Grundlagen und Verfahrensübersicht
Strahlspanen oder auch Strahlen ist ein seit rund 150 Jahren bekanntes Fertigungsverfahren der Hauptgruppe „Trennen“ [1] und dort der Gruppe „Spanen mit geometrisch unbestimmten Schneiden“ zugeordnet, weil das für entsprechende Anwendungen kantige Strahlmittel keine bestimmten Kantenwinkel aufweist. Strahlen mit kugelförmigem Strahlmittel, bei dem kein spanender Abtrag erwünscht ist, sondern z. B. eine Verfestigung der Oberfläche, gehört in die Hauptgruppe „Umformen“ und wird dort als „Umformstrahlen“ mit der Ordnungsnummer 2.1.6 bzw. in der Hauptgruppe „Stoffeigenschaftändern“ als „Verfestigungsstrahlen“ mit der Ordnungsnummer 6.1.1 eingestuft. Für viele Anwendungen wird das Verfahren intuitiv eingesetzt und nur für eine kontinuierliche Produktion, wie z. B. beim Gussputzen oder für eine vergleichbare Serienbearbeitung, wird es genauer untersucht und auf die Aufgabe abgestimmt.
![Abb. 1: Unterteilung von Varianten des Strahlens nach dem Strahlzweck (nach [5])](/images/stories/Abo-2020-09/Bild-1_mit_hinter_korr.jpg "Abb. 1: Unterteilung von Varianten des Strahlens nach dem Strahlzweck (nach [5])") Abb. 1: Unterteilung von Varianten des Strahlens nach dem Strahlzweck (nach [5])
Abb. 1: Unterteilung von Varianten des Strahlens nach dem Strahlzweck (nach [5])
Bis zum Jahr 2008 existierte die DIN 8200 aus dem Jahr 1982, in der das Verfahren beschrieben war. Dann wurde die Norm ersatzlos zurückgezogen. Heute gibt es vor allem für die „Vorbereitung von Stahloberflächen vor dem Auftragen von Beschichtungsstoffen“ die Normenreihe DIN EN ISO 8501 bis 8504 sowie die Reihe DIN EN ISO 11124 bis 11127, jeweils mit mehreren Teilen, die vor allem genaue Beschreibungen der Strahlmittel und Verfahren zum Prüfen der Strahlmittel beinhalten. Darüber hinaus gibt es noch einzelne Normen für spezielle Zwecke wie z. B. die DIN EN 4637 und 4638 oder die DIN 65468, jeweils für die Luft- und Raumfahrt. Allgemeine und relativ ausführliche Beschreibungen des Verfahrens finden sich bereits in mehreren älteren Quellen [1–3] bzw. speziell zum Verfestigungsstrahlen (Shot-Peening) sehr ausführlich in [4].
Strahlen ist ein sehr vielseitiges Fertigungsverfahren und die wichtigsten Bearbeitungsziele wurden bereits in [5] schematisch aufgeführt (Abb. 1). Dabei wird jedoch nicht zwischen den verschiedenen Strahlmittelarten und auch nicht nach den Strahlanlagen unterschieden, obwohl sich diese in der Regel deutlich unterscheiden. So wird z. B. Gussputzen (Putzstrahlen) fast immer mit Schleuderradanlagen durchgeführt, während sich für das Oberflächenveredelungsstrahlen eher Druckluftstrahlanlagen eignen.
Eine weitere Klassifizierung der Verfahrensgruppe unterscheidet zwischen den verschiedenen Strahlmitteln (Abb. 2). Die mengenmäßig am häufigsten eingesetzten Strahlmittel sind die eisenmetallischen, die vor allem zum Gussputzen mit Schleuderradanlagen verwendet werden. Für nichteisenmetallische Werkstücke kommen Strahlmittel aus entsprechenden Werkstoffen zum Einsatz.
![Abb. 2: Einteilung der Strahlmittel (nach [2])](/images/stories/Abo-2020-09/Bild-2_korr.jpg "Abb. 2: Einteilung der Strahlmittel (nach [2])") Abb. 2: Einteilung der Strahlmittel (nach [2])
Abb. 2: Einteilung der Strahlmittel (nach [2])
Die mineralischen Strahlmittel in feinen Körnungen eignen sich vor allem für jede Art von Druckluftstrahlanlagen. Dabei dürfen wegen Silikosegefahr die natürlichen Sande nur noch in Ausnahmefällen eigesetzt werden und besonders für Anwendungen wie Abtragen, Aufrauen oder Mattieren passen Korund, Schlacken oder Glas sehr gut. Die organischen, natürlichen Strahlmittel werden für die besonders schonende Bearbeitung beim leichten Entgraten eingesetzt und die Kunststoffgranulate ebenfalls
für Entgratarbeiten an Duroplasten oder tiefgekühlten Elastomeren.
Bei den Strahlanlagen werden fünf verschiedene Typen unterschieden (Abb. 3), für die sich jeweils einige der beschriebenen Strahlmittel mehr oder weniger eignen und die sich neben der Stärke der Strahlwirkung auch durch den üblichen Automatisierungsgrad einteilen lassen. So dienen Schleuderradanlagen in vielen Fällen zum Gussputzen im vollautomatischen Betrieb, während Trocken-Druckluftstrahlanlagen mit den feinkörnigen mineralischen Strahlmitteln mehr oder weniger automatisiert für kleine bis mittlere Serien vorgezogen werden. Am häufigsten sind Saugstrahlanlagen, die jedoch eine geringere Strahlwirkung haben als Druckstrahlanlagen. Nassstrahlanlagen werden vor allem für feine Reinigungsarbeiten eingesetzt, bei denen am Werkstück möglichst wenig abgetragen werden soll. Für die in diesem Bericht beschriebenen Arbeiten wurde eine Injektorsaugstrahlanlage RA24 der Fa. Lortz Strahlmaschinen GmbH verwendet.
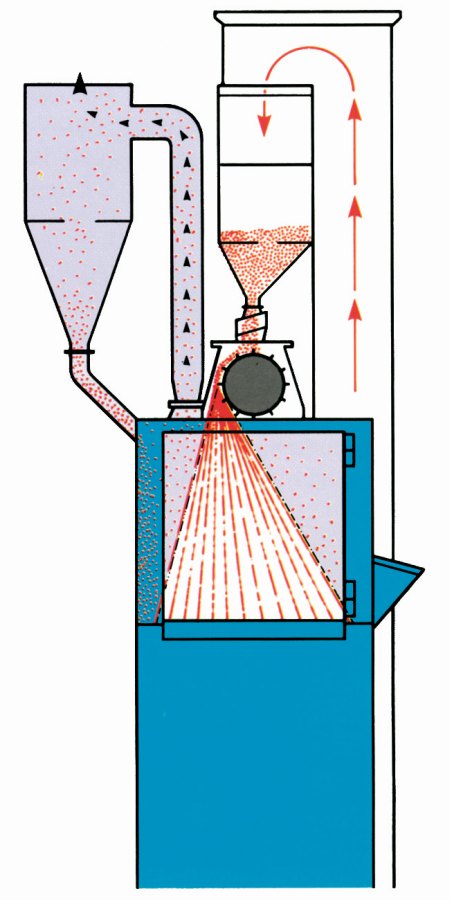
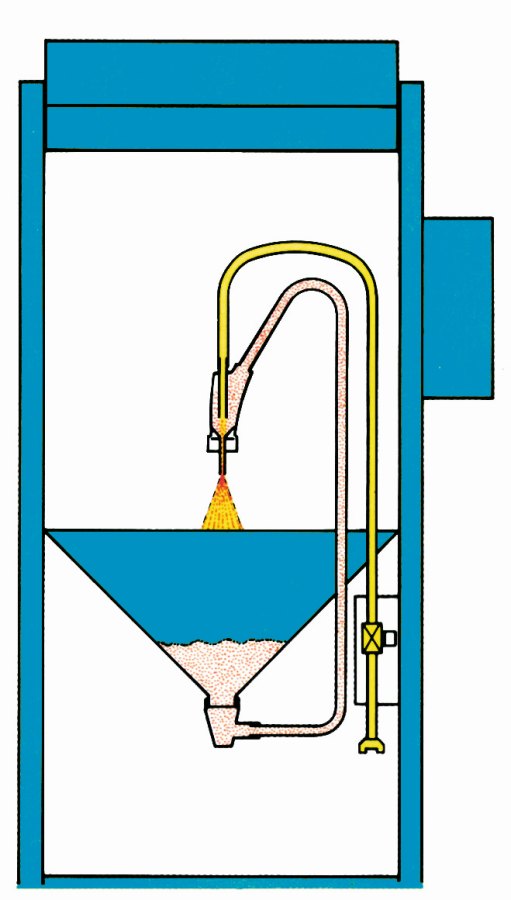
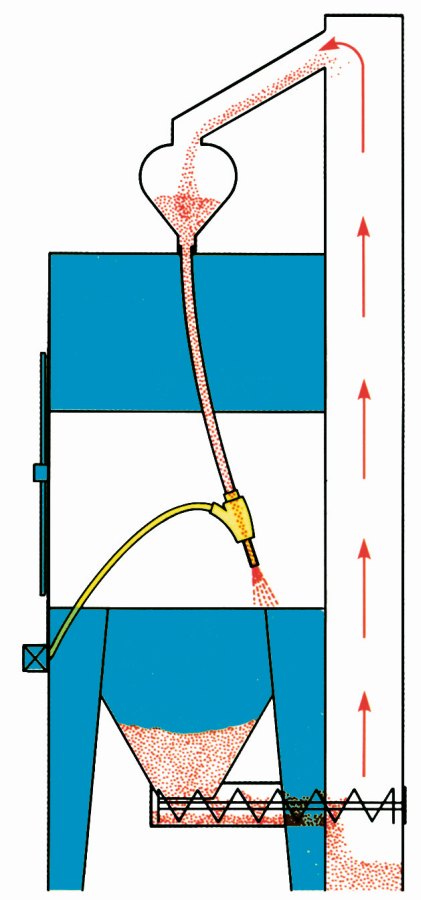
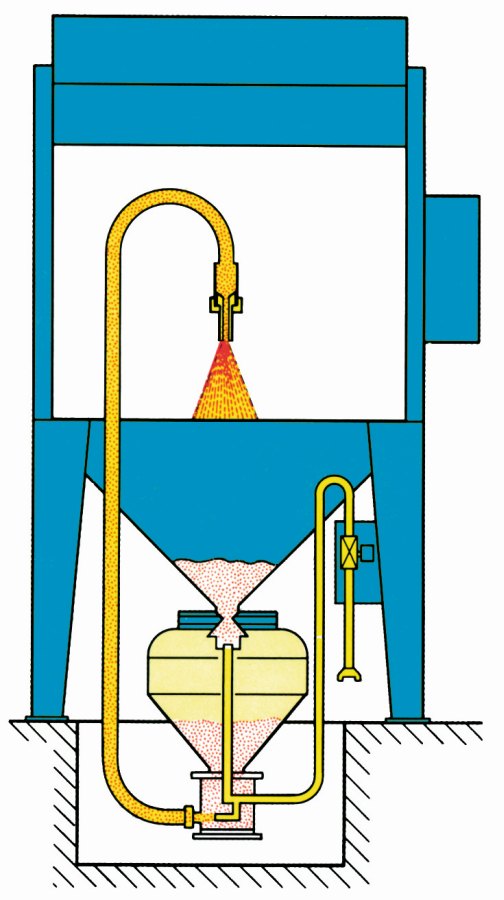
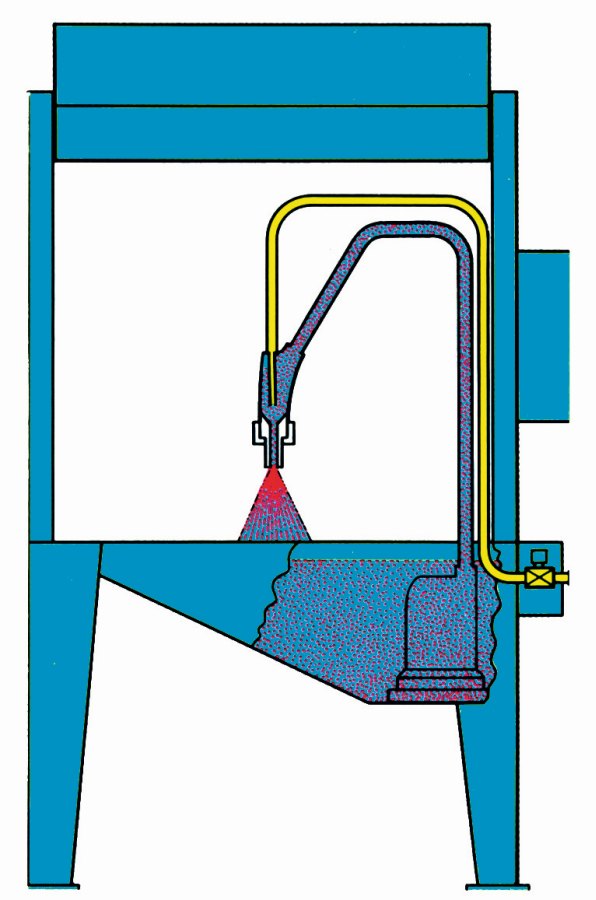
Abb. 3: Typen von Strahlanlagen von links nach rechts: Schleuderradanlage, Injektorsaugstrahlanlage, Injektorsaugstrahlanlage mit Schwerkraftzuführung des Strahlmittels, Druckstrahlanlage, Nassstrahl- oder Strahlläppanlage (Werkbilder Paul Auer GmbH, Mannheim)
Untersuchte Strahlmittel
Für die erwähnte Strahlanlage stehen folgende Strahlmittel zur Verfügung (kursiv gedruckt sind Strahlmittel, die sich für die vorhandene Strahlanlage nicht eignen und die für diesen Bericht nicht untersucht wurden):
- Stahlguss rund in Korngrößen von 0,4–0,8 mm und 1,6–2,24 mm
- Hartguss kantig in Korngrößen von 0,4–0,8 mm und 0–80 µm
- Edelkorund Körnung F36 425–600 µm, F80 150–212 µm, F150 63–106 µm, F230 34–82 µm und F600 3–19 µm
- Siliziumcarbid in Korngrößen von 150–212 µm
- Glasstrahlperlen in Korngrößen von 70–110 µm, 150–200 µm und 200–300 µm
- Keramikstrahlperlen in Korngrößen von 63–125 µm
- Aluminium rund in Korngrößen von 0,8–1,2 mm
Bei der Versuchsvorbereitung zeigte sich, dass die verwendete Strahlanlage mit einer Düse mit einem Durchmesser von 4 mm die größeren Strahlmittelkörnungen nicht verarbeiten kann (in obiger Aufzählung kursiv gedruckt), weil die Saugleistung trotz einem Luftdruck von mehr als 6 bar nicht ausreicht. Aber auch die feinste Körnung des Korunds mit maximal 19 µm Korndurchmesser war mit dieser Anlage nicht verarbeitbar, weil sich dieses feine Korn in den Leitungen verklemmte, Pfropfen bildete und nicht mehr gefördert wurde.
 Abb. 4: Hartgusskörner mit einer mittleren Größe von 0,6 mm
Abb. 4: Hartgusskörner mit einer mittleren Größe von 0,6 mm
 Abb. 5: Edelkorund mit einer mittleren Korngröße von 0,18 mm
Abb. 5: Edelkorund mit einer mittleren Korngröße von 0,18 mm
 Abb. 6: Siliziumcarbid mit einer mittleren Korngröße von 0,18 mm
Abb. 6: Siliziumcarbid mit einer mittleren Korngröße von 0,18 mm
Die kantigen Strahlmittel zum Abtragstrahlen oder Aufrauen zeichnen sich durch mehr oder weniger Kanten bei unterschiedlicher Härte aus, mit denen auf der Oberfläche gespant werden soll. Hartguss hat laut Produktinfo ein martensitisches Gefüge, als wesentliche Legierungsbestandteile Silizium und Mangan und weist eine Härte von 700 bis 800 HV1 bzw. 60,1 bis 64 HRC auf [6]. Abbildung 4 zeigt Hartgusskörner mit einer mittleren Größe von 0,6 mm und einigermaßen scharfen Kanten an den Bruchflächen.
Edelkorund (Abb. 5), der zu mehr als 99 % aus Al2O3 besteht, wird mit einer Härte von 9 Mohs angegeben und hat deutlich schärfere Kanten. Die Härte ist zwar nicht direkt vergleichbar, aber Korund kann etwa mit 2.000 HV angegeben werden und ist damit auch deutlich härter als das metallische Strahlmittel. Siliziumcarbid (SiC) ist mit einer Härte nach Mohs von 9,6 bzw. ca. 2.600 HV noch mal härter als Korund und die Bruchflächen zeigen ebenfalls sehr scharfe Kanten, sodass die Strahlwirkung die von Korund noch übertreffen müsste (Abb. 6).
 Abb. 7: Glasperlen mit einer mittleren Korngröße von 90 µm
Abb. 7: Glasperlen mit einer mittleren Korngröße von 90 µm
 Abb. 8: Keramikperlen mit einer mittleren Korngröße von 95 µm
Abb. 8: Keramikperlen mit einer mittleren Korngröße von 95 µm
, Kupfer-Zink (M.), Baustahl") Abb. 9: Strahlspanproben: Aluminiumlegierung (l.), Kupfer-Zink (M.), Baustahl
Abb. 9: Strahlspanproben: Aluminiumlegierung (l.), Kupfer-Zink (M.), Baustahl
 und Kupfer-Zink-Legierung (links)") Abb. 10 ganz links: Proben für Versuchsreihe 2, Aluminiumlegierung (rechts) und Kupfer-Zink-Legierung (links) Die Strahlwirkung scheint jedoch auch von der Masse bzw. der Dichte des Strahlmittels abhängig zu sein. Schwere Strahlmittelkörner benötigen mehr Energie zum Beschleunigen und erreichen z. B. bei einer begrenzten Saugleistung einer Injektorstrahlanlage gar nicht dieselbe Geschwindigkeit im Vergleich zu Strahlmitteln mit niedrigerer Dichte. Dafür ist jedoch bei gleicher Geschwindigkeit die kinetische Energie dieser Strahlmittel größer als die von Strahlmitteln niedriger Dichte. So beträgt die Dichte von Hartguss etwa 7,4 kg/dm3, die von Korund ca. 3,9 kg/dm3 und die von Siliziumcarbid nur noch ca. 3,2 kg/dm3. So wäre bei gleicher Geschwindigkeit die kinetische Energie von Korund nur etwa halb so groß wie die von Hartguss, weil die Masse linear in die Gleichung eingeht und von Siliziumcarbid wären es nur noch 43 %. Da die Geschwindigkeit im Quadrat eingeht, scheint dieser Effekt der wichtigere sein. Davon ausgehend, dass bei gleicher Saugkraft die Beschleunigung wieder nur linear von der Masse abhängt, spielt dies in der Praxis jedoch keine Rolle, denn der Impuls des auftreffenden Strahlmittels ist bei niedrigerer Dichte trotz der höheren Geschwindigkeit unter gleichen Bedingungen kleiner als der eines schwereren Strahlmittels, wodurch sich die Effekte gegenseitig aufheben. Für das Bearbeitungsergebnis sind daher vor allem die Korngröße, die Durchsatzmenge pro Zeiteinheit bzw. pro bearbeiteter Fläche sowie der Düsendurchmesser und der Abstand zum Werkstück maßgebend.
Abb. 10 ganz links: Proben für Versuchsreihe 2, Aluminiumlegierung (rechts) und Kupfer-Zink-Legierung (links) Die Strahlwirkung scheint jedoch auch von der Masse bzw. der Dichte des Strahlmittels abhängig zu sein. Schwere Strahlmittelkörner benötigen mehr Energie zum Beschleunigen und erreichen z. B. bei einer begrenzten Saugleistung einer Injektorstrahlanlage gar nicht dieselbe Geschwindigkeit im Vergleich zu Strahlmitteln mit niedrigerer Dichte. Dafür ist jedoch bei gleicher Geschwindigkeit die kinetische Energie dieser Strahlmittel größer als die von Strahlmitteln niedriger Dichte. So beträgt die Dichte von Hartguss etwa 7,4 kg/dm3, die von Korund ca. 3,9 kg/dm3 und die von Siliziumcarbid nur noch ca. 3,2 kg/dm3. So wäre bei gleicher Geschwindigkeit die kinetische Energie von Korund nur etwa halb so groß wie die von Hartguss, weil die Masse linear in die Gleichung eingeht und von Siliziumcarbid wären es nur noch 43 %. Da die Geschwindigkeit im Quadrat eingeht, scheint dieser Effekt der wichtigere sein. Davon ausgehend, dass bei gleicher Saugkraft die Beschleunigung wieder nur linear von der Masse abhängt, spielt dies in der Praxis jedoch keine Rolle, denn der Impuls des auftreffenden Strahlmittels ist bei niedrigerer Dichte trotz der höheren Geschwindigkeit unter gleichen Bedingungen kleiner als der eines schwereren Strahlmittels, wodurch sich die Effekte gegenseitig aufheben. Für das Bearbeitungsergebnis sind daher vor allem die Korngröße, die Durchsatzmenge pro Zeiteinheit bzw. pro bearbeiteter Fläche sowie der Düsendurchmesser und der Abstand zum Werkstück maßgebend.
Im Gegensatz zu den spanend wirkenden Strahlmitteln sollen die kugeligen Strahlmittel die Oberfläche nicht aufrauen, sondern eher einebnen bzw. in der Regel verfestigen, wenn sie im Sinne des Shot-Peenings eingesetzt werden. Für die Versuche kamen Glasstrahlperlen und Keramikstrahlperlen zum Einsatz. Die vorhandenen Glasperlen liegen in drei Größen mit Korndurchmessern zwischen 70 und 300 µm vor, die Keramikperlen nur in einer mittleren Größe von 95 µm (Abb. 8).
Auch hier unterscheiden sich sowohl Zusammensetzung als auch die Dichte und Härte. So bestehen die Glasperlen zu mehr als 75 % aus SiO2, haben eine Mohs’sche Härte von 6, also etwa 800 HV, und eine Dichte von 2,45 kg/dm3 [7]. Die Keramikperlen bestehen zum größeren Teil aus Zirkoniumoxid, außerdem aus Siliziumoxid SiO2 und zu weniger als 10 % aus Al2O3. Sie sind kristallin, haben eine Härte von 520 bis 820 HV1 bzw. 50 bis 65 HRC und eine Dichte von 3,8 kg/dm3 [8].
 Abb. 11 links: Mit Korund, Körnung 36, kurz gestrahlte Probe aus einer Kupfer-Zink-Legierung
Abb. 11 links: Mit Korund, Körnung 36, kurz gestrahlte Probe aus einer Kupfer-Zink-Legierung
Versuchsreihe 1
In einer ersten Versuchsreihe wurden runde Proben mit einem Durchmesser von 20 mm aus einer Aluminiumlegierung, einer Kupfer-Zink-Legierung (Messing) und aus Baustahl (Abb. 9) mit Korund-Strahlmittel der Körnungen 36, 80 und 150 bestrahlt und das Erscheinungsbild ausgewertet [9]. Als Bewertungskriterien dienten eine Rauheitsmessung am Durchmesser mit einer Gewichtung von 50 %, ein minimaler Abtrag bei vollständiger Bearbeitung der gesamten Oberfläche mit einer Gewichtung von 30 % und der visuelle Eindruck, zu 20 % gewichtet.
Bei Kombination dieser drei Bewertungskriterien ergab sich bei der Aluminiumlegierung eine optimale Parameterkonstellation mit feiner Körnung (150), kleinem Luftdruck (2 bar), einem großen Abstand (80 mm) und einem Winkel der Düse zur Oberfläche von 45 °. Bei Messing war die mittlere Körnung besser (80), bei ebenfalls niedrigem Luftdruck (2 bar), einem kleineren Abstand (50 mm) und einem steileren Winkel (80 °). Baustahl schließlich ergab die besten Werte bei der feinen Körnung (150), einem höheren Luftdruck von 4 bar, einem sehr kurzen Abstand von 20 mm und wieder einem steilen Winkel von 80 °.
Versuchsreihe 2
In einer zweiten Versuchsreihe wurden vergleichbare Versuche wie zuvor unternommen, um eine lückenlose Fortsetzung garantieren zu können [10]. Nun wurden flache Proben mit einem Durchmesser von 30 mm und einer Dicke von 5 mm aus der Aluminiumlegierung und der Kupfer-Zink-Legierung verwendet (Abb. 10).
Während in Versuchsreihe 1 noch eine kleine Düse mit einem Innendurchmesser von 3,15 mm verwendet wurde, kam hier die Düse mit einem Innendurchmesser von 4 mm zum Einsatz. Der Abstand zum Werkstück betrug bei allen Versuchen 50 mm und der Winkel zur Oberfläche war 45 °. Die Proben wurden von Hand so gut wie möglich in gleicher Zeit auf einer der Planflächen vollständig bearbeitet. Als Variable wurden der Luftdruck der Strahlanlage in drei Schritten von 2, 4 und 6 bar verändert und als Strahlmittel kamen Korund in den Körnungen 36, 80 und 150 sowie Glasstrahlperlen mit mittleren Durchmessern von 90, 175 und 250 µm zum Einsatz.
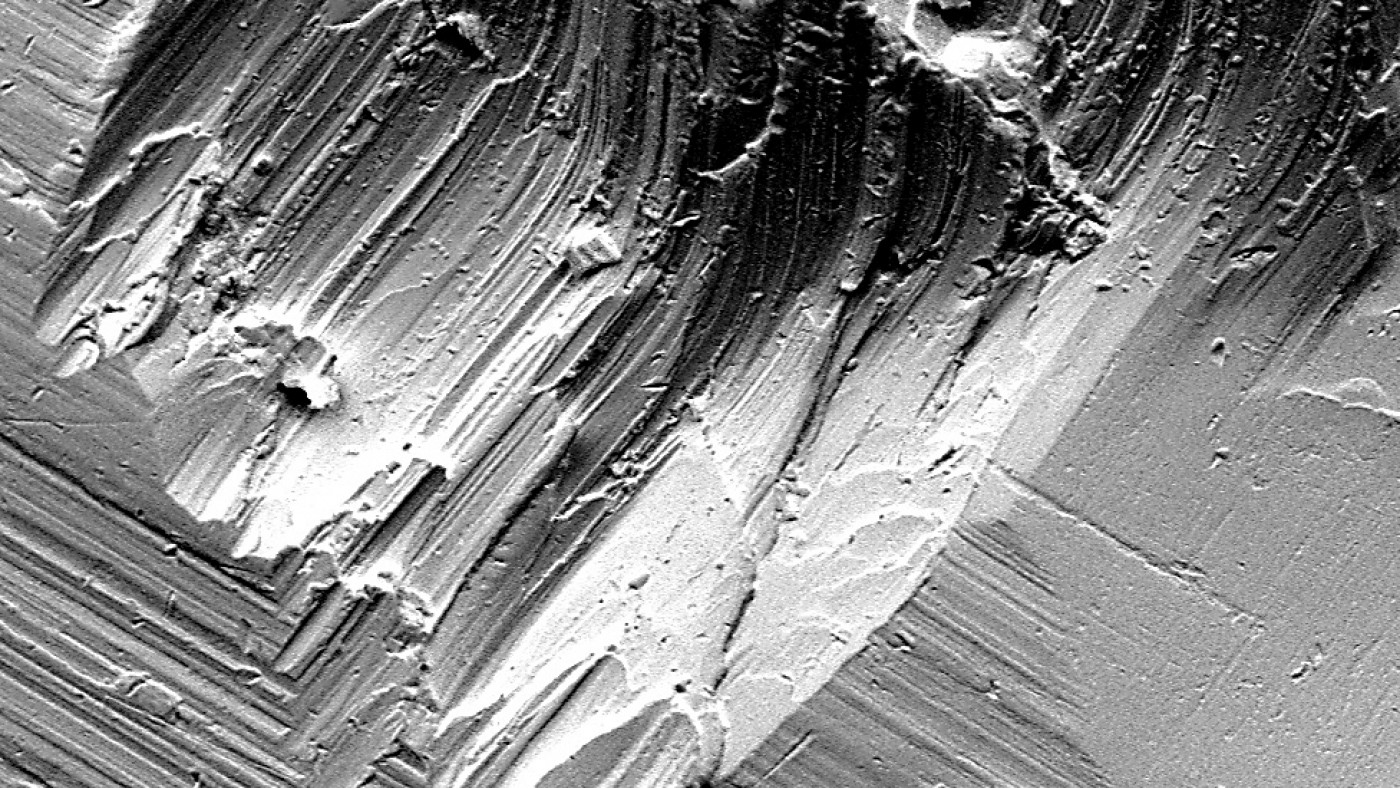
Zu Beginn wurde eine Scheibe aus der Kupfer-Zink-Legierung mit Korund, Körnung 36, nur ganz kurz gestrahlt, so dass einzelne Bearbeitungsspuren der Körner besser untersucht werden konnten (Abb. 11). Werden diese vereinzelten Einschläge mit dem Rasterelektronenmikroskop (REM) bei etwa 1.000-facher Vergrößerung betrachtet, kann zwischen Einschlägen unterschieden werden, die mehr spanen (Abb. 12a und b) und solchen, die praktisch ohne auf der Oberfläche schiebend zu spanen nur einen plastischen Eindruck hinterlassen (Abb. 12c); Eindrücke, die beides aufweisen, sind ebenfalls zu finden.
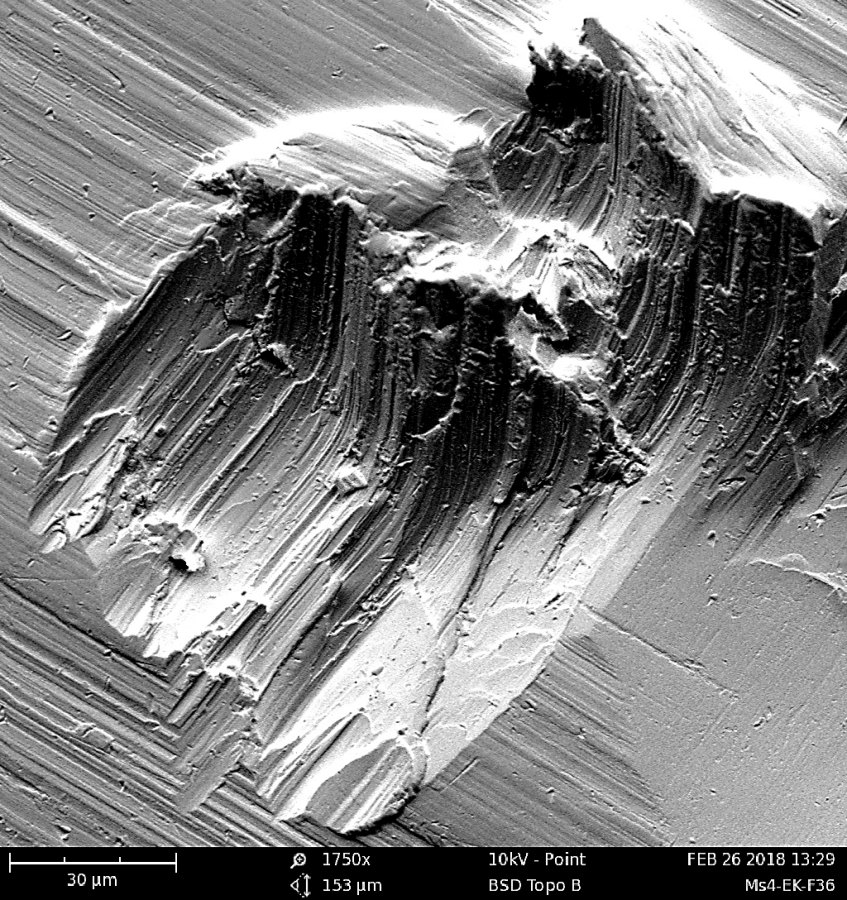

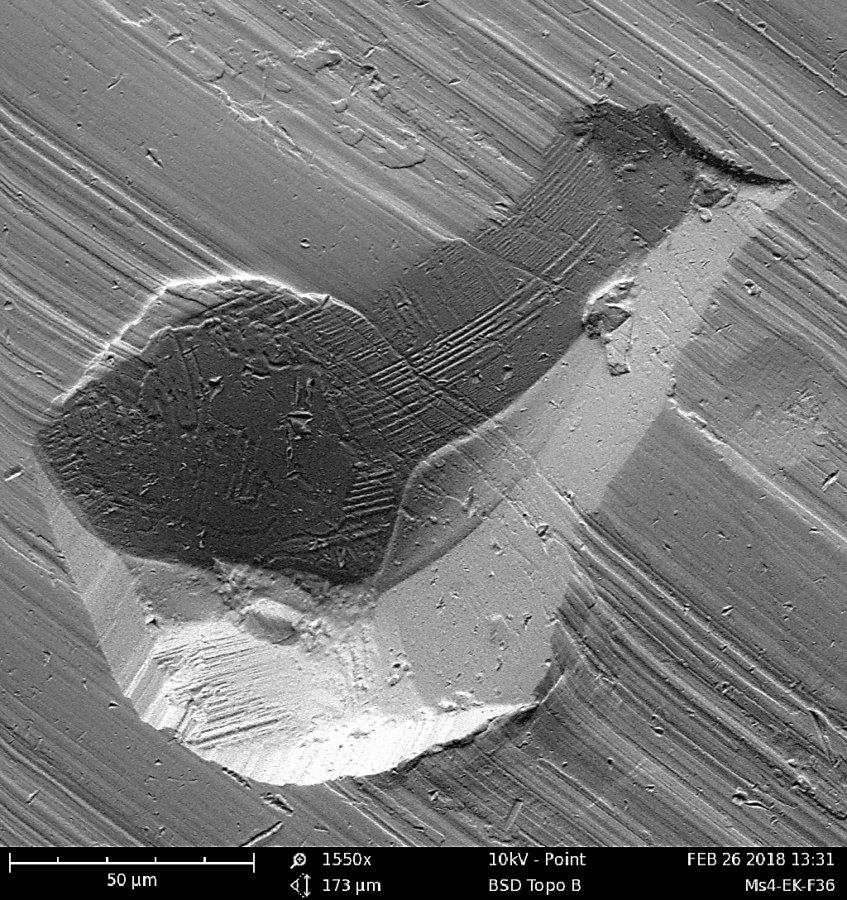
Abb. 12a bis c: Spanende und nicht spanende Einschläge einzelner Korundkörner, Körnung 36, in die Oberfläche einer Kupfer-Zink-Legierung bei Vergrößerungen von a) 1.750, b) 860 und c) 1.550 (Vergrößerungen aus der Probe in Abb. 11)
Eine entsprechende Untersuchung mit genau derselben Einstellung der Strahlanlage wurde auch für den Probenwerkstoff Aluminium durchgeführt und auch diese Proben zeigen ähnliche Einschläge der Strahlkörner (Abb. 13a bis c). Zur Verdeutlichung der Streuung bzw. der Bandbreite an Einschlagkratern zeigen die Abbildungen 13a und b zwei verschiedene Stellen der Oberfläche derselben Probe in einer 260-fachen Vergrößerung. Abbildung 13c hingegen ist eine weitere Vergrößerung (860-fach) aus Abbildung 13b, um Details zu verdeutlichen.
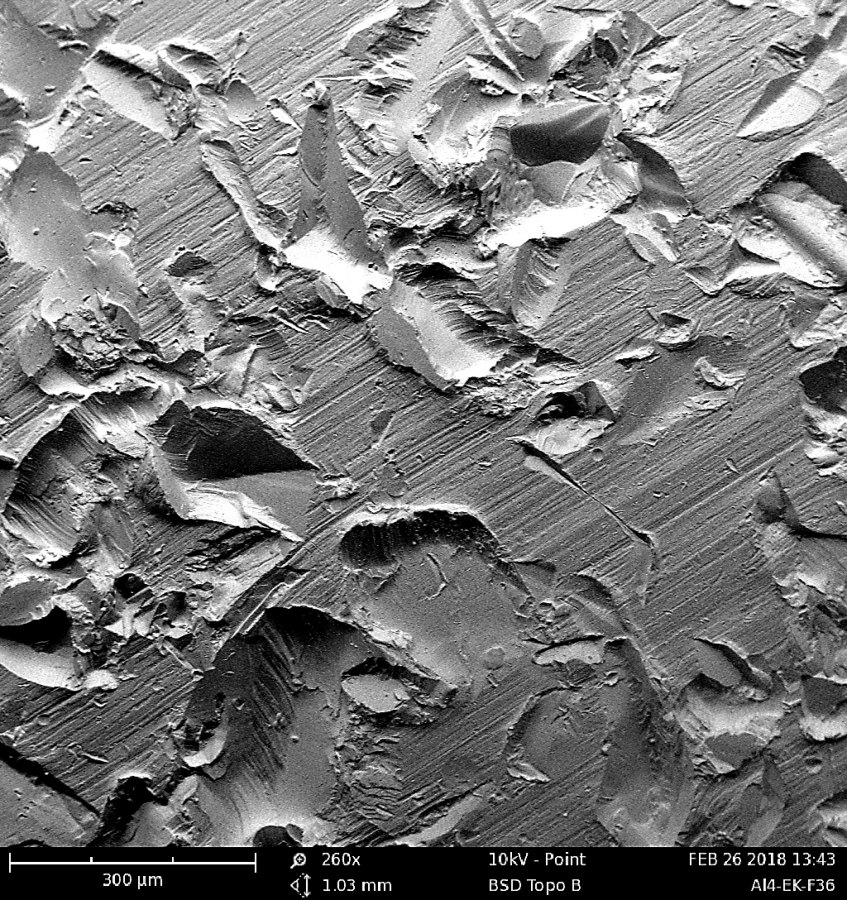
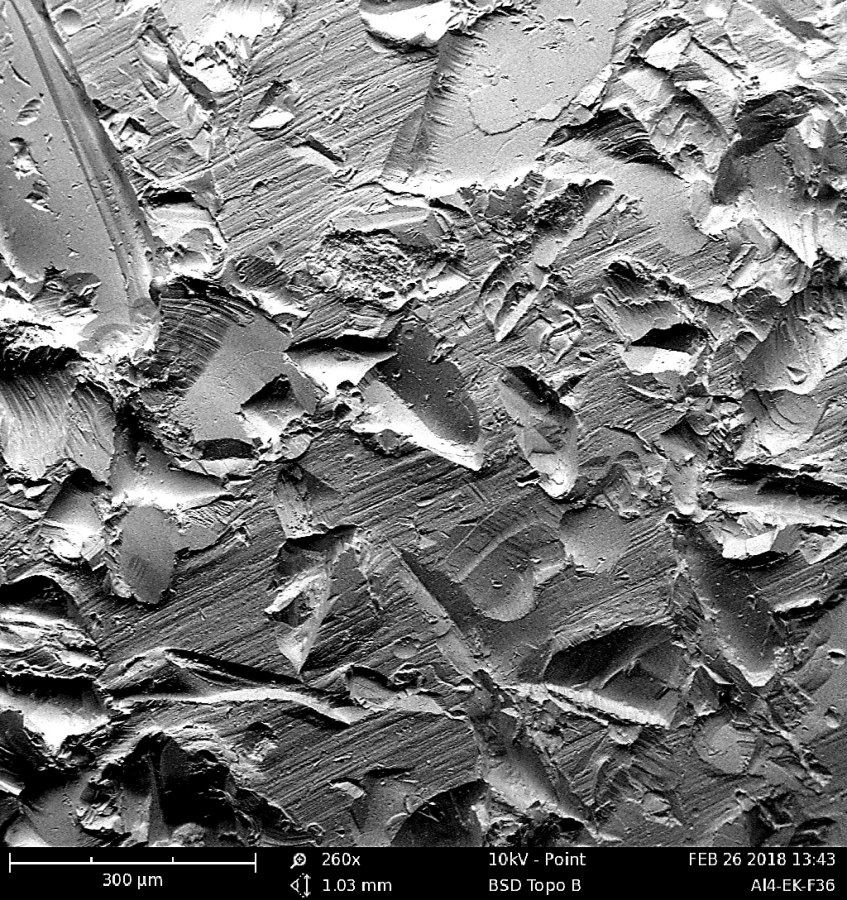
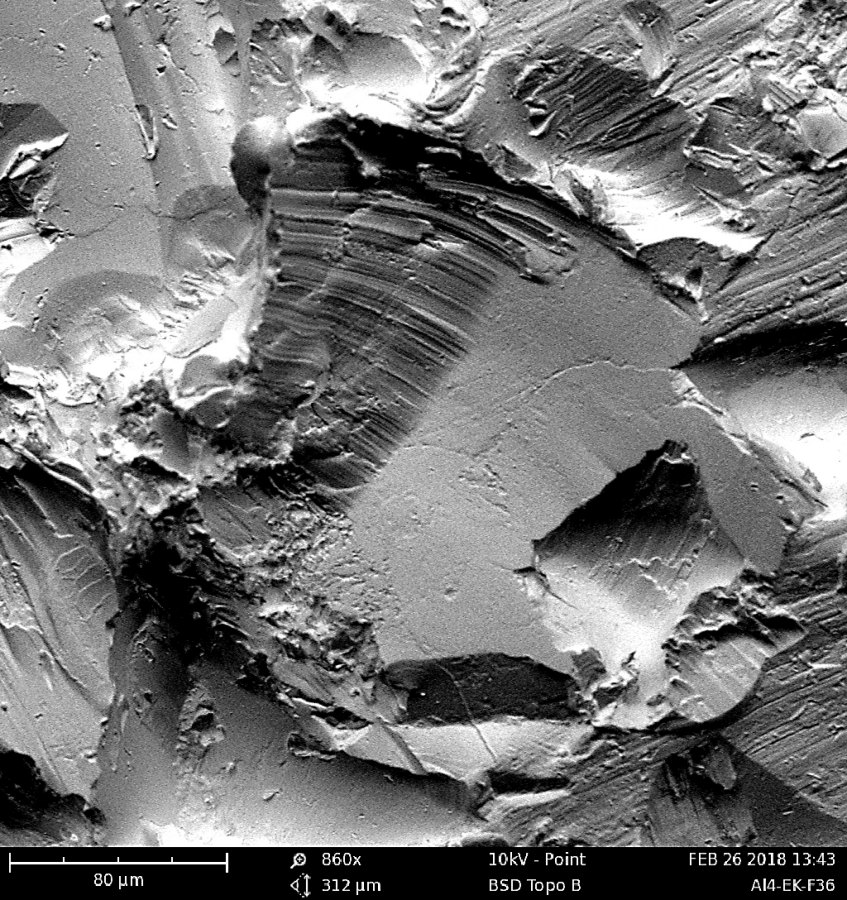
Abb. 13a bis c: Einschläge einzelner Korundkörner, Körnung 36, in die Oberfläche einer Aluminium-Legierung bei Vergrößerungen von a) 260, b) 260 und c) 860
 sowie der Kupfer-Zink-Legierung (unten); Druckluft 6 bar, Abstand 50 mm, Winkel zur Oberfläche 45 °") Abb. 14a und b: Vollständig mit Korund, Körnung 80, gestrahlte Oberflächen der Aluminium- Legierung (oben) sowie der Kupfer-Zink-Legierung (unten); Druckluft 6 bar, Abstand 50 mm, Winkel zur Oberfläche 45 °Die vollständig gestrahlten Proben zeigen die Abbildungen 14a und b. Trotz unterschiedlicher Farbe aufgrund der verschiedenen Legierungen ist der Eindruck der Oberflächen ähnlich, wobei die Körnung etwas feiner ist als auf den vorstehenden Bildern. Dennoch unterscheiden sich die Flächen, wenn die Rauheiten gemessen werden. So hat die Fläche der Aluminium-Legierung eine Rauheit von Rz = 26,9 µm und die der Kupfer-Zink-Legierung nur Rz = 22,1 µm.
Abb. 14a und b: Vollständig mit Korund, Körnung 80, gestrahlte Oberflächen der Aluminium- Legierung (oben) sowie der Kupfer-Zink-Legierung (unten); Druckluft 6 bar, Abstand 50 mm, Winkel zur Oberfläche 45 °Die vollständig gestrahlten Proben zeigen die Abbildungen 14a und b. Trotz unterschiedlicher Farbe aufgrund der verschiedenen Legierungen ist der Eindruck der Oberflächen ähnlich, wobei die Körnung etwas feiner ist als auf den vorstehenden Bildern. Dennoch unterscheiden sich die Flächen, wenn die Rauheiten gemessen werden. So hat die Fläche der Aluminium-Legierung eine Rauheit von Rz = 26,9 µm und die der Kupfer-Zink-Legierung nur Rz = 22,1 µm.
Auch der Charakter der Flächen ist verschieden, denn beim Aluminium ist Rsk = 0,34 und bei Messing Rsk = -0,04, was bedeutet, dass die Aluminiumfläche eher zu Spitzen neigt, während Messing durch das negative Vorzeichen ganz schwach in Richtung Plateau tendiert. Dies wird beim Vergleich von Rp und Rv bestätigt: Die Spitzen sind beim Aluminium mit Rp = 15,2 µm vergleichsweise höher als die Mulden mit Rv = 11,7 µm tief und beim Messing ist dies mit Rp = 11,2 µm und Rv = 10,9 µm nahezu
ausgeglichen.
Die in den Abbildungen 14a und b gezeigten Flächen der vollständig gestrahlten Flächen weisen in der Vergrößerung keine freien, nicht gestrahlten Flächenbereiche mehr auf (Abb. 15a bis c). Der Eindruck und die Vorstellung von der Beschaffenheit der Flächen verbessern sich weiter, wenn die Aufnahmen im REM mit verschiedenen Detektoren betrachtet werden (wirkt wie eine Beleuchtung von links oder rechts).
Die Bedeutung einer solchen Betrachtung wird bei höherer Vergrößerung noch deutlicher und der Charakter einer Oberfläche kann so am besten beurteilt werden (Abb. 16a bis c). Nur auf diese Weise kann sicher auf einzelne topografische Besonderheiten geschlossen werden, wenn der „Schatten“ aufgrund der wechselnden Beleuchtung von beiden Seiten miteinander verglichen wird.
Diese Betrachtungen wurden auch beim Verfestigungsstrahlen mit Glasperlen durchgeführt. Analog zu den Abbildungen 14a und b zeigen die Abbildungen 17a und b die mit den Glasperlen gestrahlten Proben. Der Eindruck der Flächen ist zum einen feiner, weil es sich um ein etwas feineres Korn handelt und zum anderen, weil die Perlen im Gegensatz zum Korund keine Kanten aufweisen und daher für das Foto das Licht nicht so stark streuen. Der sehr verschiedene Charakter der Flächen ist erst in der Vergrößerung gut zu erkennen und zu erfassen (Abb. 18a bis b).
Die „hämmernde“ Wirkung der runden Perlen ist sehr gut sichtbar und die Bilder zeigen auch, dass kein spanender Abtrag stattfindet. Allerdings bilden die runden Krater auch keine gleichmäßig ebene Oberfläche und nach einer bestimmten Anzahl von Einschlägen der Perlen überdecken sich diese. Im Gegensatz zur Bearbeitung mit scharfkantigem Korn wird sich eine solche Oberfläche jedoch z. B. nicht als Grundlage für eine Beschichtung eignen.
 Abb. 14bEin ähnliches, wenn auch nicht gleiches Bild ergibt sich für den Werkstoff Kupfer-Zink-Legierung (Abb. 19a bis c). Dieser Werkstoff ist weniger duktil und blättert an der Rändern der Einschlagkrater soweit ab, dass kleine Splitter und Überschiebungen entstehen, die sogar zu Partikeln führen, die eine Verwendung des Werkstücks stören könnten.
Abb. 14bEin ähnliches, wenn auch nicht gleiches Bild ergibt sich für den Werkstoff Kupfer-Zink-Legierung (Abb. 19a bis c). Dieser Werkstoff ist weniger duktil und blättert an der Rändern der Einschlagkrater soweit ab, dass kleine Splitter und Überschiebungen entstehen, die sogar zu Partikeln führen, die eine Verwendung des Werkstücks stören könnten.
Für alle mit den Glasperlen gestrahlten Flächen können im Gegensatz zu den mit Korund gestrahlten Flächen keine typischen Rauheitswerte angegeben werden. So liegen alle Werte für Rz bei beiden Werkstoffen zwischen 13 und 20 µm und für Ra zwischen 2,1 und 3,4 µm, wobei die niedrigeren Werte für beide Maße und Werkstoffe tendenziell für die größeren Perlen gelten. Dies trifft auch für die Werte von Rp und Rv zu und der Charakter der Flächen kann mit Rsk überwiegend knapp über Null als eher spitz und deutlich von einem Plateau entfernt gekennzeichnet werden. Rsm liegt etwa bei 0,1 bis 0,2 mm und die Traganteile Mr1 und Mr2 durchweg zwischen 9 und 12 % bzw. zwischen 85 und 91 %. Daher können alle diese Flächen nicht anhand der ausgewählten Parameter beschrieben oder unterschieden werden.
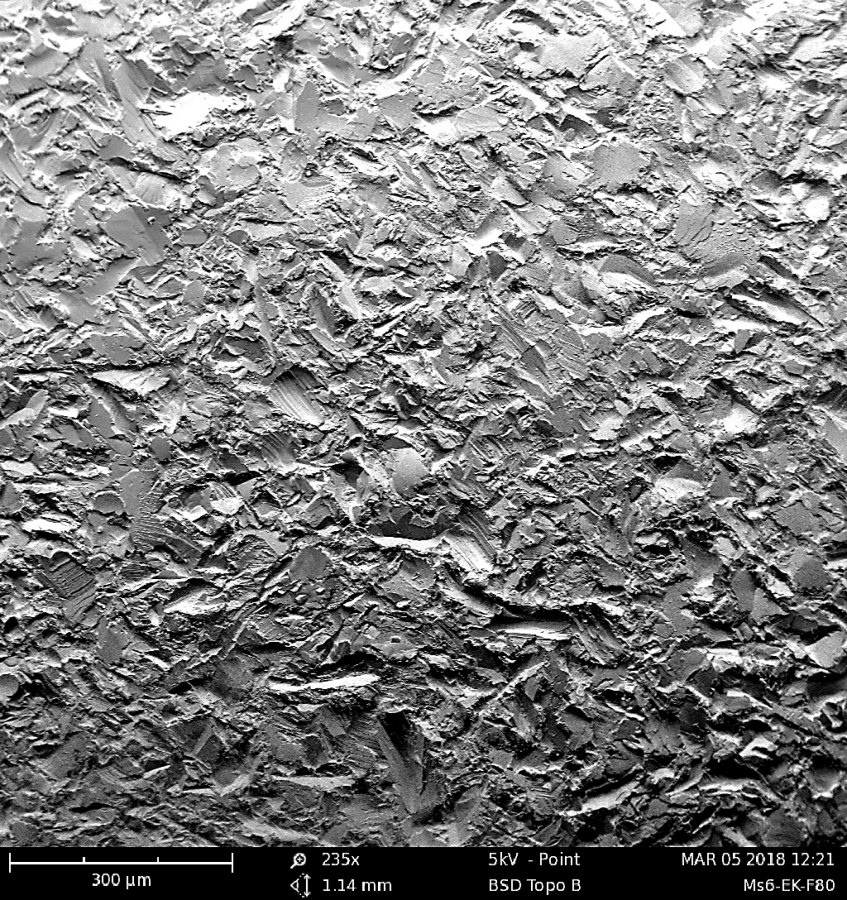

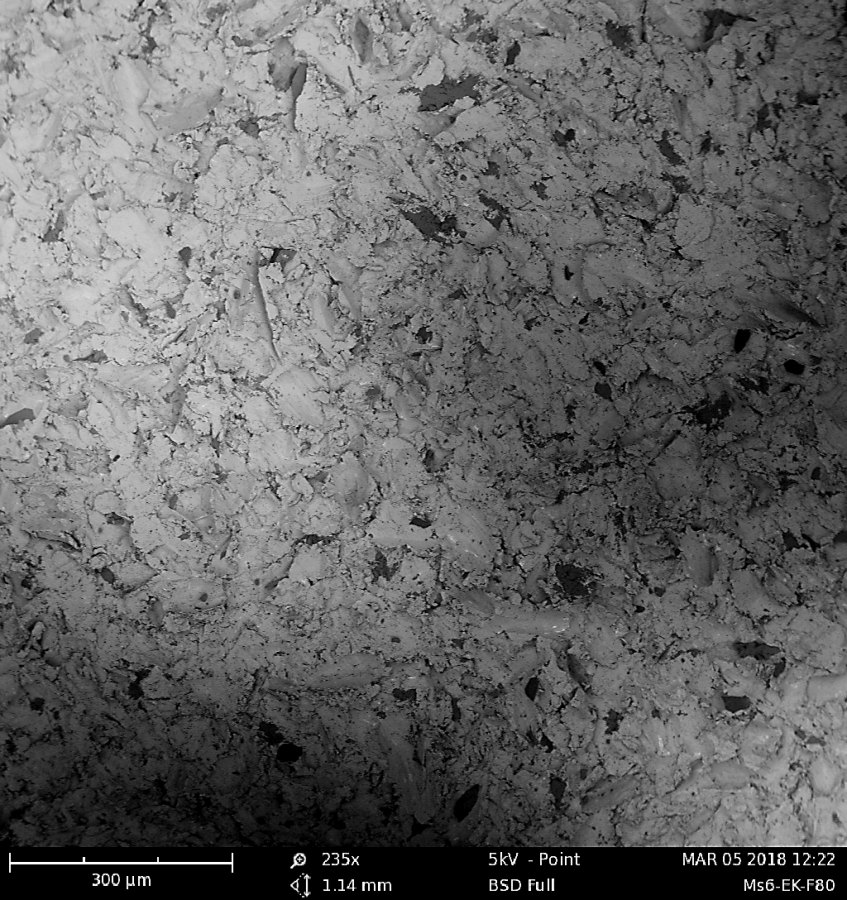
Abb. 15a bis c: Vollständig mit Korund, Körnung 80, gestrahlte Oberfläche der Kupfer-Zink-Legierung (235-fache Vergrößerung aus Abb. 14b); a) Beleuchtung von oben rechts, b) Beleuchtung von unten links, c) Materialkontrast durch die Rückstreuelektronen

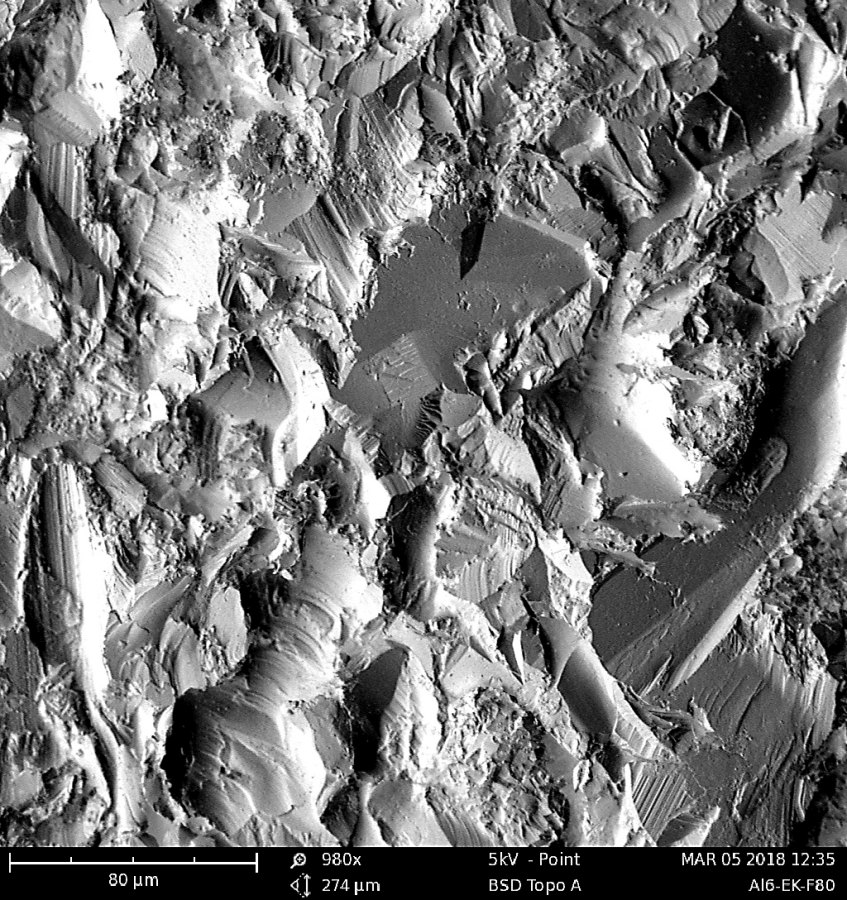
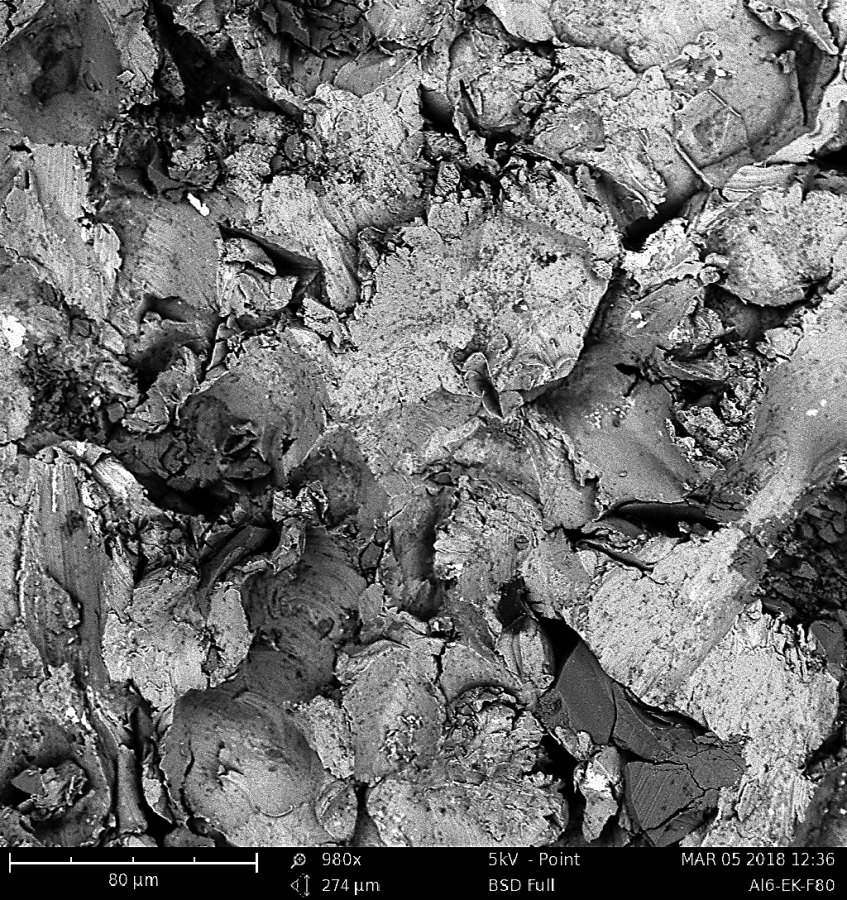
Abb. 16a bis c: Vollständig mit Korund, Körnung 80, gestrahlte Oberfläche der Aluminium-Legierung (980-fache Vergrößerung aus Abb. 14a); a) Beleuchtung von oben rechts, b) Beleuchtung von unten links, c) Materialkontrast durch die Rückstreuelektronen
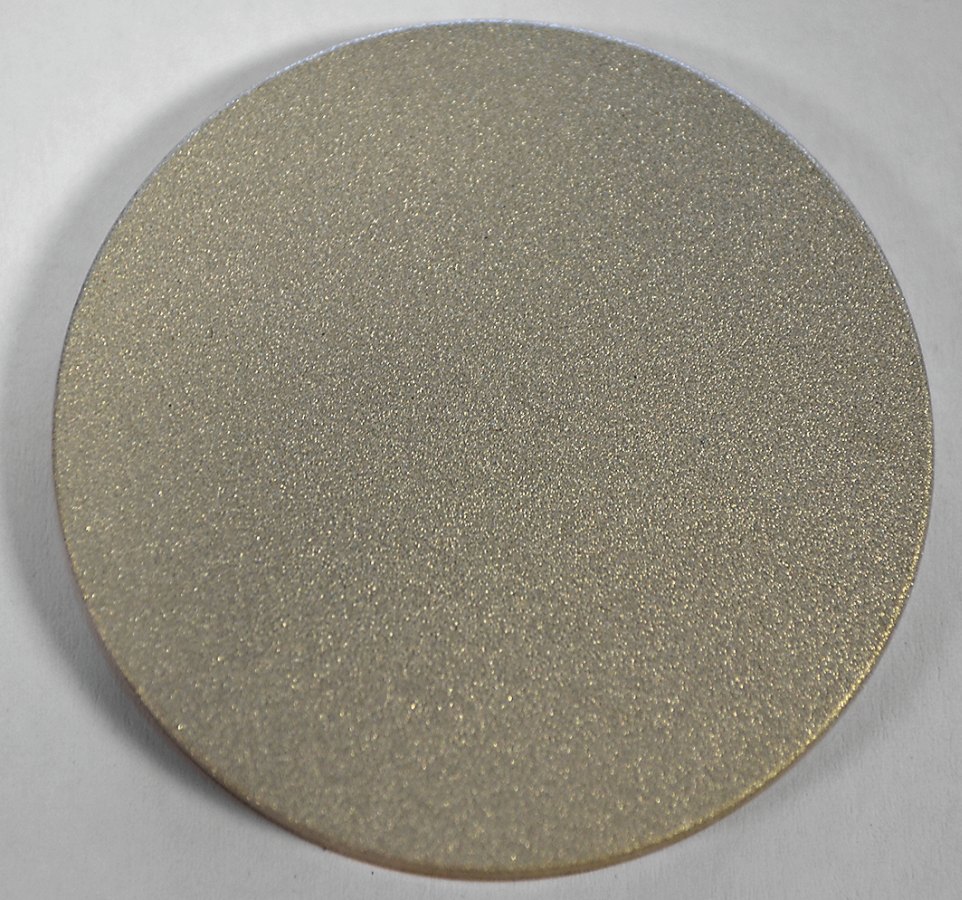
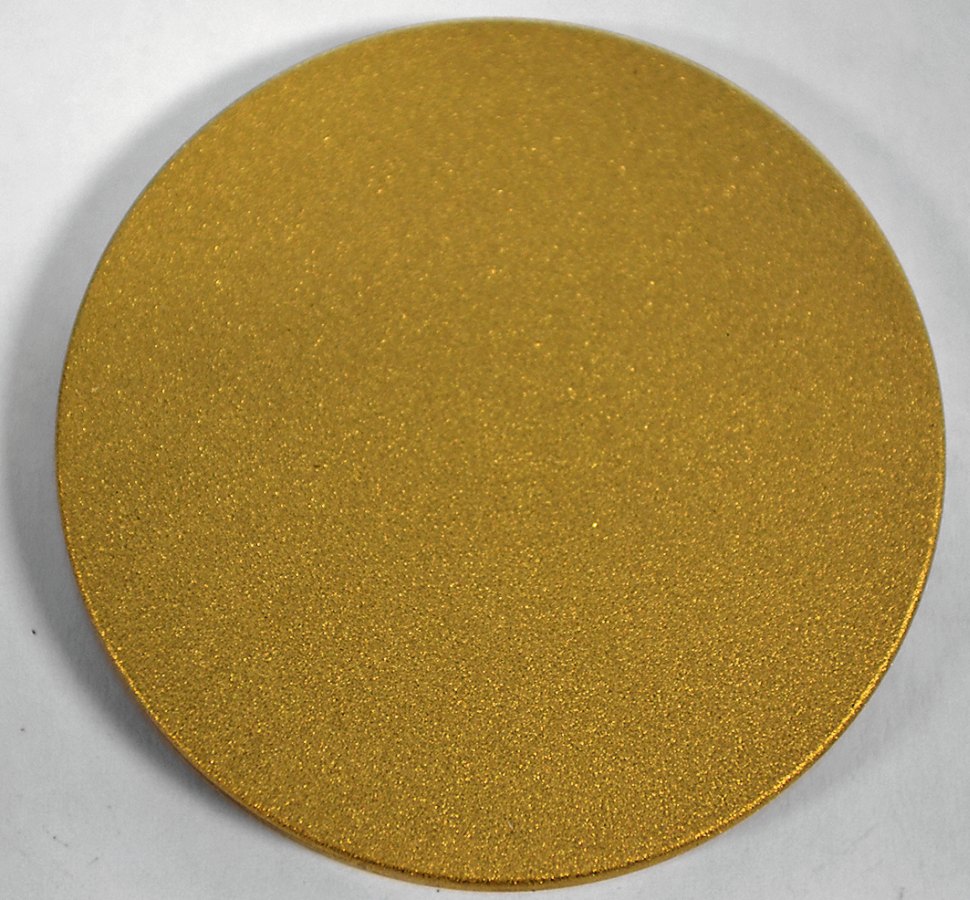
Abb. 17a und b: Vollständig mit Glasperlen, mittlere Größe 175 µm, gestrahlte Oberflächen der Aluminium-Legierung (links) sowie der Kupfer-Zink-Legierung (rechts); Druckluft 6 bar, Abstand 50 mm, Winkel zur Oberfläche 45 °
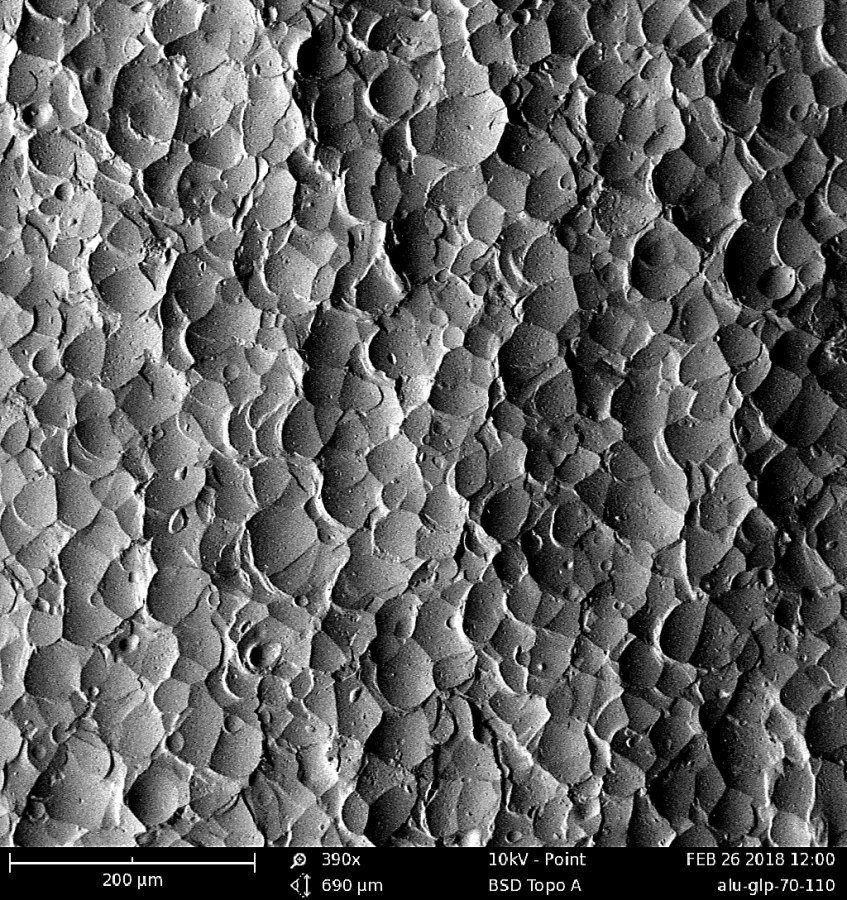
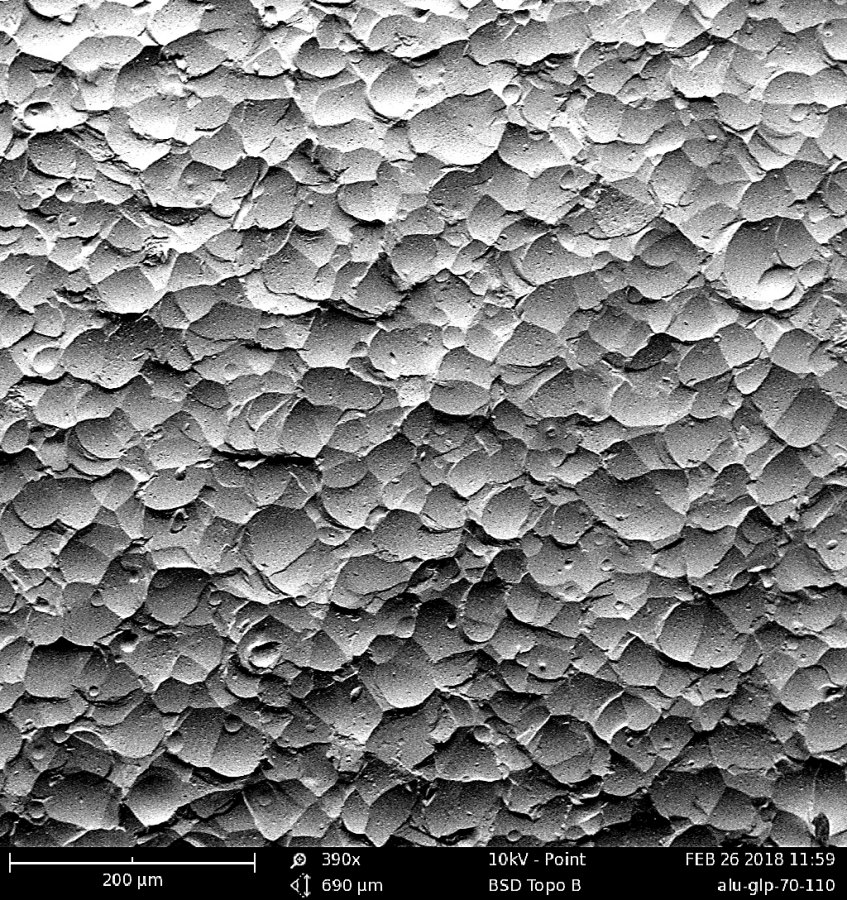
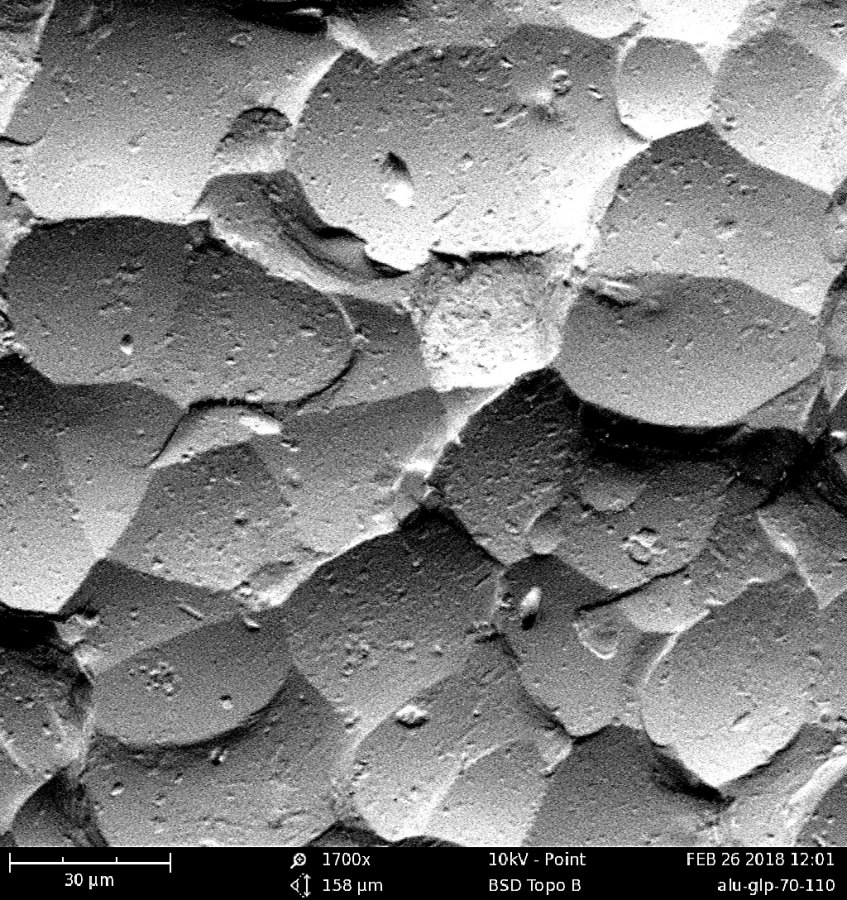
Abb. 18a bis c: Vollständig mit Glasperlen, mittlere Größe 90 µm, gestrahlte Oberfläche der Aluminium-Legierung (390-fache Vergrößerung aus Abb. 17a); a) Beleuchtung von unten links, b) Beleuchtung von oben rechts, c) Ausschnitt aus Abb. 17b, Mitte, in 1.700-facher Vergrößerung


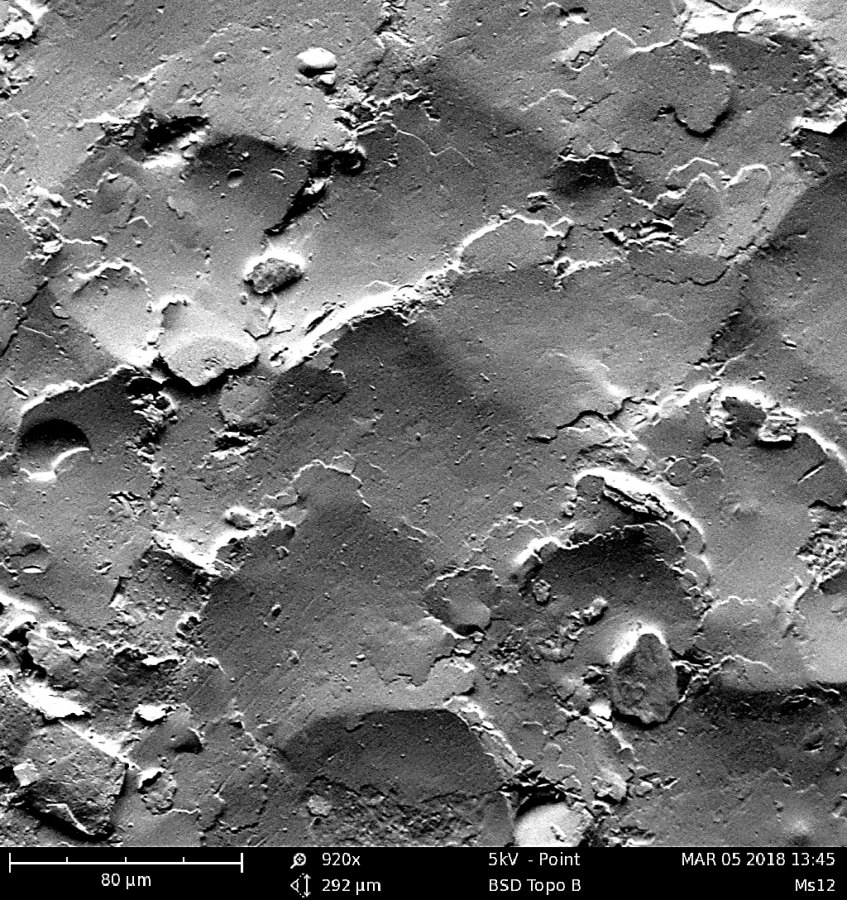
Abb. 19a bis c: Vollständig mit Glasperlen, mittlere Größe 250 µm, gestrahlte Oberfläche der Kupfer-Zink-Legierung (470-fache Vergrößerung aus Abb. 17b); a) Beleuchtung von unten links, b) Beleuchtung von oben rechts, c) Ausschnitt aus Abb. 19b, Mitte, in 920-facher Vergrößerung
Versuchsreihe 3
 Abb. 20: Vorrichtung zum Strahlspanen der Proben in Versuchsreihe 3Als Ergänzung wurden in einer dritten Versuchsreihe Proben wie in Versuchsreihe 2 gestrahlt [11], wobei in diesem Fall nur auf eine Stelle in einer festen Einspannung gestrahlt wurde (Abb. 20). Dadurch wurde zwar auch die gesamte Oberfläche der Proben gestrahlt, aber mit einem Schwerpunkt in der Probenmitte, um gleichzeitig feststellen zu können, wie intensiv die Proben beim Strahlen auf eine Stelle durch die verschiedenen Strahlmittel deformiert werden.
Abb. 20: Vorrichtung zum Strahlspanen der Proben in Versuchsreihe 3Als Ergänzung wurden in einer dritten Versuchsreihe Proben wie in Versuchsreihe 2 gestrahlt [11], wobei in diesem Fall nur auf eine Stelle in einer festen Einspannung gestrahlt wurde (Abb. 20). Dadurch wurde zwar auch die gesamte Oberfläche der Proben gestrahlt, aber mit einem Schwerpunkt in der Probenmitte, um gleichzeitig feststellen zu können, wie intensiv die Proben beim Strahlen auf eine Stelle durch die verschiedenen Strahlmittel deformiert werden.
Strahlmittel, die bereits in Versuchsreihe 2 behandelt wurden, werden hier nicht mehr diskutiert, da sie sich nur geringfügig von den Ergebnissen unterscheiden. Neu hinzugenommen wurden die Strahlperlen aus Keramik und die kantigen Strahlmittel aus Siliziumcarbid SiC. Die neuen Proben für die Keramikperlen zeigen die Abbildungen 21a und b. Dort ist unter gleichen Bedingungen das verschiedene Verhalten der Werkstoffe erkennbar. Während beim Aluminium der Werkstoff großflächiger auf der Oberfläche verschoben wird, ist dies bei der Kupfer-Zink-Legierung nicht der Fall und der Abtrag konzentriert sich mehr in der Mitte des auftreffenden Strahls.
Die Proben, die mit dem Siliziumcarbid gestrahlt wurden, sind visuell nicht von denen mit Korund zu unterscheiden und werden deshalb nicht abgebildet. Allerdings unterscheiden sich die Rauheiten sowohl bei den Keramikperlen als auch beim SiC. Während die Keramikperlen bei beiden Werkstoffen mit Rz = 11,5 (Aluminium) bzw. Rz = 14,9 µm (Kupfer-Zink-Legierung) eine glattere Oberfläche als mit den Glasperlen erzeugen, liegen die Rauheitswerte mit Rz = 25,5 (Aluminium) bzw. Rz = 21,2 µm (Kupfer-Zink-Legierung) beim SiC deutlich über denen, die mit Korund entstehen. Die übrigen Rauheitswerte, die bei der Beschreibung von Versuchsreihe 2 detailliert aufgeführt und diskutiert wurden, entsprechen auch im Fall der Strahlmittel von Versuchsreihe 3 jener ausführlichen Beschreibung zum Charakter der Oberflächen anhand von Rp, Rv oder Rsk usw.
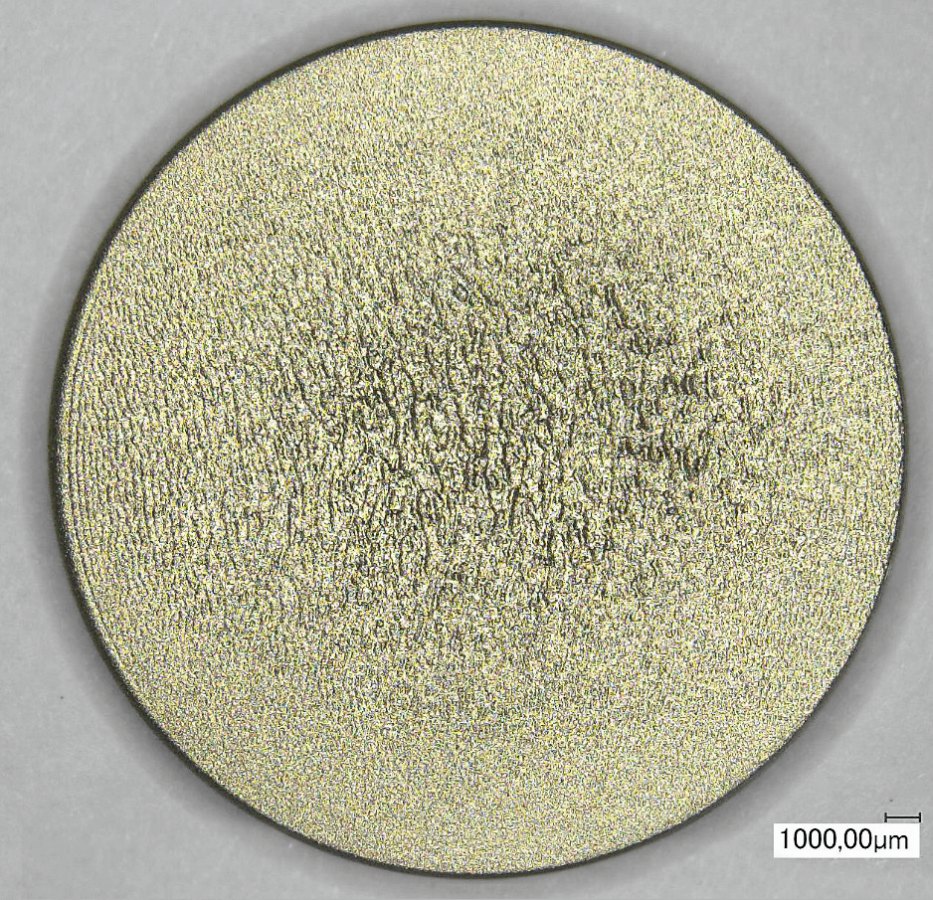

Abb. 21a und b: Vollständig mit Keramikperlen, mittlere Größe 95 µm, gestrahlte Oberflächen der Aluminium-Legierung (links) sowie der Kupfer-Zink-Legierung (rechts); Druckluft 4 bar, Abstand 50 mm, Winkel zur Oberfläche 45 °
Fazit
Strahlspanen wird oft als einfaches Vorbehandlungsverfahren für Beschichtungen u. ä. angesehen und ebenso oft wird das Verfahren eingesetzt, ohne im Detail zu wissen, welche Oberflächen mit welchen Eigenschaften entstehen oder welche für die jeweiligen Anwendungen tatsächlich gebraucht werden. Für eine Serienproduktion ist es wichtig, dies genau zu untersuchen und den Charakter der Oberflächen zu verstehen. Dies kann mit Hilfsmitteln der Messtechnik und der Dokumentation sehr gut bewältigt werden und die vorliegende Untersuchung soll dazu beitragen. Anhand von mehreren kantigen Strahlmitteln zum Aufrauen von Oberflächen am Beispiel von zwei Nichteisenmetallen sowie von kugelförmigen Strahlmitteln zum spanlosen Behandeln konnten einige Zusammenhänge erläutert werden, die zum besseren Verständnis dieses Fertigungsverfahrens beitragen.











