NEWS Galvanotechnik
Paintexpo 2024 verzeichnet mehr als 10.000...
Die 9. PaintExpo vom 9. bis 12. April 2024 im Rahmen der Weltleitmesse für industrielle Lackiertechnik in Karlsruhe konnte in diesem Jahr 431 Aussteller aus 25 Ländern begrüßen. Auf einer Ausstellungsfläche von 31.500 m2 wurden neue Technologien...
NEWS Galvanotechnik














Onlineartikel Galvanotechnik
Verstärkte Verwendung von recycelten Kunststoffen
von Heinz Käsinger
Als Teil des EU-Aktionsplans zur Kreislaufwirtschaft wurde im Jahr 2018 die Strategie für Kunststoffe verabschiedet. Ihr Ziel ist es, den Anteil recycelter Kunststoffe in neuen Produkten zu erhöhen. Als zentrales Element soll sichergestellt werden, dass bis 2025 zehn Millionen Tonnen recycelter Kunststoffe in neuen Produkten in den europäischen Markt einfließen, während es 2016 noch weniger als vier Millionen Tonnen waren.
Wasserstoffstrategie für die Modellregion Chemnitz
von Heinz Käsinger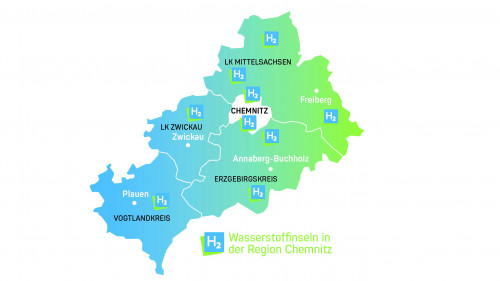
Gemeinsam mit der Beratungstochter consulting4drive, der DBI Gas- und Umwelttechnik GmbH und dem Reiner Lemoine Institut erarbeitet IAV eine Wasserstoffstrategie für die Modellregion Chemnitz. Ziel ist der Einsatz der H2-Technologie im Mobilitäts- und Wärmesektor sowie die Unterstützung der Transformation der sächsischen Automobilindustrie.

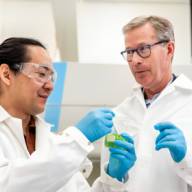
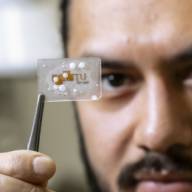
Ein Empa-Forscherteam hat eine durch Wasser aktivierbare Einweg-Batterie aus Papier entwickelt. Damit lässt sich eine breite Palette von kleinen Einweg-Elektronikgeräten mit geringem Stromverbrauch betreiben, etwa intelligente Etiketten zum Tracking von Objekten, Umweltsensoren oder medizinische Diagnosegeräte. Die Umweltauswirkungen sind minimal.

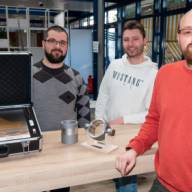
Regelmäßige Notfallübungen in Unternehmen steigern die Sicherheit der Mitarbeiter und helfen, Betriebsvermögen zu erhalten. Durch Paragraf 10 des Arbeitsschutzgesetztes sind solche Maßnahmen auch gesetzlich verankert. Trotzdem sind die Übungen vor allem eines: So beliebt wie Durchfall in den Ferien.
Entgraten sich schneidender Bohrungen – ein Fallbeispiel – Teil 1 – Roboterentgraten sowie thermisch-chemisches und elektrochemisches Entgraten
von Prof. Dr.-Ing. Manfred Schlatter![Abb. 1: Gründe für das Entgraten [1]](/media/k2/items/cache/gruende-fuer-das-entgraten_M.jpg)
Das Entgraten von Bohrungen, die sich im Inneren von Werkstücken schneiden und kreuzen ist schwierig. In einer Untersuchung wurden Werkstücke aus Automaten- oder Vergütungsstahl sowie einer hochfesten Aluminiumlegierung, die alle äußerst komplizierte Entgratsituationen aufwiesen, mit unterschiedlichen Methoden entgratet und verglichen. In diesem ersten von zwei Teilen wird die Performance einiger gängiger Verfahren betrachtet.
Geschätzter Experte und Sachverständiger
von Dr.-Ing. Richard Suchentrunk
Jürgen Schmidt hat am 14. August 2022 seinen 65. Geburtstag gefeiert. Nach Berufsausbildung mit Abitur zum Metallurgie-Facharbeiter im VEB Mansfeld Kombinat „Wilhelm Pieck“ und NE-Metallurgie-Studium an der TU Bergakademie Freiberg betreute er als Laborleiter auf dem Gebiet der Werkstoffanalytik und Werkstoffprüfung im VEB Kombinat Carl Zeiss Jena bzw. der PTS Jena GmbH vielfältige F&E-Projekte.
Einsatz von Methansulfonsäure in der Galvanotechnik
von Dr.-Ing. Hartmut Bombach
In einem US-Patent von 1945 wird der Einsatz von Gemischen aus Alkansulfonsäuren mit 1 bis 5 Kohlenstoffatomen für die galvanische Abscheidung von Blei und Nickel auf verschiedenen Metallen beschrieben, ohne dass dabei Details über die genaue Zusammensetzung der Elektrolyte und die Elektrolyseparameter angegeben werden [1]. Ab 1982 wird in mehreren Patenten der Einsatz von alkansulfonsauren Elektrolyten für das elektrolytische Verzinnen von Stahl bei der Herstellung von Weißblech als Alternative für die bisher üblichen Fluoroboratelektrolyten beschrieben [2–4]. Durch ein neues Verfahren konnte ab 2003 Methansulfonsäure in der für galvanische Prozesse erforderlichen Reinheit in großen Mengen hergestellt werden [5]. Betrug die jährliche Produktionskapazität 2003 10 000 Tonnen wurde sie aufgrund der steigenden Nachfrage 2012 auf 30 000 t erweitert. Für Ende 2021 ist eine weitere Erhöhung der Produktionskapazität auf jährlich 50 000 t geplant [6]. Vor wenigen Monaten hat BASF darüber hinaus die Kapazität von Methansulfonsäure mit der Inbetriebnahme einer neuen Anlage erneut erhöht (Abb. 1)
Beschichtungsoptimierung von Chrom(III)-haltigen Aluminiumpassivierungen
von Peter Volk
Aluminiumbauteile werden seit Jahren erfolgreich mit Chrom(III)-haltigen Passivierungen behandelt. In der Produktion wird ein robustes Verfahren mit guter Reproduzierbarkeit gefordert. Hierfür ist es notwendig, den gesamten Prozess von der Vorbereitung der Oberfläche in Entfettung, Beize und Dekapierung über die Passivierung bis hin zur Trocknung zu verstehen und zu berücksichtigen.
Mit Kaltplasmaspritzen die Bioaktivität von Kunststoffknochenersatz verbessern
von Jun Xu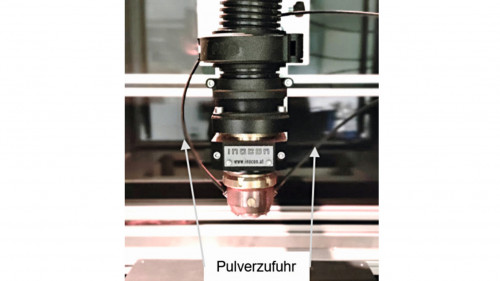
Thermoplastische Hochleistungskunststoffe wie Polyetheretherketone (PEEK) verfügen über ähnliche mechanische Eigenschaften wie menschliche Knochen. Somit ist PEEK ein vielversprechender Kunststoff für medizinische Anwendungen für Knochenersatz. Um die Bioaktivität von PEEK zu erhöhen, können Hydroxylapatit (HAp)-Schichten mittels Kaltplasmaspritzen auf PEEK-Oberflächen abgeschieden werden. Die abgeschiedenen und haftfesten HAp-Schichten weisen eine poröse Struktur auf, welche für das Anwachsen von Knochenzellen geeignet ist.
Einleitung
Aufgrund des niedrigen Elastizitätsmoduls und seiner Durchlässigkeit für Röntgenstrahlung ist PEEK für die postoperative Visualisierung ein vielversprechendes Biomaterial. Im Vergleich zu metallischen Biomaterialien wie Edelstähle und Titanlegierungen besitzt PEEK ähnliche mechanische Eigenschaften wie menschliche Knochen, damit der Stress-Shielding Effekt am Knochen/Implantat-Interface vermieden werden kann [1]. Allerdings kann seine bioinerte Oberfläche zu fibröser Einkapselung und schlechter Osseointegration führen.
Um die Bioaktivität von PEEK zu erhöhen, sind häufig Modifizierungen der Materialoberflächen notwendig. Torstrick et al. erhöhte die Bioaktivität des PEEK-Materials, indem eine poröse Oberfläche vom PEEK erzeugt wurde [2]. Hahn et al. applizierte eine Hydroxylapatit-Schicht auf Zwischenwirbelimplantat aus PEEK mittels Aerosol Deposition, um eine haftfeste bioaktive Oberfläche zu erzeugen [3]. Des Weiteren ist es möglich, dass eine HAp-Schicht mittels herkömmlichen atmosphärischen Spritzens auf PEEK-Substrat abgeschieden werden kann [4, 5].
Hierbei muss jedoch ein Kompromiss zwischen der Überhitzung des Substrats und der Schichtbildung gefunden werden [6]. Um die thermische Belastung vom Substrat zu minimieren, können die Hydroxylapatit-Schichten mittels atmosphärischen Kaltplasmaspritzens auf thermisch sensitive Substrate aufgebracht werden. Kaltplasmaspritzen ist eine abgewandelte Form des Plasmaspritzens, wobei sehr feine Pulver bei moderater Leistung aufgeschmolzen und auf zu beschichtenden Oberflächen beschleunigt werden.
Material und Methoden
Als Substratmaterialien fanden Plättchen aus PEEK in den Abmessungen Ø 17 mm x 2 mm Verwendung (Rocholl GmbH, Eschelbronn, Deutschland). Die Schmelztemperatur dieses Kunststoffes liegt bei 341 °C. Alle Proben wurden vor der Beschichtung zunächst mit Korund sandgestrahlt, um eine Oberflächenrauheit Sq von 4 µm zu erzielen. Anschließend wurden alle Proben mit Isopropanol im Ultraschallbad für 15 Minuten gereinigt und danach bei Raumtemperatur getrocknet. Als Spritzwerkstoff wurde das Hydroxylapatit (HAp)-Pulver mit der Partikelgröße D50 von 27 µm verwendet (MediCoat AG, Étupes, Frankreich). Die Reinheit der HAp-Phase lag bei > 95 %. Als Spritzzusatzwerkstoff für die Medizinanwendung erfüllt dieses Pulver die Anforderungen der ASTM f1185 und ISO 13779. Ein minimaler Anteil an Calciumoxid (kleiner als 1 %) befindet sich im Pulver.
Die Beschichtung und die davor durchgeführte Aktivierung erfolgten unter Verwendung des Kaltplasmasystems IC-3 (Inocon, Attnang-Puchheim, Österreich). Eine Darstellung des Kaltplasmasystems findet sich in Abbildung 1. Im Gerät erfolgt eine elektrische Entladung zwischen einer zentrisch angeordneten Wolfram-Kathode und der als Anode dienenden Düse. Der einstellbare Leistungsbereich reicht von 1 bis zu 11 kW. Für die hier vorgestellten Untersuchungen wurde eine Leistung von 5,7 kW (250 A, 23 V) verwendet, um eine Beschädigung des PEEK-Substrates zu vermeiden. Während der Beschichtungen wurde die PEEK-Oberfläche mit dem Plasma mäanderförmig abgefahren, wobei das Substrat relativ zur Austrittöffnung der Plasmadüse mittel x-y-Verfahrtisch mit der Geschwindigkeit von 250 mm/s bewegt wurde. Tabelle 1 liefert einen Überblick zu dem verwendeten Parametersatz.
|
Prozessgas |
Argon @ 10 L min-1 |
|
Trägergas |
Argon @ 7 L min-1 |
|
Stromstärke |
250 A |
|
Spannung |
23 V (automatisch reguliert) |
|
Spritzabstand |
44 mm |
|
Relative Bewegung des Substrates |
250 mm s-1 |
|
Pulverförderrate |
3 g min-1 |
|
Raster/Versatz |
4 mm / 2 mm |
|
Anzahl der Durchläufe |
10 |
Bei der Beschichtung des PEEK-Substrates war eine ausgeprägte Temperatursteigerung zu erwarten. Die Prozesskontrolle in Korrelation zur erreichten Oberflächentemperatur wurde entsprechend mittels Temperaturmessung während des Plasmaspritzens durchgeführt. Die Temperaturmessung während der Aktivierung und der nachgeschalteten Beschichtung wurde mithilfe eines K-Type Thermoelements, welches 1 mm unterhalb der PEEK-Oberfläche in der Bohrung platziert wurde, durchgeführt. Zwischen zwei Durchläufen der Plasmabehandlung wurden Pausenzeiten eingehalten, um eine moderate Oberflächentemperatur zu erzielen.
Die Überprüfung der Verbundfestigkeit der HAp-Schicht wurde mittels Druckscherversuch unter Verwendung der Prüfmaschine von Fa. Hegewald & Peschke (Nossen, Deutschland) durchgeführt. Vor dem Test wurde der sandgestrahlte Stempel (Ø 5 mm) mit Pyrosil beflammt und anschließend mit dem Primer GP15 (Sura Instruments, Jena, Deutschland) beschichtet. Im Anschluss wurden die Stempel und die zu testenden Proben mittels Scotch-Weld DP460 (3M, St. Paul, USA) verklebt und bei 65 °C für 3 Stunden ausgehärtet (fünffach Bestimmung).
Die morphologischen Untersuchungen an den erzeugten HAp-Schichten wurden mit mithilfe der Rasterelektronenmikroskopie durchgeführt. Die Phasenzusammensetzung wurde mittels Röntgendiffraktometrie (XRD) bestimmt.
Ergebnisse und Diskussion
Das primäre Ziel neben der haftfesten Abscheidung der Schichten auf PEEK war die Vermeidung von hohen thermischen Belastungen. Dies konnte durch die Auswahl geeigneter Prozessparameter ermöglicht werden. Während der Aktivierung und der Beschichtung wurde das Temperatur-Zeit-Profil mit einem K-Type-Thermoelement (Ø 0,25 mm, TC Direct, Mönchengladbach, Deutschland) aufgenommen (Abb. 2). In dieser Abbildung wird der Temperaturverlauf 1 mm unterhalb der Oberfläche bei einer Plasmaleistung von 5,7 kW dargestellt. Hierbei sind die rot eingekreisten Bereiche zu beachten, welche die maximale Temperatur des jeweiligen Durchlaufs (DL) hervorheben. Aufgrund der äußerst kurzzeitigen Exposition unterhalb des Plasmajets wurden weder optische noch physikalische Schädigungen des Substrates hervorgerufen. Um die thermische Belastung des Materials auszuwerten, wurden die Maximaltemperaturen betrachtet, die im jeweiligen Durchlauf erreicht wurden. Abbildung 2 zeigt das Temperatur-Zeit-Profil bei der Plasmaleistung von 5,7 kW, dem Spritzabstand von 44 mm und der Substratgeschwindigkeit von 250 mm/s. Nach der Aktivierung wurden Temperaturen bis zu 69 °C erreicht. Zwischen der Aktivierung und 2 Durchläufen wurde Pausenzeiten von 6 Minuten eingehalten. Dabei wurde die Maximaltemperatur nach 10 Durchläufen von bis zu 110 °C erreicht. Die Einsatztemperatur von PEEK ist mit bis zu 260 °C zulässig [7]. Das erreichte Temperaturprofil sollte somit als nicht kritisch angesehen werden.
 und Beschichtung (10 DL); die Maximaltemperaturen des jeweiligen Durchlaufes (DL) werden in roten Kreisen hervorgehoben") Abb. 2: Temperatur in Abhängigkeit der Zeit während der Aktivierung (1 DL) und Beschichtung (10 DL); die Maximaltemperaturen des jeweiligen Durchlaufes (DL) werden in roten Kreisen hervorgehoben
Abb. 2: Temperatur in Abhängigkeit der Zeit während der Aktivierung (1 DL) und Beschichtung (10 DL); die Maximaltemperaturen des jeweiligen Durchlaufes (DL) werden in roten Kreisen hervorgehoben
Anhand der REM-Untersuchungen der HAp-Pulver lässt sich eine leicht irreguläre Form selbiger erkennen (Abb. 3 links). Aufgrund der relativ niedrigen Plasmaleistung (5,7 kW) konnten die HAp-Pulver nicht vollständig aufgeschmolzen werden. In der Abbildung 3 (rechts) ist zu erkennen, dass der Kern der HAp-Pulver, welche im Plasma aufgeheizt wurden, eine unveränderte Struktur aufwies. Es konnte somit nachgewiesen werden, dass ausschließlich die Oberfläche der HAp-Pulver aufgeschmolzen wird.
 und durch das Plasma (rechts)") Abb. 3: Morphologie des HAp-Pulvers im ursprünglichen Zustand (links) und durch das Plasma (rechts)
Abb. 3: Morphologie des HAp-Pulvers im ursprünglichen Zustand (links) und durch das Plasma (rechts)
Die abgeschiedenen HAp-Schichten wiesen eine raue Oberfläche auf, welche das darunterliegende Substrat vollständig bedecken konnte (Abb. 4 links). Mikrorisse befanden sich an den glatten Stellen, an den der Hydroxylapatit aufgeschmolzen wurde. Kristallite auf der Oberfläche deuten auf nicht geschmolzene Bestandteile (Kern der HAp-Partikel) hin. Diese nicht vollständig aufgeschmolzenen Partikel führten zu einer porösen Struktur der HAp-Schicht (Abb. 4 rechts). Die Ergebnisse der Röntgendiffraktometrie bestätigte, dass die Kristallinität der gespritzten HAp-Schicht bei 83 % lag (Ausgangslage HAp-Pulver 95 %). Hydroxylapatit als Hauptbestandteil (JCPDS 9.432) wurde im Spektrum angezeigt (Abb. 5). Es waren keine Peaks von α-TCP, β-TCP oder Tetracalciumphosphat (TTCP) (jeweils JCPDS 9.348, 9.169, und 25.1137) nachweisbar. Minimale Bestandteile von Magnesiumoxid sowie Calciumoxid wurden in den Spektren gefunden, da Magnesium und Calciumoxid als Verunreinigungen im Spritzzusatzwerkstoff vorlagen. (Abb. 4 links).
 und Querschliffaufnahme (rechts) der HAp-Schicht auf PEEK (bei 5,7 kW, Spritzabstand von 44 mm, Rastergeschwindigkeit 250 mm/s)") Abb. 4: Draufsichtaufnahme (links) und Querschliffaufnahme (rechts) der HAp-Schicht auf PEEK (bei 5,7 kW, Spritzabstand von 44 mm, Rastergeschwindigkeit 250 mm/s)
Abb. 4: Draufsichtaufnahme (links) und Querschliffaufnahme (rechts) der HAp-Schicht auf PEEK (bei 5,7 kW, Spritzabstand von 44 mm, Rastergeschwindigkeit 250 mm/s)
 Abb. 5: XRD Spektren von HAp-Pulver und -Schicht
Abb. 5: XRD Spektren von HAp-Pulver und -Schicht
Querschliffaufnahmen (Abb. 4 rechts) zeigten eine gute Bindung am Interface zwischen dem Hydroxylapatit und dem PEEK-Substrat. Die erzielte HAp-Schicht auf PEEK weist insgesamt eine gute Haftung auf. Ihre Scherfestigkeit liegt bei 43,4 MPa. Defekte am PEEK-Substrat selbst konnten nicht beobachtet werden (Löcher, Versprödungen). Somit konnte das Temperatur-Zeit-Profil als valide Methode für das Prozess-Monitoring betrachtet werden.
Fazit und Ausblick
Für Anwendungen im Bereich der Implantat-Technologie ist der Hochleistungskunststoff Polyetheretherketone (PEEK) ein nahezu idealer Werkstoff. Jedoch ist seine bioinerte Oberfläche sein größter Nachteil. Mithilfe von bioaktiven Hydroxylapatit können diese Oberflächen modifiziert werden. Es konnte gezeigt werden, dass das Kaltplasmaspritzen geeignet ist, um haftfeste bioaktive HAp-Schichten auf PEEK-Materialien, die für medizinische Anwendungen relevant sind, ohne optische sowie physikalische Schädigungen abzuscheiden. Aufgrund der geringen und gut einstellbaren Plasmaleistung wurden HAp-Partikel im Plasma nicht vollständig aufgeschmolzen. Dies führte zu einer porösen Schichtstruktur mit sehr hoher Kristallinität, welche die ideale Grundlage für eine hohe Kompatibilität für Knochenzellen darstellt.
In zukünftigen Untersuchungen sollen die Biokompatibilität sowie das zytotoxische Verhalten der HAp-Schichten genauer charakterisiert werden. Zusätzlich sollen weitere Funktionalitäten direkt während des Beschichtungsprozesses hinzugefügt werden. Unter anderem können die abgeschiedenen HAp-Schichten mit Zinkoxid ergänzt werden, welches mittels Atmospheric Pressure Plasma Chemical Vapour Deposition (APPCVD) gleichzeitig in die HAp-Schichten integriert werden kann. Auf diesem Weg sollen Schichten mit optimalen Bedingungen für körpereigenen Zellen geschaffen werden, welche jedoch ungünstige Wachstumsbedingungen für körperfremde Mikroorganismen aufweisen.
Danksagung
Ein Teil der hier vorgestellten Arbeiten wurde durch das Bundesministerium für Wirtschaft und Energie (BMWi) unter dem Förderkennzeichen 49MF200039 unterstützt.
Literatur
[1] J.M. Toth et al.: Polyetheretherketone as a biomaterial for spinal applications, Biomaterials Volume 27, Issue 3 (2006) 324–334
[2] F.B. Torstrick et al.: Porous PEEK improves the bone-implant interface compared to plasma-sprayed titanium coating on PEEK, Biomaterials 185 (2018) 106–116
[3] Byung-Dong Hahn et al.: Osteoconductive hydroxyapatite coated PEEK for spinal fusion surgery, Applied Surface Science 283 (2013) 6-11
[4] R.B. Heimann: Thermal spraying of biomaterials, Surf. Coat. Technol., Vol 201, N°5, 2006, 2012–2019
[5] Y.C. Tsui; C. Doyle; T.W. Clyne: Plasma sprayed hydroxyapatite coatings on titanium substrates, Part 1: Mechanical properties and residual stress levels, Biomat., Vol 19, 1998, 2015–2029
[6] P. Robotti et al.: Thermal Plasma Spray Deposition of Titanium and Hydroxyapatite on PEEK Implants, PEEK Biomaterials Handbook, 2019
[7] S. Beauvais et al.: Plasma Sprayed Biocompatible Coatings on PEEK Implants, Thermal Spray 2007: Global Coating Solutions
Wer Medizin studiert, muss durch den Fluss waten, den die Biochemie seit dem 19. Jahrhundert immer weiter verbreitert. Noch bevor künftige Ärztinnen und Ärzte ihre ersten Patientinnen und Patienten zu sehen bekommen, müssen sie auswendig lernen, was die Lehrbücher auf engbedruckten Seiten mit oftmals unverständlich bleibenden Namen präsentieren.






