrahlung ist unterteilt in drei Kategorien, kurz-, mittel- und langwellig. Zum Sintern von Silber ist eine Wellenlänge von 0.78 bis 1.4 µm in Anwendung [5].
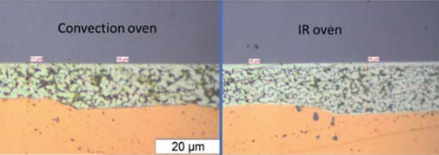 Abb. 6: Querschliff einer Sinterverbindung im Konvektionsofen (links) und IR Ofen (rechts) [5]Eine Scherfestigkeit von 10 MPa wurde beobachtet nach 30 min Sinterprozess mit IT Strahlung. Das ist die Minimalscherfestigkeit welche zuverlässige Verbindungen zwischen Chip und Substrat gewährleistet [5]. Abbildung 6 zeigt Fügeebenen von Sinterverbindungen nach Prozessierung im Konvektionsofen und im IR Ofen. Void-freie Grenzflächen wurden nach IR-Prozessierung erreicht.
Abb. 6: Querschliff einer Sinterverbindung im Konvektionsofen (links) und IR Ofen (rechts) [5]Eine Scherfestigkeit von 10 MPa wurde beobachtet nach 30 min Sinterprozess mit IT Strahlung. Das ist die Minimalscherfestigkeit welche zuverlässige Verbindungen zwischen Chip und Substrat gewährleistet [5]. Abbildung 6 zeigt Fügeebenen von Sinterverbindungen nach Prozessierung im Konvektionsofen und im IR Ofen. Void-freie Grenzflächen wurden nach IR-Prozessierung erreicht.
Die Top System
Das Die Top System zeigt einen Cu-Aufbau auf der Top-Seite des Chips, ist gesintert und der Verbindungspartner der Dick-Cu-Drahtmontage (Abb. 7) [7]. Der gesinterte Cu-Aufbau auf der Top-Seite des Chips ist hier das charakteristische Merkmal des Verbindungsaufbaus zur Erhöhung der Zuverlässigkeit der Power Module. Abbildung 8 zeigt den schematischen Prozessflow der Die Top Technologie.
Cu Sintering
Eine sehr umfangreiche Beschreibung der Cu-Sintertechnologie, die unter Waserstoffatmosphäre durchgeführt wird, ist in [8, 32, 40, 42, 45, 46, 48, 63, 64, 66, 108, 111] enthalten. Hier wird das Cu-Sintern druckbehaftet und drucklos beschrieben (siehe auch Teil 1). Wie in Teil 1 tabellarisch aufgeführt werden die Trocknungszeit der Cu-Sinterpaste, der Sinterdruck und die Sinterzeit variiert. Der wesentliche Unterschied zum Ag-Sintern besteht in der angewandten Sinterratmosphäre. Das Cu-Sintern erfolgt unter Wasserstoffatmosphäre, um Passivschichten zu reduzieren. Mit dem Cu-Sintern ist eine edelmetallfreie Verbindungstechnik gegeben.
Nachfolgend werden TLP- und SlID-Bonding als Alternative für die Herstellung von Hochtemperatur-geeigneten Verbindungen für die Leistungselektronik, wie in der Einleitung formuliert, erläutert.
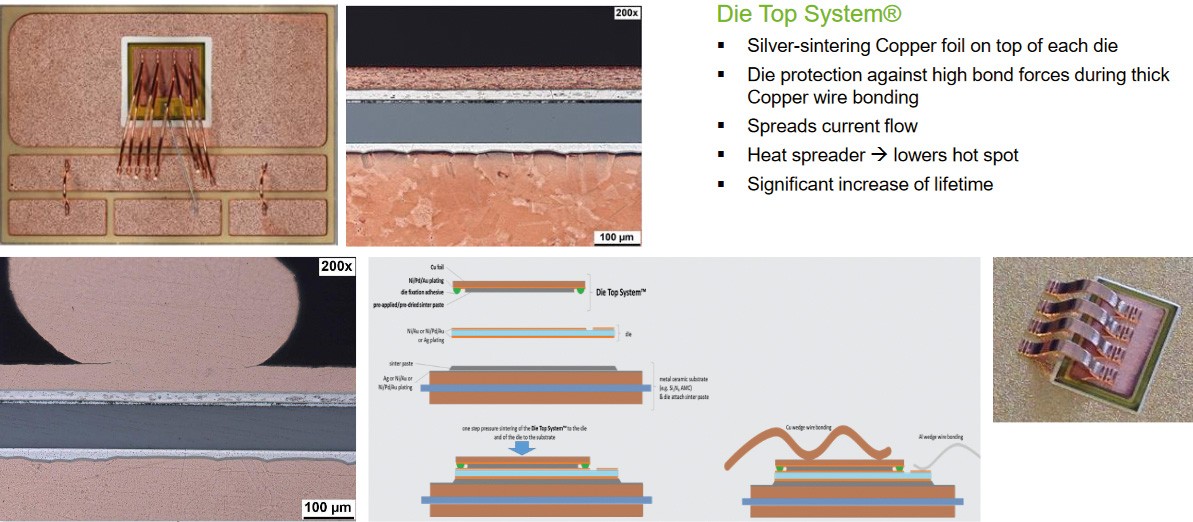 Abb. 7: Die Top System [7]
Abb. 7: Die Top System [7]
TLP Bonding
Eine ausführliche Beschreibung des TLP (Transient Liquid Phase Bonding) ist in [9, 10] gegeben. TLP Bonding mit Cu/Sn oder Ag/Sn Multilayers ist verifiziert als Verbindungsmethode für Hochtemperatur-Power Elektronik. Ag und Sn layers, mit einem Gehalt von 72 vol. % Silver sind erforderlich. Die isotherme Erstarrung oberhalb des Schmelzpunktes von Sn resultiert in Ag3Sn Phasen. Die isotherme Erstarrung oberhalb des Schmelzpunktes von Sn liefert die Ag3Sn-phase welche bis 480 °C stabil ist. Um die Oxidation im Bondprozess zu vermeiden kann der Prozess unter Vakuum durchgeführt werden. Ein Bond-Druck von 5 MPa ist für eine gute Grenzflächenqualität empfohlen.
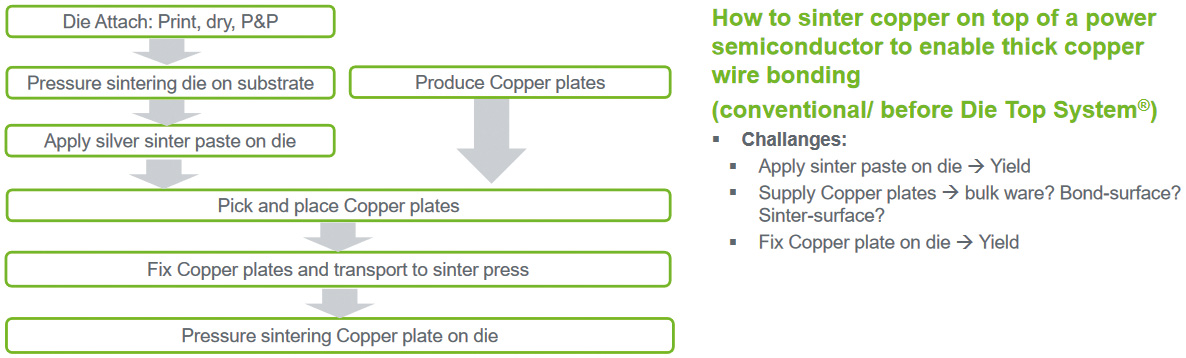 Abb. 8: Prozessflow der Die Top Technologie [7]
Abb. 8: Prozessflow der Die Top Technologie [7]
Cu-Invar-Cu Komposit-Material als Core-Material für spezielle Leiterplatten ist gut bekannt. Das Invar-Core ist beidseitig mit Cu beschichtet mit einer totalen Dicke von 150 μm. Das Schichtverhältnis beträgt 12.5/75/12.5 vol. % mit einem 112.5 μm Core mit 2 x 18.75 μm Cu. Der geringere CTE-Wert ist bekannt und vorteilhaft in Richtung Zuverlässigkeit. Transient Liquid Phase bonding mit Ag/Sn ist eine der vorteilhaften Lösungen.
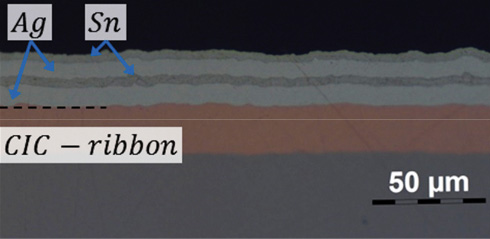 Abb. 9: Electroplated Ag/Sn Multilayer auf Cu-Invar-Cu für das TLP-Bonding [9]
Abb. 9: Electroplated Ag/Sn Multilayer auf Cu-Invar-Cu für das TLP-Bonding [9]
 Abb 10: Schematische Darstellung eines embedded power module. IGBT ist auf einem Cu-Substrat befestigt und in einer PCB eingebettet [96]
Abb 10: Schematische Darstellung eines embedded power module. IGBT ist auf einem Cu-Substrat befestigt und in einer PCB eingebettet [96]
Für die Kombination Cu/Sn ist die Anwendung auf DCB-Substraten mit einem speziellen Layer-Stack von Cu und Sn anwendbar. Das unterstüzt die Transformation der Lötverbindung zur stabileren Cu3Sn Phase. Optimierte Cu/Sn Layer-Stacks gestalten die Verbindung mehr zuverlässig durch die TLP Bondung (TLPB) mit gebildeten intermetallischen Phasen für die dauerhafte Lötverbindung. Generell kann die Performance der Verbindung durch die TLPB erhöht warden. Der Prozess ist gut in industriellle Lötanlagen als Standardprozess zu implementieren. Es werden Verbindungen mit einer Applikation oberhalb 300 °C möglich.
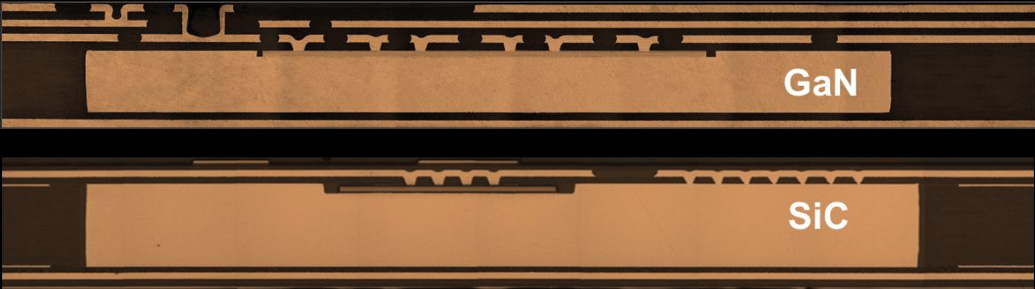 Abb 11: PCB Embedding von WBG Halbleitern [97]
Abb 11: PCB Embedding von WBG Halbleitern [97]
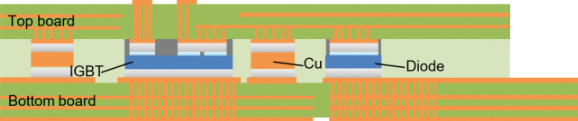 Abb 12: Querschnitt eines Demonstratormoduls [98]
Abb 12: Querschnitt eines Demonstratormoduls [98]
SLID Bonding
In [11, 28, 29, 62] ist die Verfahrensbeschreibung enthalten. Au/Sn SLID Bonding (Solid Liquid Interdiffusion) ist speziell für Harsh Environment Applikationen entwickelt. Solid-Liquid Interdiffusion (SLID) Bonding ist eine Technik basierend auf binären oder ternären (Au-In-Bi) Systemen die hochtemperaturstabile, intermetallische Phasen bei moderaten bonding Temperaturen bilden [18]. Cu|Sn [12–14] und Au|Sn [15–17] sind die meist untersuchten SLID Systeme mit Prozesstemperaturen von 232 °C und 278 °C, und mit intermetallischen Phasen mit Schmelztemperaturen von 700 °C und 500 °C. Die moderaten Bondingtemperaturen des SLID Verfahrens ermöglichen auch die Verbindungstechnik für thermisch sensitive Fügeteile. Das Aufheizen von RT auf 250 °C und das Aufrechterhalten der Temperatur für einige Minuten führt zur Ausheizung der Luftfeuchte und garantiert das Aufrechterhalten der Temperatur für eine gleichmäßige Temperaturverteilung. Die Verbindung erfolgt durch Festkörperdiffusion und nachfolgend zum Wachstum der intermetallischen Phasen [13].
Embedded Power Electronics
In [52] wird das 3D Embedding beschrieben. Resultierend aus den steigenden Forderungen der Miniaturisierung von Leistungsmodulen und das die Verlustleistung signifikant ansteigt, wird das thermische Management schwierig. Ein Weg zur Umgehung dieser Tatsache ist das PCB embedding der Halbleiter [78, 79, 81, 92, 93, 96, 97, 98, 112]. Eine schematische Darstellung aus [96] zeigt die Integrationsstruktur der Embeddingtechnologie. Das PCB embedding bietet folgende Vorteile [98, 99]:
a. Embedding reduziert das Modulvolumen signifikant, kein Package ist erforderlich
b. Die Miniaturisierung reduziert Parasitäten (Widerstand, Induktivität)
c. Eine verbesserte thermische Impedanz durch Dick-Cu Substrate für die Wärmespreizung; Herstellung auf Panel Level reduziert Produktionskosten.
 Abb 13: Querschliff eines gesinterten Halbleiters auf Leiterplatte mit optimierten Sinterparametern (3.8MPa, 210s, 200oC) [100]Die Power Halbleiter werden als Bare Die mit den Cu-Leitern auf der Top-Seite gesintert. Das finale Modul ist hergestellt durch simultane Sinterung mit einer Ag-Paste für die elektrischen Kontakte und einem FR4 Prepreg für den mechanischen Support. Weiterentwickelte Sinterpasten erlauben die Reduzierung der Prozesstemperatur (Abb. 13) und des Prozessdruckes. Neue hochtemperaturstabile Harze des Leiterplattenmaterials mit Tg-Werten von ca. 200 °C sichern auch die thermische Performance.
Abb 13: Querschliff eines gesinterten Halbleiters auf Leiterplatte mit optimierten Sinterparametern (3.8MPa, 210s, 200oC) [100]Die Power Halbleiter werden als Bare Die mit den Cu-Leitern auf der Top-Seite gesintert. Das finale Modul ist hergestellt durch simultane Sinterung mit einer Ag-Paste für die elektrischen Kontakte und einem FR4 Prepreg für den mechanischen Support. Weiterentwickelte Sinterpasten erlauben die Reduzierung der Prozesstemperatur (Abb. 13) und des Prozessdruckes. Neue hochtemperaturstabile Harze des Leiterplattenmaterials mit Tg-Werten von ca. 200 °C sichern auch die thermische Performance.
Additive Manufacturing of Power Electronics
In [95] wird die Technologievariante vorgestellt. Plasmaspraying ermöglicht das Beschichten von Materialkombinationen mit der hinterlegten Prozess-Sequenz. Hier liegt eine Variante der Substratmetallisierung für den Sinterprozess vor.
Direct Pressed Die Technology
Die DPD Technologie (direct pressed die technology) ist die Kombination von doppelseitig gesinterten Dies mit einem direkten Drucksystem on Top auf jedem Leistungshalbleiter [26, 80]. Silicon Elastomere besitzen spezielle Eigenschaften wie Hoch- und Tieftemperaturstabilität (-40°C bis 200°C) über eine lange Zeit, exzellentes elektrisches Verhalten sowie eine Durchbruchfeldstärke von 23 kV/mm, CTI Werte von 600 und erfüllen additive Anforderungen an die Kompressionsstabilität bis 200 °C. In [94] ist der prinzipielle Aufbau dargestellt (Abb. 14).
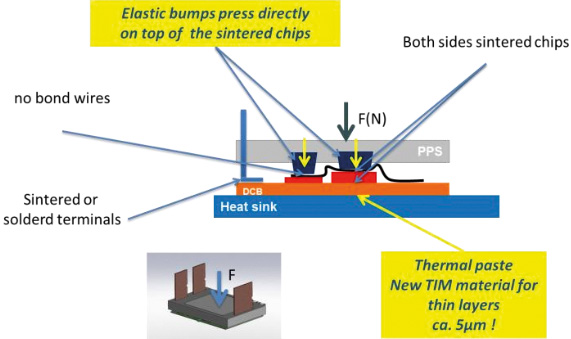 Abb. 14: Prinzipielles Design der DPD Technologie [94]
Abb. 14: Prinzipielles Design der DPD Technologie [94]
Diese Module bestehen aus Substraten, Dies und einem Drucksystem und können multivalent appliziert werden. Diese Technologie kann die Anforderungen an die Leistung und thermische Zyklenstabilität von Leistungsmodulen bis zu den erforderlichen Werten der neuen Applikation erfüllen. Das Konfidenzlevel für die DPD Technologie beträgt 200 000 Powerzyklen mit deltaT = 110K (IEC 60749-34) [94].
Wafer Level 3D Power Integration
Wafer Level3D Power Integration ist ein neuer Pfad in Richtung Power Systeme. Z. B. im EU Projekt ENIAC JU ‚Enhanced Power Pilot Line (EPPL)‘ werden neue Strukturen von Wafer Level Bauelementen entwickelt und untersucht, um in Si Interposer lateral Power Bauelemente zu integrieren. 3D-Integration wird an Bedeutung gewinnen, so wie die Technologie in Smartphones Einzug gehalten hat. 3D-Integration liefert kurze Kontakte mit geringen parasitären Effekten und verbessert die Energieeffizienz durch innovative Lösungen. Die steigenden Anforderungen an die Performance, die Zuverlässigkeit und die Kosteneffektivität von elektrischen Power Systemen können durch die Entwicklung der integrierten Systeme und Module erreicht werden. Basierend auf einer Co-Integration von Halbleiterbauelementen und WBG-Strukturen mit integrationsfähigen Merkmalen können standardisierte Grenzflächen, produktionsfähige Prozesse und die Applikationsbreite erreicht werden. Die hohen Ströme, notwendig für die Applikation, erfordern elektrische Widerstände zwischen den Transistoren und zwar so klein wie möglich. Weiterhin muss die Distanz zwischen dem Treiber und den Power Bauelementen reduziert werden, um die höchste Switching Frequenz zu erreichen. Die globale Architektur von Modulen ist in [20, 21, 74] beschrieben.
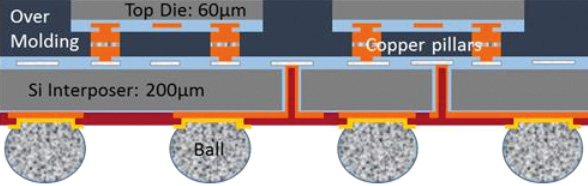 Abb. 15: Schematische Si-Interposer Technologie [30]
Abb. 15: Schematische Si-Interposer Technologie [30]
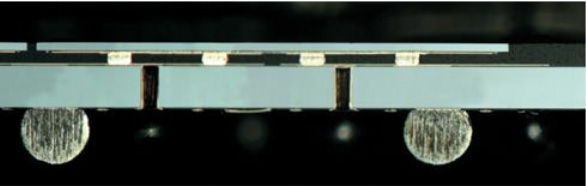 Abb. 16: Querschliff integrierte Modulstruktur [30]
Abb. 16: Querschliff integrierte Modulstruktur [30]
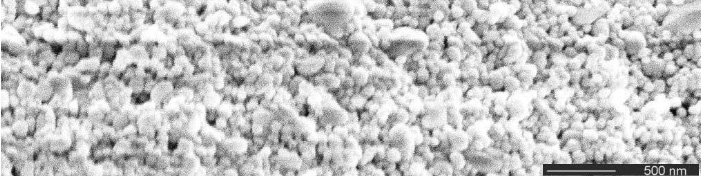 Abb. 17: SEM Abbildung einer Cu-Nanopartikel Schicht nach dem Sinterprozess mit 43 % Porosität [74]
Abb. 17: SEM Abbildung einer Cu-Nanopartikel Schicht nach dem Sinterprozess mit 43 % Porosität [74]
Metallpasten basierend auf Nanopartikeln [74] bieten die Möglichkeit beim Sintern die Temperatur signifikant im Vergleich zu den Bulk-Materialien zu reduzieren [16]. Die Reduktion der Sintertemperatur mit der verringerten Partikelgröße ist mit einer Vergößerung der Oberflächenenergie verbunden. Nano-Cu Pasten bieten den Vorteil der Low-Temperaturprozesse mit der Kombination variabler Chip-Metallisierungen.
Die Wafer Level 3D-Technologie liefert einen wirkungsvollen Pfad für integrierte Power Systeme [83]. Im EU-Projekt EPPL wurden neue Typen von Modulen auf Si-Interposer-Basis entwickelt und untersucht.
Bond Buffer
Die Technologie wird in [22, 23, 27, 38, 39] vorgestellt. Die Top System Technologie [24, 25, 37] ist artverwandt.
Substrate
Die am häufigsten eingesetzten Matarialien sind keramische Werkstoffe Al2O3, AlN, Si3N4, GaN und LTCC (Tabellen 2 und 3). Si3N4 ist für Multilayer-Substrate eingesetzt und kombiniert eine hohe Fracture Thoughness mit hoher thermischer Leitfähigkeit [110]. Die Keramik ist nicht Oxid-basierend und geeignet für Layer Stacks. Der komplette Layer Stack des Substrates wird in einem Brazing Step hergestellt. Si3N4 kann aufgrund des mechanischen Designs die erforderliche Anzahl von thermischen Zyklen überstehen. Weiterhin kann die Durchbiegung reduziert werden, was für den Die Attach besonders wichtig ist. Die Durchbiegung des Substrates ist das Resultat der unterschiedlichen Ausdehnungskoeffizienten der keramischen Schichten und der Kupferschichten. Der Mismatch der CTE-Werte verursacht mechanischen Stress im Substrat [31]. Durch die erforderliche Abkühlperformance und dem Hot Spot Management ist Si3N4 das bevorzugte Konzept für Si3N4-AMB (Active Metal Brazing) [78].
|
Property |
Unit |
Al2O3 |
AlN |
Si3N4 |
|
Thermal Conductivity |
W/(m·K) |
20–30 |
70–250 |
60–90 |
|
Dielectric Strength |
kV/mm |
>12 |
>14 |
>14 |
|
Relative Dielectric Constant at 20 °C |
– |
9–10 |
8–9 |
7–9 |
Tab. 2: Eigenschaften keramischer Substrate [89]
|
Material |
Density (kg/m3) |
CTE (K) |
Thermal Conductivity (W/mK) |
Young´s Modulus (GPa) |
Poisson´s Ratio |
|
GaN |
6100 |
5,6 x 10-6 |
110 |
181 |
0,352 |
|
Ag Paste |
6294 |
19 x 10-6 |
430 |
12,9 |
0,1 |
|
SAC305 |
7400 |
23,5 x 10-6 |
64,2 |
54,2 |
0,35 |
|
Sn Ag Sb Cu |
7300 |
24 x 10-6 |
41,6 |
46,2 |
0,3 |
|
Au |
19 300 |
14 x 10-6 |
320 |
78 |
0,3 |
|
Cu |
8300 |
16,5 x 10-6 |
401 |
110 |
0,34 |
|
Si3N4 |
3270 |
3,2 x 10-6 |
80 |
310 |
0,24 |
Als organische Substrate kommen weiterhing hoch Tg Prepregs zur Anwendung wie in [34, 35] beschrieben. Die generellen Vorteile werden für das PCB-Embedding in [34, 35] diskutiert. Die Glass Transition Temperatur ist ebenfalls essentiell weil der CTE-Wert stark abhängig von dem Temperaturbereich nach dem Tg-Wert ist. Z. B. wurde in [90] ein Harz entwickelt, das einen Tg-Wert von 270 °C hat.
Es sind auch Kombinationen von FR4 und AlN [41], bekannt und Si3N4 Substrate gesintert auf AlSiC Baseplates [47, 49].
IMS-Substrate [55, 56] und Cu Leadframe-Materialien sind darüberhinaus auch als Substrate im Einsatz [58], ebenso wie LTCC als Substratmaterial [59, 60, 78]. Silber-Sintering auf keramischen Carriern ist in der Massenproduktion eingesetzt. Das Sintern auf Standard-Leiterplatten ist eine Nischenanwendung. Hochtemperatur-Multilayer Leiterplatten sind in der Entwicklung beziehungsweise in ersten Applikationen zu sehen [92].
In [34, 92, 93] wird ein Lösungsweg für das PCB-Embedding (Heterogeneous Integration of a Power SiP) vorgestellt (Abb. 18). In [126] ist ein Power System in Package basierend auf IMS Substraten beschrieben.
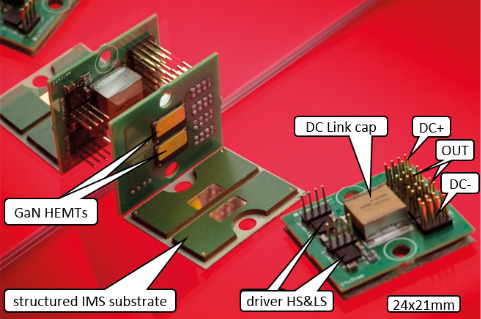 Abb. 18: GaN InPM. PCB Embedded / IMS integrierter Link und Treiber [93]
Abb. 18: GaN InPM. PCB Embedded / IMS integrierter Link und Treiber [93]
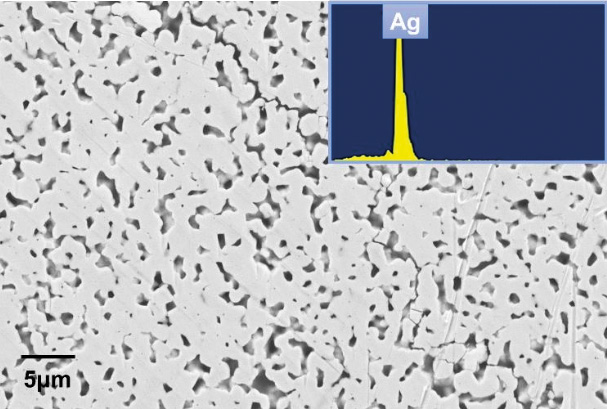 Abb. 19: Querschliff durch eine Organik-freie Ag-Schicht [68
Abb. 19: Querschliff durch eine Organik-freie Ag-Schicht [68
Plasma Coating
Organik-freie Schichten werden durch die PLD Technik (Plasma basierte Beschichtungsmethode) auf Substraten abgeschieden. Die Oberflächen werden mittels Zitronensäure, Aceton und Ethanol gereinigt, um die Verunreinigungen vor der Plasmabeschichtung zu entfernen. Der ultraschnelle Laser ablatiert das Ag-Target und beschichtet das Substrat. Die Dicke der abgeschiedenen Ag-Schicht wird durch den kontrollierten PLD Prozess bestimmt.
Nach dem PLD Prozess wird die Organik-freie Ag-Schicht gesintert und bildet die Struktur wie in Abbildung 19 gezeigt. Im Vergleich mit pastenbasierter Sintertechnik ist die Sinterschicht dichter und besitzt gute Grenzflächeneigenschaften. Die Porosität der gesinterten organikfreien Schichten beträgt rund 16 %. Die geringere Porosität verbessert die elektrische und thermische Leitfähigkeit.
Die Publikation [71] untersucht die Wechselwirkung einer Cu Grenzfläche, hergestellt durch additive Metallisierung, auf Keramiksubstraten durch den Plasmacoat-Prozess und die Verbindungsbildung in einem pressureless Sinterprozess. Diese Methode zeigt das Potential einer Cu-Metallisierung auf Halbleitern, um den Cu-Bondingprozess auf Funktionswerkstoffen zu realisieren [71].
Stacked Ceramics/Modules
Zwei stacked Substrate, AlN basierter Stack auf DCB Substraten und Si3N4 basierter Stack auf AMB Substraten, werden in [102, 103] vorgestellt. Querschliffe dieser Stacks sind in Abbildung 20 dargestellt.
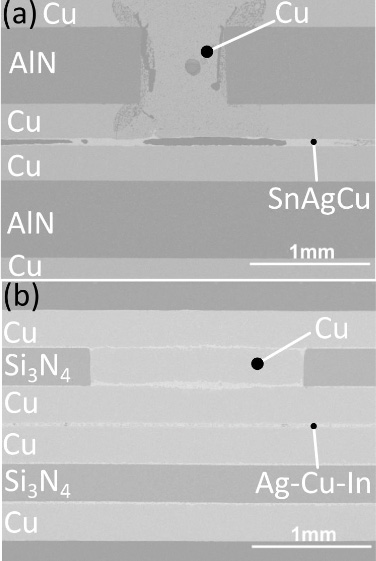 Abb. 20: SEM Abbildungen der beiden Samples a) Sample A, b) Sample B. Die Cu gefüllten Vias sind gleichfalls erkennbar [102]
Abb. 20: SEM Abbildungen der beiden Samples a) Sample A, b) Sample B. Die Cu gefüllten Vias sind gleichfalls erkennbar [102]
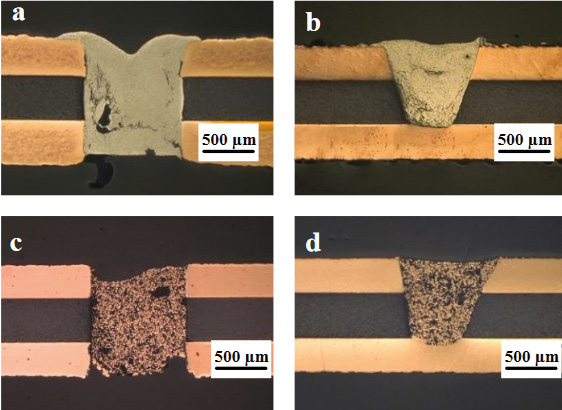 Abb. 21: Querschliffe von Vias in DBC nach dem Dispensen und Sintern a) b) Silberpaste; c) d) Cu-Paste [104]
Abb. 21: Querschliffe von Vias in DBC nach dem Dispensen und Sintern a) b) Silberpaste; c) d) Cu-Paste [104]
Im Falle von Si3N4 basierten stacked AMB Substraten wurde kein Abheben der Cu-Schicht beobachtet. TCT -55/+195 liefert bis 3000 Zyklen stabile Verbindungen. es wurden jedoch Cracks an den Ecken der Keramik erkannt. Die verfahrenstechnischen Möglichkeiten von Vias in DBC werden in [104] charakterisiert.
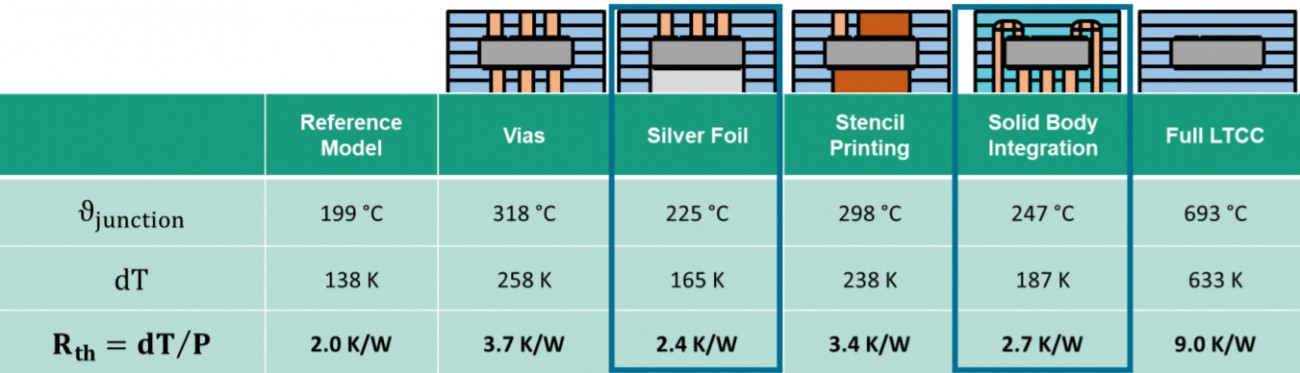 Abb. 22: Technologische Varianten des LTCC embedding bis hin zum Full LTC Package [106]
Abb. 22: Technologische Varianten des LTCC embedding bis hin zum Full LTC Package [106]
In Ergänzung zu den beschriebenen stacked Varianten wird in [106] der materialspezifische Ansatz eines LTCC-embeddings vorgestellt.
Electrochemical Corrosion
Die korrosive Stabilität/Instabilität wird in [105] vorgestellt. Tabelle 4 gibt einen Überblick über die korrosiven Eigenschaften von DCB Aufbauten im Vergleich mit IMS und AMB Substraten und verdeutlicht u. a. die Gefahr der Dendritenbildung, die zum Ausfall der Module führen können.
Power Cycling
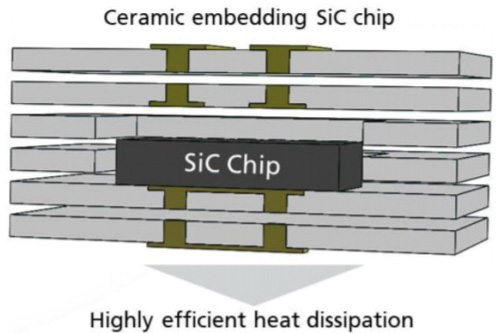 Abb. 23: Full LTCC Package für Junction Temperatuen bis 400 °C [106]Die Leistungsverluste in Power Modulen induzieren vertikale und horizontale Temperaturgradienten in dem Layerstack zwischen dem WBG-Halbleiter und der Kühlung, was mechanischen Stress in den Schichten und der Verbindungsebene generiert [115]. Dieser Stress verursacht Alterungsvorgänge und kumulative Schädigungen und führt zu Fehlern im Leistungsmodul. Hier sind insbesondere die materialspezifischen Unterschiede im CTE-Wert verantwortlich für Lebensdauereinschränkungen in der Applikation. Das würde andersherum bedeuten, das Schichtsysteme mit vergleichbaren CTE-Werten keinen mechanischen Stress unter Funktionsbedingungen generieren. Unter Beachtung der vertikalen und horizontalen Temperaturgradienten wird aber auch hier mechanischer Stress zu erwarten sein. Diese Temperaturgradienten zusammen mit den unterschiedlichen Verlusten als Funktion der Zeit machen es nicht möglich, ein Power Modul ohne Limitierungen in der Lebensdauer zu entwerfen. In Abhängigkeit von der thermo-mechanischen Spannung sind die definierten Operating Conditions ein Baustein der Power Module.
Abb. 23: Full LTCC Package für Junction Temperatuen bis 400 °C [106]Die Leistungsverluste in Power Modulen induzieren vertikale und horizontale Temperaturgradienten in dem Layerstack zwischen dem WBG-Halbleiter und der Kühlung, was mechanischen Stress in den Schichten und der Verbindungsebene generiert [115]. Dieser Stress verursacht Alterungsvorgänge und kumulative Schädigungen und führt zu Fehlern im Leistungsmodul. Hier sind insbesondere die materialspezifischen Unterschiede im CTE-Wert verantwortlich für Lebensdauereinschränkungen in der Applikation. Das würde andersherum bedeuten, das Schichtsysteme mit vergleichbaren CTE-Werten keinen mechanischen Stress unter Funktionsbedingungen generieren. Unter Beachtung der vertikalen und horizontalen Temperaturgradienten wird aber auch hier mechanischer Stress zu erwarten sein. Diese Temperaturgradienten zusammen mit den unterschiedlichen Verlusten als Funktion der Zeit machen es nicht möglich, ein Power Modul ohne Limitierungen in der Lebensdauer zu entwerfen. In Abhängigkeit von der thermo-mechanischen Spannung sind die definierten Operating Conditions ein Baustein der Power Module.
Eine Erweiterung des Temperaturbereiches erfordert einen Anstieg der Lebendauer unter den Bedingungen des thermo-mechanischen Stresses [75]. Aktive Power Zyklentests erlauben die Lebensdauervorhersage von Power Modulen unter thermomechanischem Stress resultierend aus den applikationsspezifischen Beanspruchungen [75]. Abhängig von den Testparametern des Power Cycling, wie Pulsdauer, Leistungslevel, deltaT, ton und toff und Kühlungsbedingungen werden eine Vielzahl von Fehlern und Degradationsmechanismen während der Zyklen wirksam und beeinflussen den thermo-mechanischen Stress vom Halbleiter bis zur Kühlgrenzfläche [77, 101, 115].
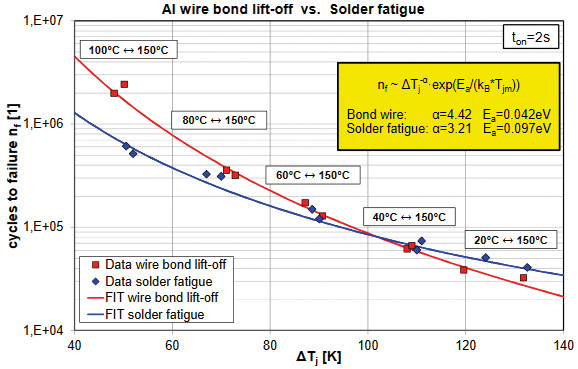 Abb. 24: Einfluss von deltaTjmax und Tm auf die Lotermüdung und Al Drahtbonddegradation [122]Der Fortschritt in der Entwicklung von Lebensdauermodellen für die Interpretation der Limitierung der Lebenszyklen von Power Modulen unter thermo-mechanischem Stress zeigt, dass die komplette Dokumentation der Test-Bedingungen und der berücksichtigten Power Module essentiell für die Entwicklung und den Vergleich der Powerzyklenergebnisse ist.
Abb. 24: Einfluss von deltaTjmax und Tm auf die Lotermüdung und Al Drahtbonddegradation [122]Der Fortschritt in der Entwicklung von Lebensdauermodellen für die Interpretation der Limitierung der Lebenszyklen von Power Modulen unter thermo-mechanischem Stress zeigt, dass die komplette Dokumentation der Test-Bedingungen und der berücksichtigten Power Module essentiell für die Entwicklung und den Vergleich der Powerzyklenergebnisse ist.
Die Methodik des Power Cycling ist in [120, 123, 124], aber insbesondere in [121] und [122, 125] beschrieben. Abbildung 24 zeigt den Einfluss von deltaTjmax und der Temperatur Tm, hier exemplarisch für Lötverbindungen und Al-Drahtbonds. Abbildung 25 zeigt Ergebnisse des Cu-Sinterns im Vergleich mit Pb-haltigen Loten in der Anzahl der Zyklen bis EOL (end of Live). Dargestellt ist die erreichbare Anzahl fehlerfreier Zyklen im Vergleich von Pb-haltigen Loten und der Cu-Sinterverbindung.
In Ergänzung zu Abbildung 25 beschreibt [53] mehr als 1 Million Powerzyklen bei einer Temperaturdifferenz von DTj =110K, bis es zum Bruch der DCB-Grenzfläche zur Sinterverbindung kam, einen Anstieg des thermischen Widerstandes und final zu Fehlern führte [53]. In [114, 125] wird die Kombination des Power Cycling mit der FEM-Methode diskutiert, um die Prognostik mit den experimentellen Ergebnissen zu vergleichen.
|
Substrate technology |
Insulating dielectric material |
Metali-zation |
Coating of the metallization |
Optional dendritic growth and time for different fluids |
||||
|
Tap water |
Deionized water |
Di water with H2SO4 |
Di water with HCI |
|||||
|
1 |
DBC |
AIN |
Cu |
– |
Yes |
Yes |
Yes |
Yes |
|
2 |
DBC |
Al2O3 |
Cu |
– |
Yes |
Yes |
Yes |
Yes |
|
3 |
DBC |
Cu |
Ag |
Yes |
Yes |
Yes |
Yes |
|
|
4 |
DBC |
Al2O3 |
Cu |
Ag |
Yes |
Yes |
Yes |
Yes |
|
5 |
DBC |
Cu |
Au |
No |
No |
Yes |
No |
|
|
6 |
AlSi soldered |
Al2O3 |
Al |
Ni |
No |
No |
No, but surface corrosion |
No, but surface corrosion |
|
7 |
IMS |
Al2O3 filled epoxy |
Cu |
Ag |
Yes |
Yes |
Yes |
Yes |
|
8 |
DBA direct casting |
AlN |
Al |
Ni |
No, but surface corrosion |
No, but surface corrosion |
No, but surface corrosion |
No, but surface corrosion |
|
9 |
AMB CuAgTi solder |
Si3N4 |
Cu |
Ni |
No, but surface corrosion |
No |
Yes |
Yes |
Tab. 4: Power Elektronik Modulträger [DCB, IMS, DBA, AMB) und Korrosionsergebnisse nach Beaufschlagung mit unterschiedlichen Fluids [105]
H3TRB Test
In [73] wird der H3TRB Test mit dem THB [Temperatur, Humidity, Bias) verglichen. Der Vorteil des H3TRB Tests verglichen mit dem THB Test ist die Verwendung höherer Spannungen. Beide Tests promoten Ladungen oder Ionenbewegung, unterstützen die Detektion von Instabilitäten in Abhängigkeit der Prozessvariation oder fehlerhafter Designvarianten. Jedoch werden durch Anwendung höherer Spannungen im H3TRB Test Korrosionsmechanismen beschleunigt durch elektrochemische Mechanismen, die eine dominante Rolle unter Feldbedingungen im Vergleich zu den klassischen Effekten von Ladungen oder Ionenbewegung spielen.
 Abb. 25: Anzahl fehlerfreier Zyklen im Vergleich Pb Lote und Cu-Sintertechnik [125]. Zuverlässigkeit begrenzt durch Drahtbonden und den Anschluss der oberen Elektrode
Abb. 25: Anzahl fehlerfreier Zyklen im Vergleich Pb Lote und Cu-Sintertechnik [125]. Zuverlässigkeit begrenzt durch Drahtbonden und den Anschluss der oberen Elektrode
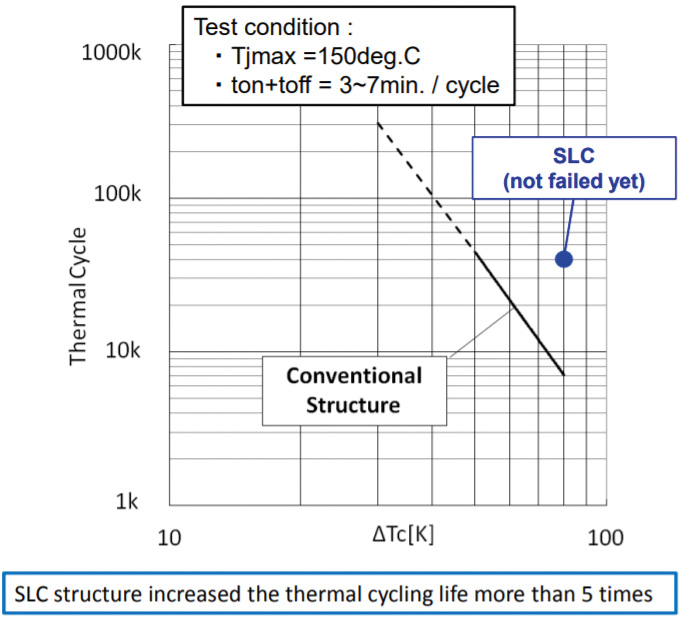 Abb. 26: Thermische Zyklen in Abhängigkeit von delta Tc [127]
Abb. 26: Thermische Zyklen in Abhängigkeit von delta Tc [127]
Unter den Bedingungen hoher elektrischer Felder und ausreichender Luftfeuchte reagieren Ionen auf der Chip-Oberfläche, die elektrochemische Korrosion verursachen können. Weiterhin liefert die Anwendung hoher Testspannungen mehr realistische Lebensdauerabschätzungen. Die Testspannung liegt im Bereich späterer Operating Conditions. In [50] wird der H3TRB Test zur Lebensdauerabschätzung für 30 Jahre verwendet.
Encapsulation
Mold Compounds [36] mit Tg größer als 174 °C werden vorgestellt. In [109] werden Resin-basierende Epoxy-Systeme mit Tg zwischen 180 und 210 °C und CTE-Werten von 16 ppm/K vorgestellt, die insbesondere unter Harsh Environment zum Einsatz kommen. [127] berichtet über Mold Compounds mit Tg größer als Tj bei CTE-Werten von 16 ppm/K und hoher Adhäsionskraft (SLC). Abbildung 26 zeigt die Abhängigkeit der fehlerfreien Anzahl von Power-Zyklen von dem delta Tc. Tieftemperaturen von -70°C werden ohne maßgebliche Degradation erreicht, da die Resin-Basis kein Kritallisationseffekte aufweist [127]. Das Warpage ist näherungsweise vernachlässigbar.
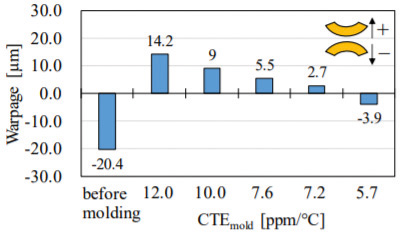 Abb. 27: Ergebnisse Modul Warpage abhängig vom CTE-Wert [86][86] beschreibt Mold Compounds mit höheren Tg- and angepasstem CTE-Werten (Abb. 24) um hohe Zuverlässigkeitswerte [114] zu errreichen. Abbildung 27 zeigt die Abhängigkeit des Warpage vom CTE-Wert des entwickelten Mold Compound. Ein niedriges Warpage-Level ist förderlich, stabile Grenzflächen Chip-Substrat und Mold Compound-Modul zu garantieren und den Widerstand näherungsweise stabil zu halten.
Abb. 27: Ergebnisse Modul Warpage abhängig vom CTE-Wert [86][86] beschreibt Mold Compounds mit höheren Tg- and angepasstem CTE-Werten (Abb. 24) um hohe Zuverlässigkeitswerte [114] zu errreichen. Abbildung 27 zeigt die Abhängigkeit des Warpage vom CTE-Wert des entwickelten Mold Compound. Ein niedriges Warpage-Level ist förderlich, stabile Grenzflächen Chip-Substrat und Mold Compound-Modul zu garantieren und den Widerstand näherungsweise stabil zu halten.
Die Weiterentwicklung keramischer Umhüllmaterialien und -technologien wird in [128, 129] beschrieben (Abb. 28). Der Schwerpunkt liegt in der Anpassung der CTE-Werte zum Minimieren der mechanischen Spannung im Gesamtverbund.
In [129] werden Molding-Materialien als Lösungen für GaN Power Devices beschrieben. Neben dem CTE-Angleich an die CTE-Werte der WBG-Materialien, wird die hohe thermische Stabilität, die hohe thermische Leitfähigkeit und der hohe Korrosionswiderstand hervorgehoben.
FEM for Power Electronics
Der Einsatz der FEM-Modellierung wird u. a. zum Vergleich der experimentellen Ergebnisse des Power Cycle Test mit den Material- und Designabhängigkeit-Modulaufbauten benutzt [57, 82, 85, 107, 114, 117, 119, 125]. Weiterhin dienen die FEM-Ergebnisse der Abschätzung von elastischen und plastischen Deformationen in der Fügeteilebene, hier insbesondere dem Bereich des Die-Attach. In [131] wird hierzu die Void-Ausbildung in Abhängigkeit der Prozessparameter simuliert. Die Abhängigkeit der Temperaturverteilung in Ag-gesinterten Cu-Substraten vom Sinterdruck wird in [132] ermittelt.
 Abb. 28: Schematischer Aufbau eines konventionellen Power Module mit TMC (Thermal Mass Circuit) [128]
Abb. 28: Schematischer Aufbau eines konventionellen Power Module mit TMC (Thermal Mass Circuit) [128]
Die neuen Fehlermechanismen ereignen sich in Abhängigkeit der mechanischen Materialcharakteristik wie der E-Modul, der CTE-Wert und die Geometrie aller Komponenten im Modulverbund. Weiterhin lassen sich die üblichen Verformungen des Dies und der Substrate ermitteln, die für einen sicheren lateralen Verbund unumgänglich sind. Gerade die Warpage-Ergebnisse sind hier Bestandteil der thermisch abhängigen Stabilitäten/Instabilitäten im Modulverbund.
 Abb. 29: Out-of-Plane Deformation eines gesinterten IGBT bei 25 °C und 250 °C [84]Abbildung 29 zeigt die Warpageergebnisse eines IGBT bei RT und bei 250 °C. Auffallend ist der Übergang von der konvexen in die konkave Verformung, die erstens den Die-Attach bei höheren Temperaturen zu Grenzflächeninstabilitäten führt und zweitens eine Bruchgefahr des Halbleiter darstellt. Die Energiedichten, die u. a. bei der FE-Analyse bestimmt werden, dienen der Abschätzung der Fracture Thoughness als Bruchindikator in den Materialien und den Grenzflächen.
Abb. 29: Out-of-Plane Deformation eines gesinterten IGBT bei 25 °C und 250 °C [84]Abbildung 29 zeigt die Warpageergebnisse eines IGBT bei RT und bei 250 °C. Auffallend ist der Übergang von der konvexen in die konkave Verformung, die erstens den Die-Attach bei höheren Temperaturen zu Grenzflächeninstabilitäten führt und zweitens eine Bruchgefahr des Halbleiter darstellt. Die Energiedichten, die u. a. bei der FE-Analyse bestimmt werden, dienen der Abschätzung der Fracture Thoughness als Bruchindikator in den Materialien und den Grenzflächen.
Tests Sinter Interconnects
In Teil 1 sind die international applizierten Temperaturwechseltests aufgeführt. Temperaturwechsel z. B. zwischen -40/+250 °C zeigen die Bedeutung der Entwicklung von Funktionswerkstoffen auf.
Industry Standard Tests-Reliability
Bisher sind Standards zum Zuverlässigkeitstest nicht vorhanden, aber dringend notwendig, um die Ergebnisse passiver (Temperaturzyklentest) und aktiver (Power Zykeltest) Zyklentests vergleichen zu können. Ein Vorschlag zur Standardisierung wurde in [130] vorgestellt und dient der thermischen Charakterisierung des Rth-Wertes im Modulverbund (Abb. 30). Ein SIC Mikroheizerchip wurde entwickelt.
Die vorgeschlagenen Messbedingungen definieren die Zuverlässigkeit, die Reproduzierbarkeit und haben eine hohe Auflösung. Die vorgeschlagene Methode hat eine Standardabweichung von 0,01K/W.
 Abb. 30: Experimentelle Konfiguration zur Ermittlung des Rth-Wertes [130]
Abb. 30: Experimentelle Konfiguration zur Ermittlung des Rth-Wertes [130]
Zusammenfassung
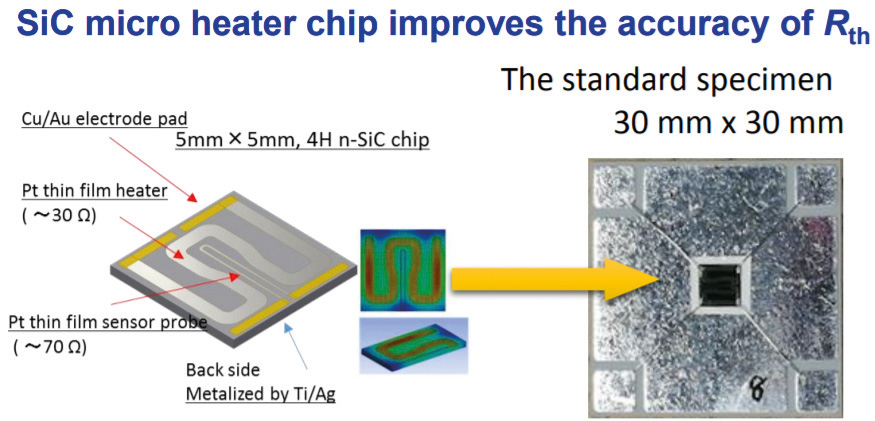 Abb. 31: SiC Mikroheizer verbessert die Genauigkeit des Rth-Wertes [130] In dem zweiteiligen Artikel ,Sintertechnologie – Ein Überblick‘ wird versucht, die technologischen Merkmale der Sintertechnologie aus der Sicht der Literatur aufzuarbeiten, um hier den Trend der applikativen Merkmale zu erfassen und zu beschreiben. Sichtbar wird die Bandbreite der Einflussgrößen und der Variablen um die höchstmögliche Zuverlässigkeit der Hochtemperatur-geeigneten Verbindungen zu gewährleisten. Neben der Ag-Sintertechnolgie wird die Cu-Sintertechnologie als applikativ gleichwertig beschrieben und gewährleistet im Falle der Cu-Sintertechnologie auch einen edelmetallfreien Verbindungsprozess.
Abb. 31: SiC Mikroheizer verbessert die Genauigkeit des Rth-Wertes [130] In dem zweiteiligen Artikel ,Sintertechnologie – Ein Überblick‘ wird versucht, die technologischen Merkmale der Sintertechnologie aus der Sicht der Literatur aufzuarbeiten, um hier den Trend der applikativen Merkmale zu erfassen und zu beschreiben. Sichtbar wird die Bandbreite der Einflussgrößen und der Variablen um die höchstmögliche Zuverlässigkeit der Hochtemperatur-geeigneten Verbindungen zu gewährleisten. Neben der Ag-Sintertechnolgie wird die Cu-Sintertechnologie als applikativ gleichwertig beschrieben und gewährleistet im Falle der Cu-Sintertechnologie auch einen edelmetallfreien Verbindungsprozess.
Literatur
[1] Hutzler, A.: Improvement of Power Module Systems Solders by Directional Solidification, CIPS, 2018
[2] Albrecht; Busse; Dahlbüdding: Sintertechnologie – Ein Überblick, Teil1, Zeitschrift PLUS, 2020
[3] De Monchy: New Sintering Form Factors for Next Generation Power Modules, ECPE, 2019
[4] von Ribbeck: Laserbonding: The perfect connection, ECPE, 2019
[5] Schmitt: Pressureless sintering of large dies by infrared radiation, CIPS, 2018
[6] Guo-Quan Lu: Advanced Die-attach by Metal-powder Sintering: The Science and Practice, CIPS, 2018
[7] Hinrich: Reliability of Sintered Die Top Systems in Power Cycling Tests, ECPE, 2019
[8] Nakako: Sintered Cu bonding pastes and their bonding reliabilities, ECPE, 2019
[9] Feißt: Power Chip Interconnections Based on TLP and Sintering of CTE-Matched Conductors, CIPS, 2018
[10] Steenmann: TLPB Improves Solder Connections by On Chip Creation of Intermetallic Phase Precursors, EMPC, 2019
[11] Aasmundtveit: High-energy X-ray Tomography for 3D Void Characterization in Au[Sn Solid-Liquid Interdiffusion (SLID) Bonds, EMPC, 2019
[12] Huebner, S.; Penka, B.; Barchmann, M.; Eigner, W.; Gruber, M.; Nobis, et al.: Microcontacts with sub-30 µm pitch for 3D chip-on-chip integration, Microelectronic Engineering, vol. 83, Nov-Dec 2006, 2155–2162
[13] Luu, T.T.; Duan, A.; Aasmundtveit, K.E.; Hoivik, N.: Optimized Cu-Sn waferlevel bonding using intermetallic phase characterization, Journal of Electronic Materials, vol. 42, 2013, 3582–3592
[14] Honrao, C.; Huang, T.C.; Kobayashi, M.; Smet, V.; Raj, P.M.; Tummala, R.: Accelerated SLID bonding using thin multi-layer copper-solder stack for finepitch interconnections, in 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), 2014, 1160–1165
[15] Tollefsen, T.A.; Larsson, A.; Lovvik, O.M.; Aasmundtveit, K.: Au-Sn SLID Bonding-Properties and Possibilities, Metallurgical and Materials Transactions B-Process Metallurgy and Materials Processing Science, vol. 43, Apr 2012, 397–405
[16] Johnson, R.; Wang, C.Q.; Liu, Y.; Scofield, J.D.: Power Device Packaging Technologies for Extreme Environments, IEEE Transactions on Electronics Packaging Manufacturing, vol. 30, 2007, 182–193
[17] Rautiainen, A.; Xu, H.B.; Osterlund, E.; Li, J.; Vuorinen, V.; Paulasto-Krockel, M.: Microstructural Characterization and Mechanical Performance of Wafer-Level SLID Bonded Au-Sn and Cu-Sn Seal Rings for MEMS Encapsulation, Journal of Electronic Materials, vol. 44, pp. Nov 2015, 4533– 4548
[18] Aasmundtveit,K.E.; Luu, T.T.; Nguyen, H.-V.; Larsson, A.; Tollefsen, T.A.: Intermetallic Bonding for HighTemperature Microelectronics and Microsystems: Solid-Liquid Interdiffusion Bonding, in Intermetallic Compounds – Formation and Applications, M. Aliofkhazraei, Ed., ed Open Access: Intech Open, 2018
[19] Status of the Power Electronics Industry 2015 reporting on power eletronics market by IHS Yole Développement, www.IHS.com
[20] [3] Charbonnier J. et al.: 3D integration for power MOS H bridge power application, Chip Scale Review, Vol. 20, No. 4 (2016), 30–33
[21] Charbonnier J. et al.: Silicon 3D integration for small power devices, in Electronic SystemIntegration Technology Conference (ESTC), 2016 IEEE 6th, Grenoble, 13–15 Sept. 2016
[22] Rudzki: Evolution of Sinter Paste, ECPE, 2019
[23] Streibel: Reliability of SiC MOSFET with Danfoss Bond Buffer Technology in Automotive Traction Power Modules, PCIM, 2019
[24] Miric: Heraeus and the challenge of new packaging solution for power modules, ECPE Workshop, 2019
[25] Abibe: Danfoss Silicon Power Novel Die Top Connections using Cu Wires and Ribbons, ECPE, 2019
[26] Scheuermann: Basic Interconnections, ECPE Workshop, 2019
[27] Guth: New packaging technologies for power electronic modules, ECPE Workshop, 2029
[28] Kuziora: Bi Behaviour in Au–(In–Bi) SLID Bonding, ESTC, 2020
[29] Ko; Chen: Low temperature bonding technology for 3D integration, Microelectron. Reliab., vol. 52, no. 2, 2012, 302– 311
[30] Charbonnier: Towards Wafer Level 3D Power Integration, CIPS, 2018
[31] Welker: On the Thermal Performance of Si3N4-Based Ceramic Multilayer Substrates, PCIM, 2019
[32] Yasui: A 3.3 kV 1000 A High Power Density SiC Power Module with Sintered Copper Die Attach Technology, PCIM, 2019
[33] Polezhaev Development of a novel 600V[50A power package with semiconductor chips sandwiched between PCB substrates using double-side Ag-sintering, PCIM, 2019
[34] Ostmann: Power modules with embedded components,” European Microelectronics and Packaging Conference, EMPC, 2013
[35] Kearney: PCB embedded power electronics for low volt-age applications, International Conference on Integrated Power Systems, CIPS, 2016
[36] Otto: Investigating the mold compounds influence on power cycling lifetime of discrete power devices, PCIM, 2019
[37] Hinrich: Failure Mechanisms of Sintered Die Top Systems under Power Cycling Tests, PCIM, 2019
[38] Streibel: Reliability of SiC MOSFET with Danfoss Bond Buffer Technology in Automotive Traction Power Modules, PCIM, 2019
[39] Becker: FEM based enhancement of system lifetime by improvement of the die top connection of power electronic semiconductors, Nuremberg, CIPS, 2018
[40] Nakako: Relationship Between Bonding Properties and Porosity of Sintered Cu Bonding, PCIM, 2019
[41] Dechant: Performance of a GaN Half Bridge Switching Cell with Substrate Integrated Chips, PCIM, 2019
[42] Yamauchi: The characteristics of Sintered Copper Layer by Pressure Sintering Process for Power Module Application, PCIM, 2019
[43] Müller: Selective Silver Sintering on Organic-Based Circuit Boards, PCIM, 2019
[44] Watanabe: Stable Microstructure and Mechanical Properties of Pressureless Sintered Silver at a Temperature of 250 ºC, PCIM, 2019
[45] Takata: Sintering Cu Paste on Cu Plates with Different Metallization, PCIM, 2019
[46] Gao: Highly Reliable Package using Cu Particles Sinter Paste for Next Generation Power Devices, PCIM, 2019
[47] Mohn: Reliable interconnection technologies for high-temperature operation of SiC MOSFETs, PCIM, 2017
[48] Nakako: Sintering Copper Die-Bonding Paste Curable Under Pressureless Conditions, PCIM, 2017
[49] Miyazaki: Development of thermal fatigue-tolerant active metal brazing substrates using highly-thermal conductive silicon nitrides with high toughness, PCIM, 2017
[50] Kitajima: Lifetime estimation model of HVIGBT considering humidity, PCIM, 2017
[51] Favre: A double side cooled Electronic Power Module, PCIM, 2017
[52] Zhou: A Novel SiC Power Module with 3D Integration, PCIM, 2017
[53] Schmidt: Power Cycle Testing of Sintered SiC-MOSFETs, PCIM, 2017
[54] Watanabe: Material Design and Process Conditions of Pressureless Sintered Silver for 200/-40 ºC Thermal Cycling Reliability, PCIM, 2017
[55] Zacharias: Performance Comparison of fast Silicon and Silicon Carbide Devices used with conventional PCBs and embedded into PCBs, PCIM, 2017
[56] Hinze: Aufbau- und Verbindungstechnik für PV-Wechselrichter, Master Thesis, Universität Kassel, 2013
[57] Varley: Thermo-Mechanical Optimisation of Press-Pack IGBT Packaging Using Finite Element Method Simulation, PCIM, 2017
[58] Bicakzi: Thermo-Mechanical Optimisation of Press-Pack IGBT Packaging Using Finite Element Method Simulation, ECPE Workshop, 2019
[59] Bartsch; LTCC as substrate – enabling semiconductor and packaging integration, EMPC, 2019
[60] Sebastian: Low loss dielectric matarials for LTCC applications: A review, International Materials Review, Vol. 53, 2013
[61] Inoue: Design of Interfacial Chemistry for Inducing Low Temperature Sintering of Silver Micro-fillers within Epoxy-based Binders, EMPC, 2019
[62] Aasmundtveit: High-energy X-ray Tomography for 3D Void Characterization in AucSn Solid-Liquid Interdiffusion (SLID) Bonds, EMPC, 2019
[63] Bhogaraju: Hybrid Cu particel paste with surface modified particles for high temeperature packaging, EMPC, 2019
[64] Stenzel: Characterization of alternative sinter materials fot power electronics, EMPC, 2019
[65] Nishikawa: Effect of bonding temperature on shear strength of joints using micro-sized Ag particles for high temperature packaging technology, EMPC, 2019
[66] Reinhardt: PrintPOWER – Paste systems for multifunctional copper power modules, EMPC, 2019
[67] Gökdeniz: Behaviour of Silver-Sintered Joints by Cyclic Mechanical Loading and Influence of Temperature, EMPC, 2019
[68] Liu: High temperature wireless packaging of SiC power device by organic-free die-attach material sintering, PCIM, 2019
[69] Schwarzer: Investigation of pressureless sinterd interconnections on plasma based additive copper metallization foe 3-dimensional ceramic substrates in high temperature applications, ECPM, 2019
[70] Herman: Plasma-Sprayed Coatings, Scientific American, vol. 259, no. 3, 1988, 112u117, JSTOR
[71] Hensel: Investigations of Silver Sintered Interconnections 3- Dimensional Ceramics with Plasma Based Additive Copper Metallizations, 20th IEEE Electronics Packaging Technology Conference, EPTC, 4.12.2018
[72] Wargulski: Paving the way for the replacement of solder interconnections in power electronics by silver-sinter using pulsed infrared thermography, ECPM, 2019
[73] Kolbinger: An approach for failure prediction in H3TRB-tests, ECPM, 2019
[74] Damian: Low Temperature Wafer Bonding Based on Copper Nanoparticle Sintering for 3D Interconnect Fabrication, CICT, 2020
[75] Scheuermann: Limitation of Power Module Lifetime Derived from Active Power Cycling Tests, CIPS, 2018
[76] Müter: Simulation of the Thermal Transient Behaviour of Silicon Carbide Modules Using Liquid Convection Cooling, CIPS, 2018
[77] Bayer: Interpretation of Power Cycling Data derived from transient Cooling Curves, CIPS, 2018
[78] Rittner: Innovative Reliable Nitride based Power Devices and Applications – The EU Public Funded Project InRel-NPower, CIPS, 2018
[79] Reiner: PCB-Embedding for GaN-on-Si Power Devices and ICs, CIPS, 2018
[80] Göbl: Direct Pressed Die (DPD) Technology – a Novel Packaging Solution for Power Modules, CIPS, 2018
[81] Schnur: Design and Fabrication of PCB Embedded Power Module with Integrated Heat Exchanger for Dielectric Coolant, CIPS, 2018
[82] Becker: FEM based enhancement of system lifetime by improvement of the die top connection of power electronic semiconductors, CIPS, 2018
[83] Charbonnier: Towards Wafer Level 3D Power Integration, CIPS, 2018
[84] Naumann: Thermo-mechanical stress and deformation behavior of joined semiconductor devices using different die attach technologies, CIPS, 2018
[85] Dudek: Combined experimental- and FEstudies on sinter-Ag behaviour and effects on IGBTmodule reliability, 15th International Conference on Thermal, Mechanical and Mulit-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Ghent, 2014, 1–9, doi: 10.1109[EuroSimE.2014.6813870
[86] Mitamura: A transfer-molded high temperature SiC power module withstanding up to 250 °C, CIPS, 2018
[87] Makiire: Thermal Characteristic Evaluation and Transient Thermal Analysis of Next-generation SiC Power Module at 250 °C, CIPS, 2018
[88] Takemasa: Die-bonding performance of micron Ag particle paste for high power devices, CIPS, 2018
[89] Abe: Dielectric Properties and Partial Discharge Inception Voltage of Aluminum Nitride Insulating Substrate at High Temperatures, CIPS, 2018
[90] Mitamura: A transfer-molded high temperature SiC power module withstanding up to 250 °C, CIPS, 2018
[91] Kim : GaN micro-heater chip for power cycling of die attach modules with Ag sinter joint and high temperature solder, PCIM, 2019
[92] Aschenbrenner: Heterogeneous Integration to Enable Future Smart Systems, ESTC, 2020
[93] Klein: Power module design for utilizing of WBG switching performance, PCIM, 2019
[94] Göbl: Direct Pressed Die (DPD) Technology – a Novel Packaging Solution for Power Modules, CIPS, 2018#
[95] Stoll: Additive Manufacturing for Power Electronics Substrate Technologies, ECPE, 2019
[96] Schnur: Design and Fabrication of PCB Embedded Power Module with Integrated Heat Exchanger for Dielectric Coolant, CIPS, 2018
[97] Schweizer Electronic: 60 % Performance Increase by Power Mosfet Embedding, ECPE, 2019
[98] Polezhaev: Development of a novel 600V/50A power package with semiconductor chips sandwiched between PCB substrates using double-side Ag-sintering, PCIM, 2019
[99] Dechant: Performance of a GaN Half Bridge Switching Cell with Substrate Integrated Chips, PCIM, 2019
[100] Müller : Selective Silver Sintering on Organic-Based Circuit Boards, PCIM, 2019
[101] Scheuermann: Limitation of Power Module Lifetime Derived from Active Power Cycling Tests, CIPS, 2018
[102] Mouawad: On the reliability of stacked metallized ceramic substrates under thermal cycling, CIPS, 2018
[103] Miyazakia: Effect of high temperature cycling on both crack formation in ceramics and delamination of copper layers in silicon nitride active metal brazing substrates, Ceram. Int., vol. 43, 2017, 5080–5088
[104] Bach: Vias in DBC Substrates for Embedded Power Modules, CIPS, 2018
[105] Bayer: Electrochemical Corrosion on Ceramic Substrates for PowerElectronics – Causes, Phenomenological Description, and Outlook, CIPS, 2018
[106] Bayer: LTCC Embedding of SiC Power Devices for High Temperature Applications over 400 °C, ESTC, 2020
[107] Dudek: FE Analyses and Power Cycling Tests on the Thermo-Mechanical Performance of Silver Sintered Power Semiconductors with Different Interconnection Technologies, ITherm, 2017
[108] Satoh: Cu-Zn Alloy Bonding Using Cu Nanoparticles and Zn Powder for Packaging of Semiconductore Power Devices, Mate, 2020
[109] Kaji: Development of Encapsulation Technology of Epoxy Resin for High Temperature operating Power Modules, Mate, 2020
[110] Welker: On the Thermal Performance of Si3N4-Based Ceramic Multilayer Substrates, PCIM, 2019
[111] Yasui: A 3.3 kV 1000 A High Power Density SiC Power Module with Sintered Copper Die Attach Technology, PCIM, 2019
[112] Polezhaev: Development of a novel 600V[50A power package with semiconductor chips sandwiched between PCB substrates using double-side Ag-sintering, PCIM, 2019
[113] Otto,.: Investigating the mold compounds influence on power cycling lifetime of discrete power devices, PCIM, 2019
[114] Hinrich: Failure Mechanisms of Sintered Die Top Systems under Power Cycling Tests, PCIM, 2019
[115] Junghaenel: Investigation on Isolated Failure Mechanisms in Active Power Cycle Testing, PCIM, 2015
[116] Ruzki: Power Modules with Increased Power Density and Reliability Using Cu Wire Bonds on Sintered Metal Buffer Layers, CIPS, 2014
[117] Dudek: Combined experimental- and FEstudies on sinter-Ag behaviour and effects on IGBT-module reliability, EuroSimE ,2014
[118] Naumann: Thermo-mechanical stress and deformation behavior of joined semiconductor devices using different die attach technologies, CIPS, 2018
[119] Becker: FEM based enhancement of system lifetime by improvement of the die top connection of power electronic semiconductors, CIPS, 2018
[120] Dai: Power cycling reliability of time-reduced sintering for attaching SiC diodes using nanosilver film, CIPS, 2018
[121] Luo: [115] Dai: Power cycling reliability of time-reduced sintering for attaching SiC diodes using nanosilver film, CIPS 2018
[122] Scheuermann: Limitation of Power Module Lifetime Derived from Active Power Cycling Tests, CIPS, 2018
[123] Hinrich: Reliability of Sintered Die Top Systems in Power Cycling Tests, ECPE, 2019
[124] Kim: GaN micro-heater chip for power cycling of die attach modules with Ag sinter joint and high temperature solder, PCIM, 2019
[125] Lutz: Power Cycling of Packages with SiC Devices, ECPE Workshop, 13.1.2020
[126] Welker: Power System in Package based on Multilayer Ceramic Substates, ECPE Workshop, 9.10.2019
[127] Idaka: New developments in resin encapsulated power module, ECPE Workshop, 10.10.2019
[128] Behrendt: New thermal designs of power moduls with inorganic encapsulation, ECPE Workshop, 10.10.2019
[129] Yu: Ceramic embedding as packaging solution for future power electronic application, ECPE Workshop, 10.10.2019
[130] Wakasugi: Thermal property evaluation of next-generation power modules, ESTC, 2020
[131] Carisey: Low temperature fine pitch vertical wafer level interconnection using copper nanoparticles, CITC, 2020
[132] Zhang: Investigation of Pressure Assisted Nanosilver Sintering Process for Application in PowerElectronics, CITC, 2020









