Anzeige der Artikel nach Schlagwörtern: vorbehandlung
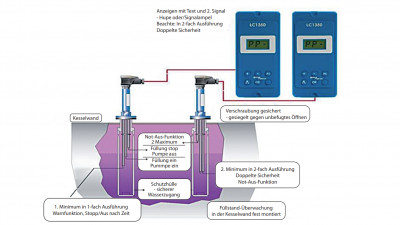
Die Steuerung des in Teil 6 vorgestellten Dampfkessels hat viele Varianten. In diesem Teil der Artikelserie geht es um Regler und Ventile, Kondensationssysteme sowie die elektrogalvanische Spannung des Dampfes von Kesseln mit Heizleistungen von 7–30 kW.
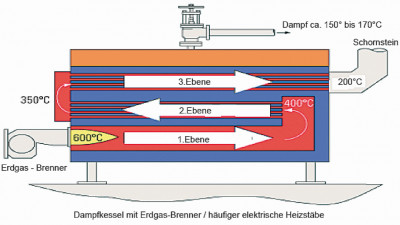
Im Kessel der Trockendampfreinigungsanlage hat die Dampferzeugung des Oberflächenreinigungsprozesses ihren Ursprung. Welche Kesselkonstruktionen erwogen wurden und welche schließlich als günstigste Lösung ermittelt wurde, lesen Sie in diesem Teil.

Beizen ist bei der Bauteilvorbehandlung elementar. Zugleich kann dabei Wasserstoffversprödung auftreten, der mit Inhibitoren entgegengewirkt werden kann. Die neue DIN-Norm 50940 Teil 2 soll zukünftig einen anwendungssicheren Rahmen bilden.

Die Verklebung von CFK-Bauteilen kann mit Hilfe entsprechender Vorbehandlungsverfahren signifikant verbessert werden, insbesondere atmosphärische Plasmen und Flammen stellen Alternativen zum Einsatz umweltgefährdender Chemikalien dar. Es kommt dabei allerdings auf die Wahl des Verfahrens an.

Frage: Derzeit planen wir eine neue Trommelanlage, in der Stahlteile alkalisch verzinkt und passiviert werden sollen. Leider ist unser Platz beschränkt, weshalb wir, ausgehend vom „perfekten Zustand“, Wannen einsparen müssen. Bei der Planung entbrannte bei uns die Diskussion, auf eine elektrolytische Entfettung zu verzichten. Schließlich könne man mit höheren Taktzeiten länger in der Abkochentfettung verweilen. Da der Beizprozess der letzte Schritt der Vorbehandlung wäre, könne man sogar die Dekapierung einsparen. Unser Galvanik-Meister ist vehement dagegen, mit seiner Meinung sowohl intern als auch beim Anlagenbauer alleine. Versuche in Kleinserien haben gezeigt, dass es bei Optik und Haftfestigkeit keinen Unterschied macht, ob wir elektrolytisch entfetten oder nicht. Welche Empfehlung würden Sie aussprechen?

Frage: In unserer Handgalvanik werden seit ein paar Monaten Messingteile mittels Trommel und Gestell galvanisiert. Die meisten Teile werden vernickelt und verzinnt, einige Artikel wiederum vernickelt und versilbert.
Chargenweise kommt es vor, dass die beschichteten Teile Schlieren und unregelmäßige Rauheiten aufweisen. An manchen Stellen wirkt es, als würde man Fingerabdrücke sehen, diese treten auch bei Trommelware auf und da sollten entsprechende Abdrücke entfernt werden können.

Mit dem Betenio-Verfahren steht der Industrie ein Verfahren für die Korrosionsschutzbehandlung zur Verfügung, das im Vergleich zu den marktüblichen Verfahren des Strahlens und der Säurebehandlung wesentliche Vorteile aufweist. Bisher wurden die Anlagen individuell nach den Anforderungen des Anwenders projektiert. Jetzt bietet die Rio GmbH die Anlagentechnik auch in zwei Standardversionen mit definierten Beckengrößen an.

Frage: Ein größerer Kunde von uns, für den wir bisher ausschließlich Stahlteile verzinken, fragte an, ob wir eine neue, große Serie an Zinkdruckgussteilen in der Trommel verzinken und Blau passivieren können. Die einzige Anlage bei uns im Haus, bei der dies möglich erscheint, ist eine Trommelanlage mit einem schwachsauren Zinkelektrolyten (pH 4,8–5,2). Das Hauptproblem ist die Vorbehandlung: Sie ist für Stahlteile ausgelegt und entsprechend aggressiv. Sie besteht aus einer hoch alkalischen Abkochentfettung, einer Salzsäurebeize, einer elektrolytischen Entfettung und einer Dekapierung auf Salzsäurebasis. Nach der Vorbehandlung werden die Teile per Querumsetzer in die Zinkstraße gefahren. Der Querumsetzer ist eine große Wanne, die mit Kreislaufwasser befüllt ist.






